Эта штука вот уже более полувека облегчает жизнь инженерам по всему миру!
В своей публикации я совершенно не имею желания углубляться в предмет, большинству из Вас, читателей, это не нужно. Я лишь покажу основы, немного расскажу о истории и разъясню, как инженеры из разных стран, говорящие на разных языках, могут понимать друг друга.
Пару веков назад, до появления фабрик каждый отдельный механизм производился одним человеком от начала и до конца. Каждая деталь подгонялась к ответной индивидуально. И при ремонте, к примеру, детали в одинаковых приборах и механизмах, выпущенные одним и тем же мастером были не взаимозаменяемы. Нельзя было просто вынуть какую-то штуковину из одних часов и переставить в казалось бы такие же часы.
Это стало особенно напрягать, когда начали появляться фабрики и серийные производства с разделением труда. Появилась необходимость создать систему стандартов, позволяющую организовать производство с четкими требованиями к деталям. Так появилась дисциплина "Основы взаимозаменяемости". Здесь и увидели свет такие термины как: посадка, допуск, квалитет и прочее.
Посадка - характер соединения двух деталей, определяемый разностью их размеров до сборки
Допуск посадки — сумма допусков отверстия и вала, составляющих соединение.
Отклонение - алгебраическая разность между размером (действительным или предельным размером) и соответствующим номинальным размером.

Первая отечественная система допусков и посадок (СДП) была введена в 1930 году под названием "ОСТ" (общесоюзные стандарты). Названия посадок отражали их характеристики:
- Глухая (Г);
- Тугая (Т);
- Напряженная (Н);
- Плотная (П);
- Скользящая (С);
- Движения (Д);
- Ходовая (Х);
- Легкоходовая (Л);
- Широкоходовая (Ш).
В какой-то мере это было очень удобно. Легко было разобраться в чертеже и определить что за соединение перед тобой.
В тех же 30-х годах стали появляться первые наметки международной системы допусков и посадок. А после Второй мировой войны была создана организация по стандартизации ISO. В 1962 году появилась известная ныне СДП.
Машиностроение СССР применяло свою СДП вплоть до 1979 года, пока не перешли на международную систему. Думаю, переход был максимально безболезненным, ведь к любой старой посадке, можно было подобрать новую с практически идентичным полем допуска.
Так выглядит современная СДП:
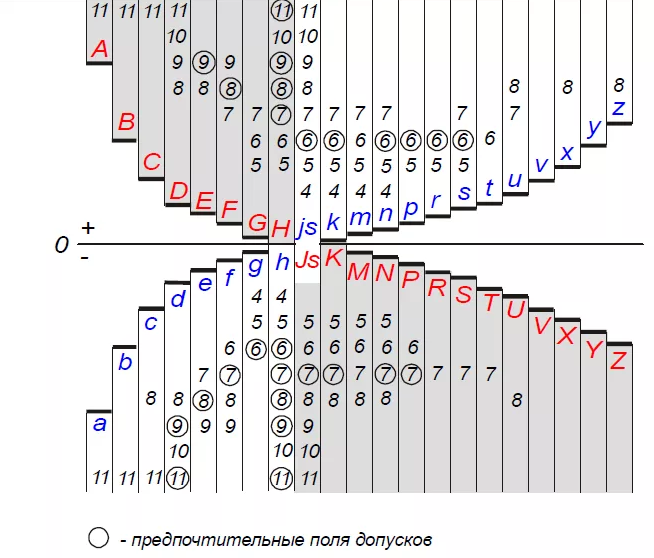
Цифры - классы точности. Буквы - допуска, которые выражаются через численные отклонения.
Большая буква - посадка для отверстия. Причем в данном случае, отверстие - термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы.
Маленькая буква - посадка для валов. И здесь, вал - термин, условно применяемый для обозначений наружных элементов деталей, включая и нецилиндрические элементы.
Когда я впервые столкнулся с этим в процессе обучения в ВУЗе, то испытал настоящий шок, потому как не мог никак въехать что, как и куда.
На самом деле, терминологии здесь куда больше. Она сложная и сходу разобраться со всем довольно тяжело, потому, еще раз повторюсь, я не углубляюсь.
На сборочных чертежах принято обозначать соединения двух деталей через указание рядом с размером допуска отверстия и допуска вала.
Если на сборочном чертеже проставлены посадки, то с легкостью можно разобраться как и с какой точностью изготавливать детали, если, к примеру, чертежей отдельных деталей нет..
Кстати, все посадки условно делят на три типа:
- С зазором;
- Переходные;
- С натягом.
Так как же инженеры из разных стран могут общаться друг с другом?
А вот гляньте на фрагмент какого-то корейского чертежа:
Все знакомые нам буквы. Глядя на эти цифры и буквы я точно знаю что здесь будут посадки с зазором, и что стыкуемые поверхности деталей нужно изготовлять по допуску Н7, потому как рекомендуемое сочетание допусков отверстие/вал - Н7/h6.
Я повидал множество чертежей, созданных за рубежом. Будь то японские, корейские, немецкие, французские или бельгийские и многие другие, везде используется одна и та же СДП. И это - крайне удобно. Единственное что отличает инженеров разных стран - оформление самих чертежей.
Очень надеюсь, что вы хоть что-то полезное для себя почерпнули. Если тема была Вам интересна, пишите об этом в комментариях, буду развивать и углублять!