Сварка тонкостенных конструкций — это настоящее испытание для начинающего сварщика. Пробел в знаниях оставляет досадные дырки в металле. Как правильно варить тонкий металл — читайте далее. Не забудьте поставить лайк и подписаться на канал — у нас только полезный и интересный контент!

При работе на инверторе установите обратную полярность
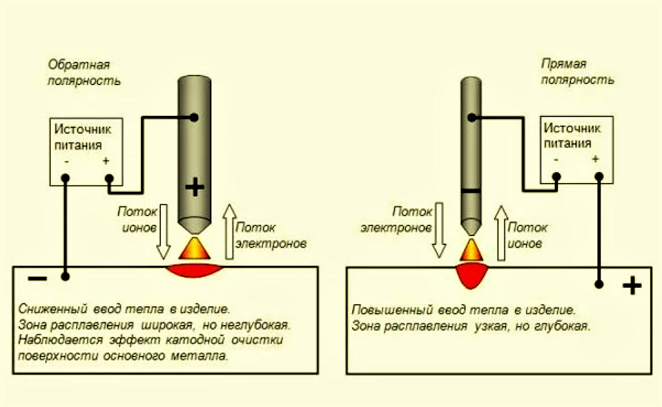
На сварочных аппаратах инверторного типа существует два вида полярностей: прямая и обратная.
- Прямая — это когда держак подключён к минусовой клемме, а масса — к плюсовой.
- Обратная — держак подключён к плюсовой клемме, а масса — к минусовой.
За нагрев отвечает плюсовая клемма, поэтому элемент, который к ней подсоединён будет нагреваться больше. Этим и нужно пользоваться при работе со сварочным аппаратом постоянного тока.
Прямая полярность обеспечивает более глубокое проплавление свариваемой детали. То есть, нагрев концентрируется на свариваемом металле, а не на электроде. Данная полярность используется при резке металла и при сварке толстостенных конструкций.
Обратная полярность, наоборот, — меньше нагревает металлоизделие, а наиболее высокая температура концентрируется на электроде. Это обеспечивает:
- меньшую температуру металла, а значит снижает шансы его прожечь;
- быстрое плавление электрода и более лучшее формирование металла шва.
Для тонкого металла — тонкие электроды
Тонкостенные конструкции лучше всего сваривать тонкими электродами — 1.6-2 мм. Для тонкого металла нужно понижать сварочный ток. Электроды большого диаметра здесь не подойдут — на малом токе они будут гасить дугу. А если на том же электроде диаметром 3 мм прибавить ток до требуемого значения, то тонкостенное металлоизделие сразу же начнёт гореть. Так что лучше применять электроды 1.6-2 мм в диаметре.
Устанавливайте пониженный сварочный ток
Чтобы тонкая металлоконструкция не горела, необходимо понижать сварочный ток. Например:
- при толщине металла от 1 до 2 мм применяйте электроды диаметром 1,6 мм и выставляйте ток на 25–50 ампер;
- для металла толщиной 2–3 мм применяйте электрод 2 мм и устанавливайте настройки тока на 40–80 ампер;
- при толщине металлоизделия 3–4 мм нужен электрод диаметром 3 мм, а сварочный ток выставить на 80–160 ампер.
Выдерживайте короткую дугу
Тонкий металл чаще всего прогорает на длинной дуге — когда электрод отводится вверх от свариваемой поверхности. В этот момент и возникает длинная дуга, которая насквозь прожигает металл. Чтобы тонкостенные конструкции не прогорали, выдерживайте короткую дугу. Чем короче дуга — тем меньше шансов прожечь тонкий лист.
Воспользуйтесь этими советами, и вы исключите прожигание тонкостенных металлоконструкций при сварке.
А как вы варите тонкий металл? Напишите в комментариях!
Друзья, нас уже больше 108 тысяч! Поставьте лайк, подпишитесь на канал, поделитесь публикацией — мы работаем, чтобы вы получали полезную и актуальную информацию!
Читайте также:
Смотрите видео — Чтобы крыша не поехала: технадзор по монтажу кровли для строителя-одиночки.