1.Эффективность работы пресса шнекового в основном определяется конструкцией шнекового (нагнетательного) узла и формующей головки с мундштуком. В формующем канале головки, длиной lФГ, происходят изменения формы потока керамической массы, истекающей из кольцевого сечения диаметром D в прямоугольное сечение размерами b x h, при этом площадь сечения потока уменьшается в 5-6 раз.
Для уменьшения негативных последствий неравномерного течения слоев относительно друг друга как в продольном, так и в поперечном сечениях, могут быть использованы универсальные формующие головки с регулировкой скорости течения разных слоев. Прародительницей таких головок является фирма Braun.
Оптимальная геометрическая форма образующих поверхностей формующего канала может быть определена следующей зависимостью:
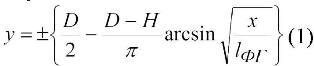
где y – ордината относительно центральной продольной оси формующего канала; х – абсцисса, соответствующая центральной продольной оси формующего канала; хє(0;lФГ); lФГ – длина формующей головки с мундштуком; D – наружный диаметр выпорной лопасти шнека; Н – высота профиля формуемого изделия, м. Расчет в прилагаемом файле «форма образующих.sm». https://disk.yandex.ru/d/-oa32wcFm8kGOw
2. Теоретические основы для расчета параметров формующей оснастки по Кондратенко В.А.
Основными параметрами расчета являются значения эффективной вязкости, наименьшей пластической вязкости и условного динамического предела текучести, в основу определения которого положены методы физико-химической механики.
Конусность мундштука и площадь его поперечного сечения влияют на давление истечения. Рекомендуемые длины и конусности мундштука составляют для малопластичного сырья 220-300 мм с уклоном стенок 8%, для среднепластичных глин - 220-260 мм с уклоном стенок 6-8%, для высокопластичного - сырья 200-240 мм с уклоном стенок 4-6%. Во всех случаях необходимо стремиться к тому, чтобы геометрические параметры мундштука обеспечивали заданную производительность при минимальном прессовом давлении, что соответствует и минимальному расходу энергии.
По данным Кондратенко В.А., полученным при обследовании работы многих действующих заводов, для расчетов параметров формующей оснастки необходимо принимать, что соотношение площади шнека на его выходе и площади сечения мундштука на его входе должно быть:
где Fшн. и Fвх.м. - соответственно площадь поперечного сечения шнека на его выходе и площадь сечения мундштука на его входе; Dшн. - диаметр шнека на его выходе.
Приняв соотношение длины и ширины кирпича равно 2.083 (25/12=2.083), размер высоты входного отверстия мундштука будет равен:
Размер длины входного отверстия мундштука:
Авх. = 2.083 Ввх. (1.3)
По данным Кондратенко В.А., в результате исследований оснастки с реально действующих заводов, выведена функциональная зависимость длины мундштука и высоты скобы кернового комплекта:
где L – длина мундштука, см
Н – высота скобы кернового комплекта, см
Авх. – длина входного сечения мундштука, см
Ввх. – ширина входного сечения мундштука, см
Авых. – длина выходного сечения мундштука, см
Ввых. – ширина выходного сечения мундштука, см
Ус – усадка сырца, %
Пуст – пустотность сырца, %
Вак – глубина вакуума в прессе
Пл – число пластичности глины.
Расчеты в прилагаемых файлах «длина мундштука.xmcd» и «длина скобы.xmcd».
https://disk.yandex.ru/d/u_nxpyoDfbX7fA
https://disk.yandex.ru/d/xKcTqWgibiJv_A