На кирпичных заводах действуют тоннельные печи длиной от 48 до 208 м и шириной от 1,74 до 4,7 м. Мощность их колеблется от 8 до 60 млн шт. условного кирпича в год. Продолжительность обжига составляет 24...48 ч, а при применении отходов углеобогащения в качестве основного сырья сроки обжига достигают 52...60 ч.
Основной технологический недостаток в работе тоннельных печей состоит в неоднородности температурного поля по сечению обжигательного канала, которая достигает по высоте зоны подготовки до 40 °С. (На самом деле – до 100°С).
Для снижения температуры факела горения, выравнивания температурного поля по сечению печи и создания в конце зоны обжига восстановительной среды к форсункам (горелкам), установленным в конце зоны обжига, подается пар или вода.
Для обжига кирпича наибольшее распространение получили тоннельные печи, характеристики которых приведены в табл. 20.
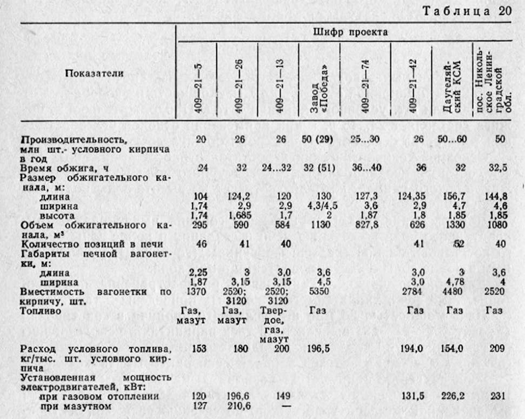
Схема печи «Церик» показана на рис. 68, где 1—дымосос, 2 — рециркуляционные вентиляторы; 3 — вентилятор подачи воздуха к горелкам и для охлаждения; 3” — резервный вентилятор; 4 - вентилятор отбора горячего воздуха из зоны охлаждения печи и подcводового канала на сушку; 5 — вентилятор подачи воздуха в печь и для охлаждения; А — отбор и циркуляция, рециркуляция; Б и В – рециркуляция, Г- боковые горелки; I — ускоренное охлаждение; II — замедленное охлаждение; Ш — быстрое охлаждение; IV — окончательное охлаждение. Подготовка — 45 м; обжиг — 30 м, охлаждение—45 м
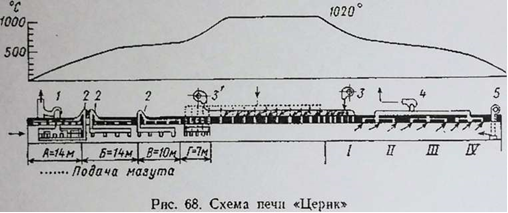
В печи «Церик» охлаждение осуществлено посекционно: I – c 1020 до 650°С—10м, II—с 650 до 500С°—11 м; III—с 500 до 400С°— 11 м; IV—с 400 до 60С°—13 м. Холодный воздух нагнетают в зону охлаждения сосредоточенно в конце IV и в конце Iсекций черев 30 окон (6 рядов по 5 окон). Воздух из секции I растекается по обеим сторонам печного канала и идет частично в зону обжига, частично в секции IIи III, откуда оттягивается вентилятором из воздухосборников в стенах трех последних секций (на длину 30 м) и отсасывается в общий воздуховод на сушку. Воздух к горелкам подается тем же вентилятором (один резервный), что и воздух, нагнетаемый в секцию I; он отбирается из подподового канала. Отделение печного канала от подвагонеточного канала сделано с помощью двойного песчаного затвора. Рассмотрим данную печь с точки зрения управления процессом обжига. Зоны А, Б, В имеют вентиляторы рециркуляции, что дает возможность регулировать скорость подъема температуры и предотвращать расслоение температуры по высоте садки. На представленной температурной кривой (рис.68) нет четко выраженной зоны досушки (подъем температуры до 100°), хотя рециркуляция зоны А позволяет выделить данную зону. Рециркуляции зон Б, В позволяют проводить плавный подъем температуры в «зоне кварцевого преобразования». Боковые горелки зоны Г позволяют провести быстрый подъем температуры с 650 до 1020°, далее посекционное управляемое охлаждение до 60°. Следует обратить внимание на то, что зона охлаждения от 1020° до 650° равна по длине зоне охлаждения от 650° до 500°, т.е. скорость охлаждения в зоне «кварцевых преобразований» в четыре раза ниже, чем в зоне интенсивного охлаждения.
Печь производительностью 50 млн шт. условного кирпича в год установлена на автоматизированном заводе (комплект СМК-182А) по производству эффективных керамических камней в пос. Никольское Ленинградской обл. Печь длиной 144,8 м, шириной канала 4,6 м оснащена форкамерой с толкателем. Толкание — непрерывное. За один цикл (50 мин) производится проталкивание на 0,5 позиции. В форкамере и на 1 позиции изделия нагреваются теплым воздухом, забираемым вентилятором 1 из надсводового канала и подаваемым в рабочий канал на позиции 0 и 1. Отопительно-вентиляционная система печи показана на рис. 47.
Помимо форкамеры печь разделена на три зоны: подогрева, обжига и охлаждения. Особенность печи — в переменной ширине рабочего канала. В зонах подогрева и охлаждения она равна 3,9, в зоне обжига — 4,6 м.
Управление подъемом температуры в интервале нагрева до 100℃ осуществляется рециркуляцией дымовых газов на позициях 3—6 дымососами ДН-10, а управление в температурном интервале «зоны кварцевых преобразований» осуществляется рециркуляцией дымовых газов на позициях 8, 9 двумя жаростойкими вентиляторами. Дымососы забирают дымовые газы и подают их через свод. В зоне обжига установлены 104 сводовые горелки для природного газа. Они разбиты на три группы, в каждой из которых предусмотрено автоматическое регулирование теплового режима. Температурная кривая обжига приведена на рис. 48.
На позициях 25...27 находится участок интенсивного охлаждения, вентилятор 7 - воздух с температурой 150... 180 °С подается через свод в зазоры между пакетами камней для управления температурой в «зоне кварцевых преобразований». Окончательное охлаждение изделий осуществляется вентилятором 10.
Воздух в надсводовый канал подается на позициях 20 и 36, а отбор и подача в сушилку — на позициях 4 и 28 – вентиляторами 13, 12. Вентилятор 8 используется для управления температурой охлаждения в интервале от 500 до 150°.
Предусмотрена также вентиляция подвагонеточного пространства. Печь комплектуется вагонетками размером 3,6х4 м, на которых автоматом-садчиком устанавливается 9 пакетов размером 1060х1060 мм и высотой 1800 мм.
Печь мощностью 25 млн шт. условного кирпича в год, (типовой проект 405—21 — 13) выполнена в трех вариантах с использованием газообразного, жидкого и твердого топлива. Заталкивание вагонеток в печь производится периодически винтовым толкателем.
Зона подогрева занимает 14 позиций. В начале зоны предусмотрены три пары окон и стояков для отбора дымовых газов. Для выравнивания температурного поля по сечению печи запроектирована установка рециркуляции 5. Дымовые газы отбираются через два патрубка, расположенные на уровне пода вагонеток на стыке позиций 4, 5 и нагнетаются в кольцевые камеры на стыке позиций 5, 6 и 6, 7, откуда через ряд отверстий в боковых стенах и своде поступают в канал печи навстречу потоку газов. Таким образом осуществляется управление подъемом температуры от 50 до 300°. То есть подъем температуры не будет слишком быстрым. Воздушная завеса 6 - наружный воздух нагнетается вентилятором высокого давления со скоростью до 70 м/с навстречу потоку дымовых газов через сопла, расположенные по периметру печи и отсекает зону подогрева от зоны обжига, что делает возможным управление подъемом температуры в «зоне кварцевых преобразований» посредством запроектированых на стыках позиций 9,10 и 11,12 четырех топочных камер, за счет которых обеспечивается повышение температуры на уровне пода вагонетки. Зона обжига занимает 10 позиций. Она оборудована 42 газовыми горелками ГНП-3 — по 21 с каждой стороны и проходным подподовым каналом. Горелки зоны обжига разбиты на 14 групп, по 3 горелки в группе. Каждая группа горелок снабжена регулирующей заслонкой ЗМС и исполнительным механизмом. Зона охлаждения состоит из 16 позиций. В конце ее предусмотрено шесть пар вертикальных щелей для подачи наружного воздуха на охлаждение. Отбирается горячий воздух для сушки через три пары окон и стояков, расположенных на стыках позиций 26, 27; 31, 32; 35, 36. Этим осуществляется управление понижением температуры в «зоне кварцевых преобразований» и в интервале от 650 до 100°.
Для разделения зон обжига и остывания на стыке позиций 25, 26 предусмотрена установка воздушной завесы 9 – цель отделить «зону кварцевых преобразований» от зоны интенсивного охлаждения. Отопительно-вентиляционная система тоннельной печи (типовой проект 405—21—13) и температурный режим обжига даны на рис. 45 и 46.
Следует заметить, что кроме вентиляционного управления кривой обжига, на печах всех «газовых» проектов предусмотрена возможность управления процессом обжига (температурной кривой) посредством изменения мощности горелок. Кроме того, как отмечалось выше – «….для снижения температуры факела горения, выравнивания температурного поля по сечению печи и создания в конце зоны обжига восстановительной среды к форсункам (горелкам), установленным в конце зоны обжига, подается пар или вода».
Отдельная тема – это печи китайских кирпичных заводов. Тема весьма специфическая, на мой взгляд. Идеология у китайцев совершенно иная.
P.S. Литературу, использованную при написании, установить точно не удалось. Предполагаю:
1. П.В. Левченко "Расчеты печей и сушил силикатной промышленности"
2. М.И. Роговой "Печи и сушила силикатной промышленности".