
Что происходит после того, как отходы приехали на переработку? Да, логично, их перерабатывают, а именно, либо измельчают и повторно продают материал, либо создают гранулы и делают тоже самое. Обо всем об этом прямо сейчас.
Сегодня мы расскажем, как создается гранула из вторсырья и как работает оборудования для грануляции. Поехали!
ЭТАПЫ ПРЕВРАЩЕНИЯ В ГРАНУЛУ
Грануляция- это процесс производства вторичной гранулы из отходов.
Ниже приведена последовательность, состоящая из общих этапов грануляции. В зависимости от типов отходов, некоторые этапы игнорируются. Например, чистый брак производства не подвергается очистке (почему?).
1. Сбор отходов.
2. Сортировка.
3. Очистка.
4. Измельчение.
5. Подготовка к грануляции.
6. Грануляция.
7. Фасовка.
1. Сбор отходов с складском или производственном помещении переработки. Даже не знаю, нужны ли здесь пояснения.
2. Сортировка отходов: отходы сортируются по типу (ПНД-пленки отдельно от ПВД пленок, например), по цветам (сортированные по цветам отходы стоят дороже, чем микс, оно и понятно). Сортировка производится вручную сотрудниками склада. Скак правило, процесс трудоемкий.
3. Очистка отходов – это мойка с последующей сушкой и, чаще всего, с измельчением крупных отходов. Очистка требуется для отходов типа «Магазинный, складской сбор или БУ». Как правило, это брак пленки, мешков, биг-бэгов. Логично, что чистый брак очищать не нужно, так как он не может быть загрязнен в принципе, а мыть полигонные отходы, как минимум бесмысленно и странно. Однако, на практике, в исключительных случаях (крайне редко), чистый бракмогут подвергнуть очистке, например, если кипы загрязнились при транспортировке. Так же, моют и полигонные отходы, если это признают целесообразным, например, полигонные отходы приехали пристойного вида и качества. Оборудование для очистки отходов – это целые комплексы измельчения, мойки и сушки. Они различаются по мощности, «навороченности», назначению (для мягких и твердых отходов) и стране-производителю.
4. Измельчение – это процесс дробления крупных отходов в мелкую фракцию. Оборудование для дробления называется – дробилка. По принципу действия напоминает блендер. Итогом дробления является мелкая фракция отходов, ее называют дробленкой (для твердых отходов) или пушонкой (для мягких отходов – пленки, мешки). Дробленку уже на этом этапе можно использовать в производстве или в продаже. Пушонка легкая и не обладает насыпной плотностью. При попытках засыпать ее в гранулятор, она разлетается во все стороны, поэтому ее подвергают агломерации.
5. подготовка к грануляции. – это и есть агломерация мягких отходов. Пушонка загружается или всасывается насосом в агломератор. Агломератор – это контейнер с вращающимися ножами, которые нагреваются в процессе вращения. Когда температура достигает порога плавления, внутрь агломератора дозированно подается вода или пар. В результате возникает термоудар (температурный шок), который сворачивает мягкие вязкие пушины в более-менее ровные комочки. Полученное называют агломератом. Его, как и дробленку, тоже можно использовать для грануляции или продать таким, как он есть уже на данный момент.
ГРАНУЛЯЦИЯ
А вот теперь про процесс производства самой гранулы. Оборудование для грануляции называют грануляторами или линиями грануляции. Существует множество модификаций и вариантов исполнения такого оборудования. Мы рассмотрим два принципиально разных типа грануляторов. Это:
1. Гранулятор холодной (стренговой) резки.
2. Гранулятор горячей резки.
На рисунке изображен гранулятор холодной (стренговой) резки:
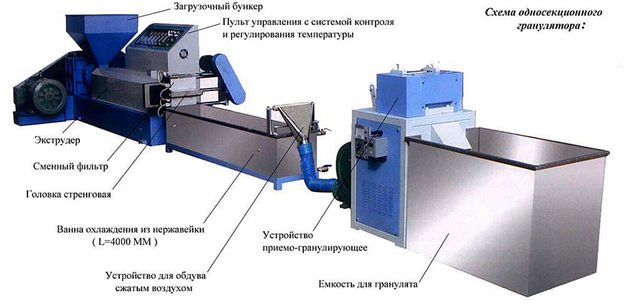
Загрузочный бункер – это устройство приема отходов (дробленки или агломерата). На пульте управления устанавливаются необходимые режимы переработки: температура, давление. Температура выставляется в зависимости от того, какое сырье будет гранулироваться. Настраивая режимы, оператор руководствуется показателями температур плавления материалов. Например, для ПЭ (полиэтилена) это 190 градусов по Цельсию. Под пультом управления находится экструдер, но правильнее будет сказать, что эта часть, где все плавится и смешивается, называется – шнек.
Устройство шнека – это принцип вращающегося винта в железной рубашке. Мясорубка – это и есть шнек, только иначе названный. Устройство экструдера внутри изображено на рисунке ниже:
Шнек, вращаясь, приводит в действие полимерную массу. Нагреватели, воздействуя высокой температурой, расплавляют материал. Продвигаясь к формирующей головке, расплав становится однородным и вязким. Решетка с сетками – это своеобразный фильтр для того, чтобы задержать посторонние включения или крупные нерасплавленные частицы. Размер такой сетки, чаще всего, составляет 30 микрон. Соответственно, чем ниже микронность сетки, тем чище будет расплав на выходе. Эти сетки необходимо менять по мере их загрязнения, в противном случае, они могут прорваться и пропустить загрязнения в форующую голову. Сигнал к тому, что сетку пора заменить – это увеличение давления в зоне дозирования (1 зона).
Рабочая зона экструзионной машины делится на три условные зоны:
1) Зона приема сырья, или зона питания – зона ближайшая к бункеру.
Здесь материал поступает в пространство между витками шнека и уплотняется.
2) Зона пластификации и плавления – центр шнека.
Здесь перерабатываемое сырье подплавляется в местах примыкания к поверхности цилиндра, как результат смягчается (как пластилин), что обеспечивает эффект смешивания. Повышение уровня давления, в основном, происходит в пограничном пространстве между зоной питания и зоной пластификации и плавления. Тут спрессованный материал образует пробку и скользит по шнеку (в зоне питания материал твердый, в зоне пластификация – плавящийся).
3) Зона выдавливания, дозирования расплава – зона, ближайшая к формующей голове.
После нее полимер уже становится однородным и вязким, однако, в нем еще остаются твердые частицы. К концу зоны сырье становится окончательно однородным и продавливается в формующую голову.
Деление шнека на зоны весьма условно. На практике, их может быть 5-7, общие зоны дробятся на более маленькие участки для более точной температурной настройки. Температура выставляется на каждой зоне своя, так технологи колдуют над материалом. Но это уже детали.
Мы несколько раз упомянули формующую голову – это деталь, определяющая форму расплава на выходе из шнека. В нашем случае, формующая голова будет иметь вид тонких отверстий (фильера). Именно из них и выдавливается расплав, которому суждено стать гранулой.
Гранулятор горячей резки работает по тому же принципу в части бункера и экструдера. Отличия на формующей голове. Формующая голова гранулятора горячей резки на рисунке ниже:
Через фильеры выдавливается расплав полимера и еще горячими и срезает круглый нож. Срезанные гранулы подвергаются воздушному или водяному охлаждению (либо падают в ванну и подхватываются водокольцевым потоком).
Таким образом, мы рассмотрели 2 разных типа грануляторов: на горячей и холодной резке. У каждого из них свои достоинства и недостатки. Различаются гранулы и по виду.
Грануляторы холодной (стренговой) резки требуют постоянного участия человека, так как возникают обрывы стренг, а сама гранула на выходе может впитать в себя влагу – контакт горячего полимера с водой. Гранула с влагой при производстве изделий проявится не лучшим образом. А именно, будет трещать, пениться и создавать шероховатую поверхность на изделии. Зато эта гранула очень «правдивы». На срезе видно, присутствует пористость или включения. Эстетически она менее привлекательна, чем гранула горячей резки. Из-за специфики нарезки, горячая резка запаивает гранулу и скрывает все ее возможные недостатки. Именно поэтому она лучше продается + из-за своей формы (у нее нет углов), у нее лучше сыпучесть