Всем привет. В предыдущей статье я рассказал о 4-х типах станков токарной группы: токарно-винторезных, лобовых, карусельных с ручным управлением.
Бывают конечно и не с ручным, а именно оснащенными системой с ЧПУ.
Пример тому токарно-винторезный станок 16К20Ф, построенный на базе широко распространенного станка как можно догадаться тем, кто в теме 16К20:
Но пока разговор не о ЧПУ)))))
В условиях мелкосерийного и штучного производства, выше приведенные станки с ручным управлением с успехом справляются со своими задачами.
Когда речь заходит о производстве тысяч и тысяч деталей, целесообразнее применять иное оборудование, которое позволяет снизить участие человека в технологических операциях.
Для этих целей придумали полуавтоматические и автоматические токарные станки.
Полуавтоматический или автоматические токарные станки выполняют весь цикл работы: подвод инструмента к заготовке, рабочую подачу, отвод инструмента, остановку станка.
Отличие автоматического станка от полуавтоматического в том, что на полуавтоматическом зажим и отжим заготовки, выдвижение прутка происходит человеком. На автомате же это делает сам станок.
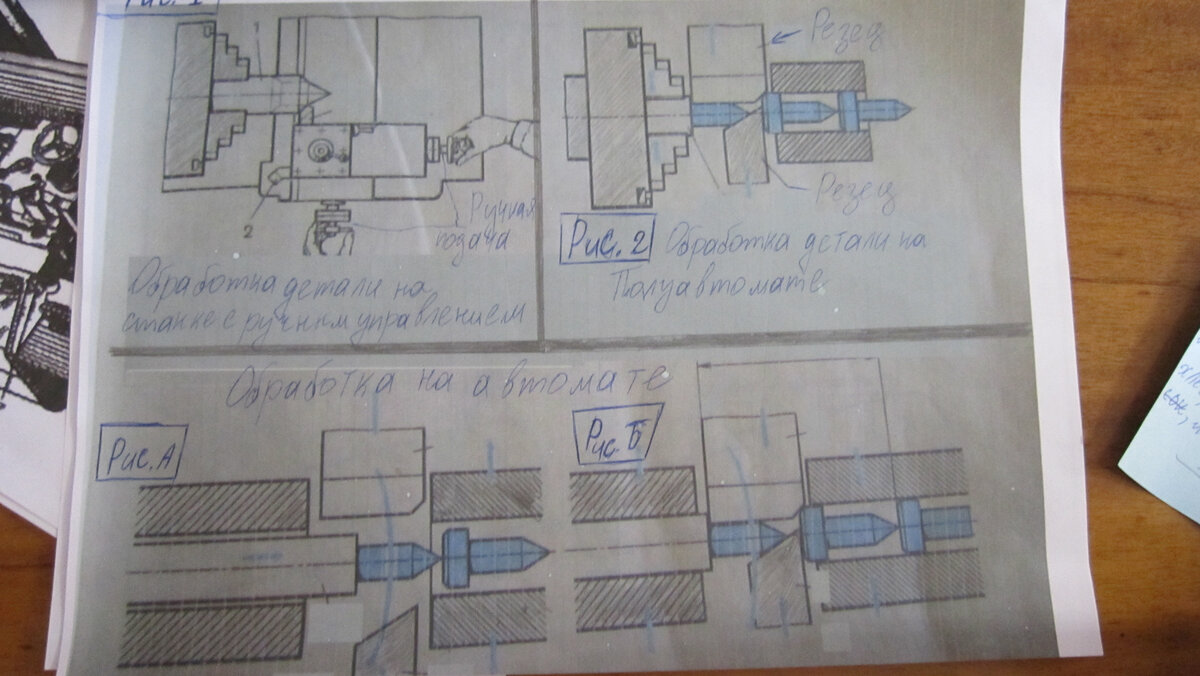
На рисунке выше в верхнем левом углу показана обработка на обычном токарно-винторезном станке с ручным управлением.
На рисунке №2 показана схема изготовления детали двумя резцами сразу. Резец сверху врезается в диаметр прутка, срезая слой металла, при этом получается цилиндрическая форма детали нужного размера, резец который снизу, отрезает деталь от прутка, при этом оставляя острую поверхность под углом. При этом зажим и отжим детали производит оператор станка.
На двух нижних рисунках (А и Б) показан принцип работы уже автоматического токарного станка. Обработка ведется так же одновременно двумя резцами, однако зажим детали (слева) и прием детали (справа) происходит автоматически.
Как правило полуавтоматы и автоматы закрыты полностью защитным кожухом, так как во время работы не требуют вмешательства человека во время прохождения цикла.
Конечно на таком станке, можно выполнять не только операцию точения, но и сверления, нарезание резьбы резцами, метчиками и плашками, накатывание рифленой поверхности.
Так же на резцовую головку может одеваться фрезерное устройство для различных видов фрезерования, чтобы после изготовления детали, её не нужно было еще и на фрезерный станок отправлять.
Бывают специализированные, то есть специально предназначенные для определенного вида деталей и производства, и общего назначения.
Например, станок специально изготовлен для того, чтобы делать болты и всё тут, что-то другое делать на нем уже нельзя, либо в корне нужно менять конструкцию. Зато штампует их как семечки.
Шпинделей у таких станков может быть несколько, как и суппортов, по несколько штук к каждому шпинделю, обработка ведется одновременно и скорость производства деталей вырастает в кратность равную количеству шпинделей.
В настоящее время, в зависимости от требований того или иного производства, токарные полуавтоматы и автоматы оснащаются разными по сложностям системами с ЧПУ, для изготовления совсем простых деталей типа «бочонков» используются станки с механическим и гидравлическим копировальным приводом.
Автоматы вовсе без систем ЧПУ, в настоящее время выгодно выигрывают по своей стоимости, настройка их дольше и муторней, чем систем с ЧПУ, но на серийных, крупно–серийных и массовых партиях деталей они конечно крупно выигрывают.
По точности, токарные автоматы, так же бывают нормальной точности, повышенной точности, больше не знаю, честное слово)))
Следующий тип станков- токарно револьверные, предназначены они так же никак не для единичной работы, так как настраиваются на одну партию одинаковых деталей и призваны продолжительное время изготавливать одно и то же.
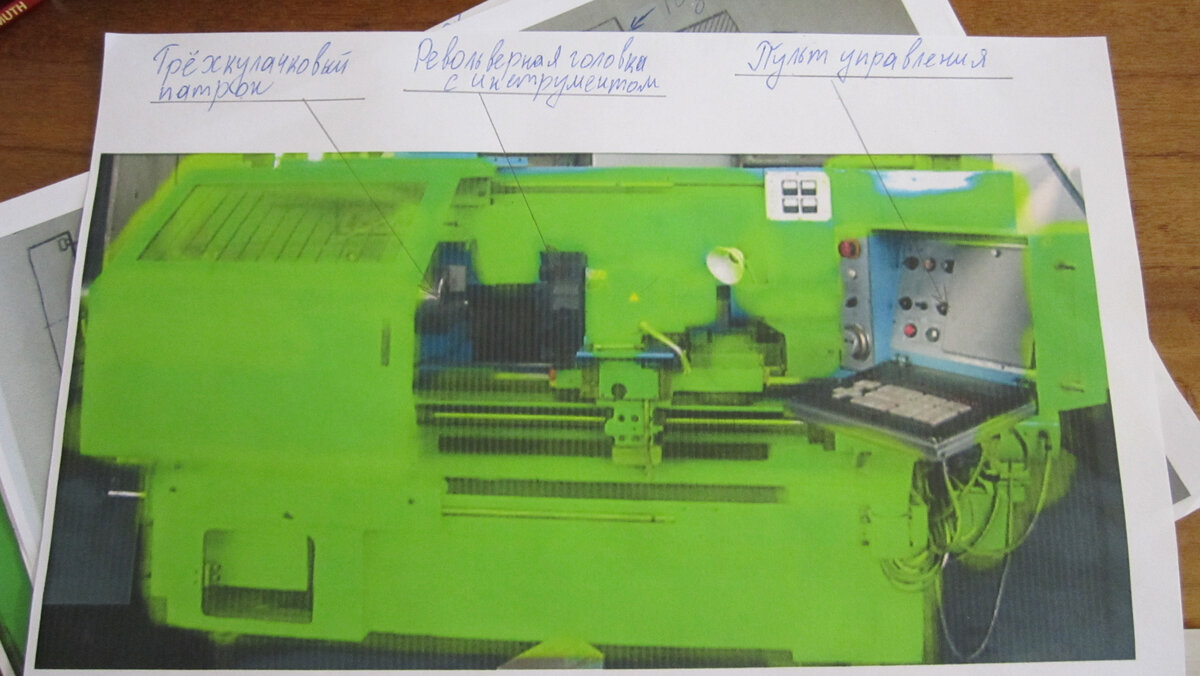
Токарно-револьверный станок оснащен револьверной головкой, в которую в соответствии с технологической картой изготовления той или иной детали закрепляется инструмент.
Как видим на рисунке выше, в револьверную головку закрепляется различный инструмент, будь то резец, метчик, резьбовые гребенки, свёрла, развертки и прочее.
Револьверный станок имеет возможность гибкой настройки под каждый инструмент, то есть устанавливать свою подачу и обороты для операции выполняемой конкретным инструментом.
Переставляя фишки в нужное гнездо, токарь по таблице, настраивает скорость вращения шпинделя и подачу, когда активен нужный инструмент. Когда инструмент меняется, включается соответствующая ему скорость и подача.
Так же для каждого инструмента предусмотрен "Упор", то есть ограничение по длине работы на подаче. Преимуществом работы на токарно-револьверном станке является быстрая смена инструмента, благодаря револьверной головке, которая быстро переключается, когда токарь при окончании одного цикла работы, отводит суппорт назад.
Включение подачи для каждой новой операции происходит вручную.
Токарно-револьверные же автоматы такие операции, как зажим-разжим заготовки, смена инструмента револьверной головки, включение и выключение рабочей подачи осуществляется самими станком, без участия токаря. Ему лишь отводиться роль оператора, следящего за нормальным функционированием станка, осуществляющем так же контроль за точностью изготовления деталей, а так же при необходимости, затачивать инструмент.
О многорезцовых и копировальных, специализированных и разных токарных я расскажу в следующих статьях.