
Задача: выполнить замеры твердости рабочей поверхности и хвостовика сверла.
Объект контроля: сверло диаметром 3 мм.
Гипотеза и подготовка к эксперименту: Учитывая малый вес объекта контроля, измерение проводилось твердомером ТКМ-459С с дополнительным датчиком типа «Н» с нагрузкой в 1 кг. Датчик оставляет незаметный отпечаток, что также важно для такого миниатюрного объекта контроля.
Особенности эксперимента
- Рабочая часть сверла
Принимая во внимание малые габариты, сложную форму сверла и большое количество ложбин, в процессе измерения было важно не допустить деформации объекта. Мы использовали тиски и резиновые прокладки - пористый материал заполнил пустоты изделия, а тиски придали ему нужную массу.
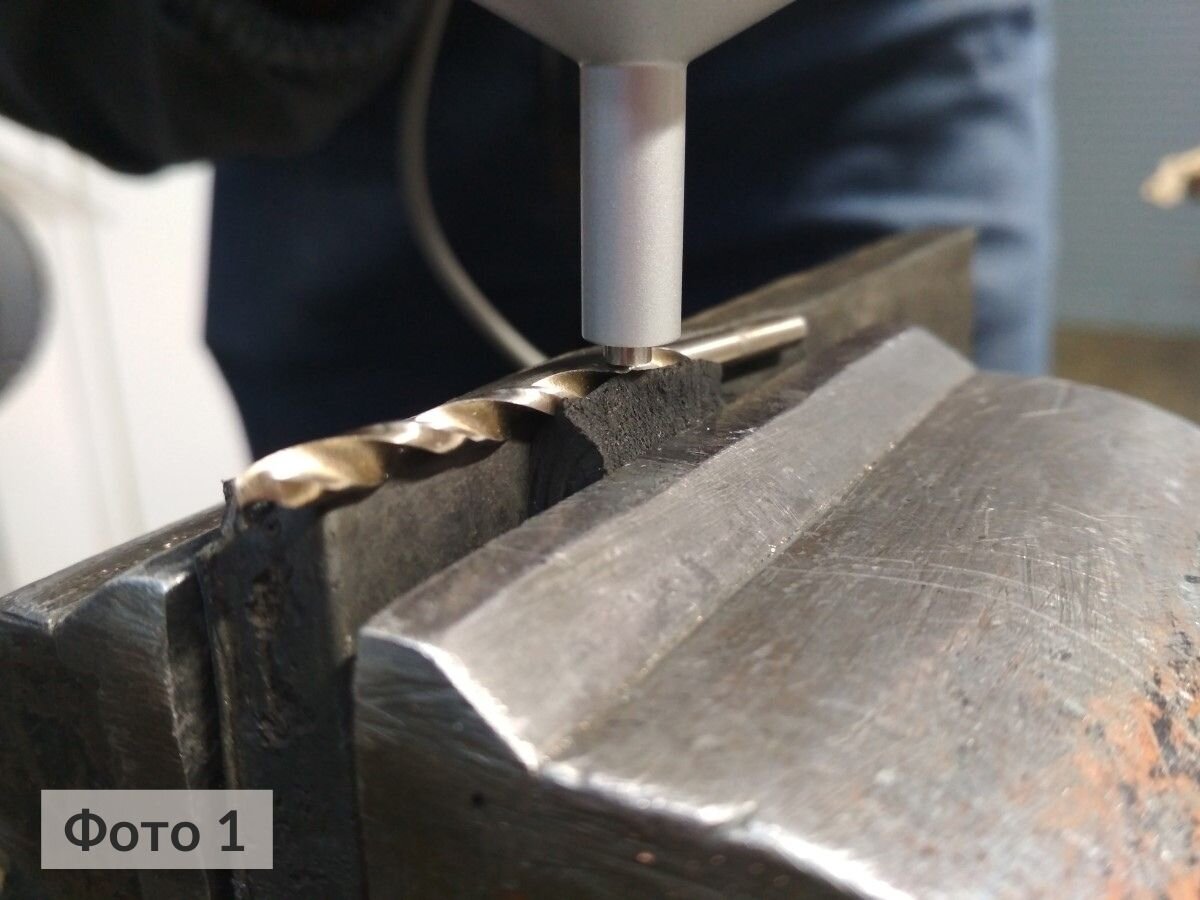
Учитывая наклон измеряемой поверхности, мы зафиксировали сверло в тисках под углом, чтобы было проще обеспечить перпендикулярность датчика к измеряемой поверхности (фото 1) . Замеры проводились в области режущей кромки и спинки рабочей части сверла.
При такой же фиксации сверла сделаны замеры на хвостовике (фото 2) .
- Торец хвостовика сверла
Сверло вертикально зафиксировали в тисках между резиновыми прокладками. Поверхность хвостовика была предварительно зашлифована (фото 3) .
Полученный результат
Сложная геометрия режущей кромки позволяет в выбранной зоне рабочей части сверла выполнить всего 4 замера. При тестировании были соблюдены рекомендованные расстояния: между уколами – не менее 1 мм, от края изделия – не менее 2 мм.
На торце хвостовика можно сделать 5 замеров, но велика вероятность повышенной дисперсии, т. к. в силу ограничения пространства, уколы выполняются ближе, чем 2 мм от края сверла (схематичное расположение уколов на торце сверла ниже).
Выполнив несколько серий замеров, мы пришли к выводу, что твердомер ТКМ-459С с датчиком Н дает стабильный результат.
Наши рекомендации
Необходимо:
- использовать тиски и резиновые прокладки;
- следить, чтобы датчик был установлен перпендикулярно к измеряемой поверхности;
- соблюдать рекомендованные расстояния между отпечатками уколов и от края изделия.
Если мерить режущую часть не принципиально, то мы бы посоветовали проводить измерения в других зонах, где вам удастся сделать больше замеров и получить более точный результат:
- При необходимости контроля одной партии полностью закаленных сверл, можно выборочно проводить замеры на хвостовиках, предварительно зашлифовав их поверхность. Это позволит сохранить пригодность сверл.
- Если идет закалка ТВЧ и хвостовик остается сырым, то опять же допустимо выборочно проводить контроль изделий, зашлифовав рабочую часть сверла где-то в середине (проще в области спинки).
Другие статьи читайте на нашем сайте >>>