Требования к качеству сварочного производства повышаются с оптимизацией конструкций, а также развитием материалов и процессов сварки. Дефекты сварки в худшем случае могут стать причиной серьезных несчастных случаев и повреждений конструкции, поэтому важно избегать их и понимать механизмы, которые их создают. В этом тексте мы представляем наиболее распространенные дефекты сварки MIG / MAG и способы их наилучшего предотвращения.
Обеспечение качества сварки - это комплексная работа. Высокое качество сварочных работ гарантируется профессиональным персоналом, спецификациями сварочных процедур (WPS) и рабочими инструкциями, а также инспекционными мероприятиями. Для получения качественных сварных швов все участки должны быть в хорошем состоянии.
В финском стандарте сварочной терминологии SFS 3052 дефект сварки определяется как «нарушение сплошности сварного шва или отклонение в форме сварного шва. Дефекты сварки включают трещины, непровар, пористость и включения шлака ». Кроме того, в международном стандарте ISO 6520-1, классифицирующем и описывающем дефекты сварного шва, указывается, что дефект сварки является « неоднородностью сварного шва или отклонением от предполагаемой геометрии сварного шва».
Каковы наиболее распространенные дефекты сварки MIG / MAG?
Наиболее распространенные дефекты сварки при сварке MIG/MAG включают, например, пористость, включения, подрез, чрезмерную асимметрию угловых швов, неполное проплавление и брызги. Возможно, наиболее типичными из них при сварке MIG/MAG являются брызги и недостаточное плавление. Каждый дефект сварки имеет свои причины происхождения, которые сварщик должен знать, чтобы иметь возможность избежать их возникновения.
Ниже приведены несколько примеров типичных дефектов сварки MIG / MAG и способы их предотвращения.
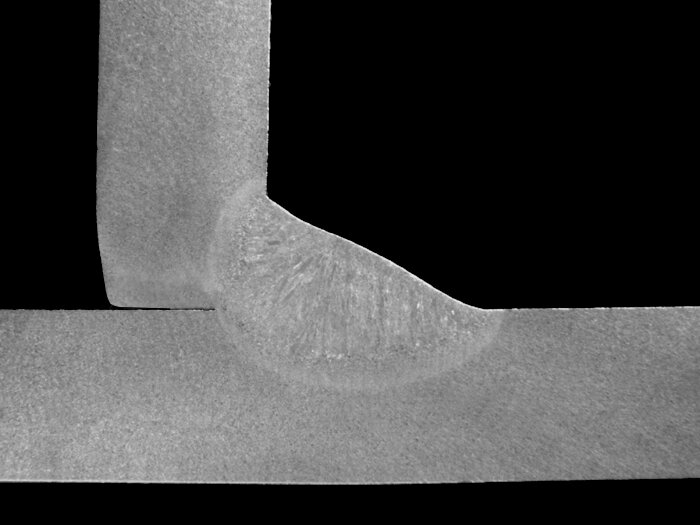
Недостаточное проплавление
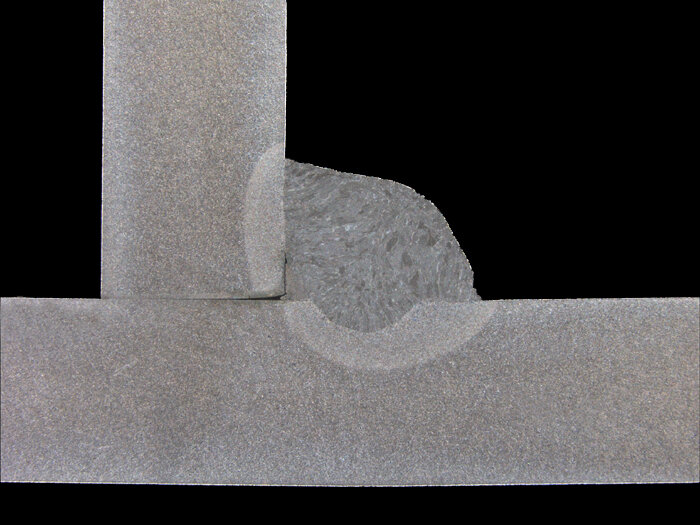
Причины и методы профилактики
- Слишком узкий шов: убедитесь, что шов достаточно широк.
- Неправильный угол пистолета: убедитесь, что угол наклона пистолета обеспечивает адекватное плавление боковых стенок.
- Чрезмерно высокий ток или слишком низкая скорость сварки, которая создает затопление сварочной ванны перед дугой, что приводит к недостаточному проникновению: выберите параметры сварки (высокий сварочный ток, короткая длина дуги и не слишком высокая скорость сварки), которые обеспечивают достаточный проплав без затопления.
- Загрязнения на стыковых поверхностях: очистите стыковые поверхности.
- Слишком длинная дуга / слишком высокое напряжение: используйте более короткую дугу / меньшее напряжение.
- Слишком низкая тепловая нагрузка: увеличьте тепловложение.
Чрезмерная асимметрия углового шва
Причины и методы профилактики
- Неправильный угол пистолета: используйте правильный угол наклона пистолета.
- Слишком большая сварочная ванна: уменьшите скорость наплавки.
- Магнитная дуга: Переместите зажим заземления, используйте как можно более короткую дугу, уменьшите сварочный ток, наклоните пистолет против направления дуги и / или используйте источник питания переменного тока.
Пределы дефектов сварки указаны для каждого класса сварного шва в ISO 5817 . В этом стандарте предельные значения классифицируются по трем классам сварных швов, а именно степени B, C и D. В машиностроении типичной степенью прочности является степень C, но степень B также часто требуется в гораздо более требовательном сварочном производстве. Дефекты сварки представлены в стандарте как фактические размеры. Для обнаружения и интерпретации этих значений может потребоваться метод разрушающего контроля наряду с визуальным осмотром.
Избегайте дефектов сварки, чтобы улучшить качество сварки
Дефектов сварки следует избегать просто потому, что они требуют ремонта. Все ремонтные работы в производственном цехе, связанные со сваркой, требуют времени и, следовательно, денег. Это замедлит процесс производства и, в конечном итоге, приведет к задержке сроков реализации проекта. Однако самым неприятным последствием дефектов сварки в худшем случае может стать поломка изделия или конструкции, что может привести к различным несчастным случаям и даже травмам.
Мы можем обнаружить дефекты сварки, осмотрев сварные швы, но тогда уже поздно и изделие нужно отремонтировать. Сварочное производство необходимо развивать в правильном направлении, чтобы снизить риск возникновения сварочных дефектов. Такие меры по развитию могут включать, например, ужесточение требований к качеству подготовки канавок, изменение процесса сварки или изменение параметров. Однако особенно важна подготовка сварщиков. Квалификация сварщиков играет очень важную роль в улучшении качества работы.
Визуальный осмотр и контроль производства играют ключевую роль
Самый важный метод контроля сварки - визуальный осмотр . Поэтому каждый сварщик должен также выступать в качестве инспектора своей работы. Хорошие результаты были достигнуты в сварочном производстве, когда сварщики прошли обучение по визуальному контролю. Часто даже такими небольшими мерами можно значительно улучшить качество сварных швов.
Мониторинг производства в реальном времени также играет ключевую роль в предотвращении дефектов сварки. Программное обеспечение Kemppi WeldEye позволяет легко контролировать сварочное производство, поскольку оно автоматически проверяет, например, есть ли у сварщика квалификация для сварки рассматриваемого продукта и что срок действия квалификационного сертификата не истек. Программное обеспечение также можно использовать для контроля параметров сварки и неразрушающего контроля. В лучшем случае мониторинг сварочного производства в режиме реального времени может предотвратить появление дефектов сварки и упростить поиск причины обнаруженных дефектов.