Обычно перед сваркой детали конструкции соединяют прихваточными швами. Сварка прихваточными швами часто является трудоемким и занимает много времени этапом работ, в частности в случае тонких материалов, дополнительных деформаций. Для решения этих проблем компания Kemppi совместно с клиентами разработала функцию MicroTack . Функция MicroTack облегчает выполнение прихваточных швов за сокращение сокращения времени и повышения качества, что приводит к повышению скорости также и основной сварочной операции.
Функция выполнения прихваточных швов MicroTack разработана для прихватывания тонких деталей, изготовленных из различных сталей и титана. Область применения данного метода — сварка листов толщиной до 4 мм. Эта функция с усовершенствованиями и новыми возможностями имеется во всех новых сварочных аппаратах MasterTig.
Применение функции MicroTack стало возможным благодаря передовой технологии источников питания. Ее принцип основан на оптимизации импульса тока в зависимости от ситуации, что гарантирует его высокую скорость и эффективность. Короткое время подачи импульса, которое обычно варьируется от миллисекунд до нескольких десятков миллисекунд, обеспечивает низкое тепловложение. В результате получаются тонкие и высококачественные прихваточные швы, своим внешним видом и другими характеристиками напоминающие лазерную сварку.

На рисунке показано благоприятное воздействие низкого тепловложения на качество сварки. Благодаря низкому и контролируемому тепловложению опасность прожога значительно ниже, чем при выполнении прихваточных швов традиционным методом TIG, используя который сложнее контролировать глубину провара. При использовании функции MicroTack управление облегчают следующие предварительно установленные параметры:
- Ток импульса
- минимальный: 2 А
- максимальный: зависит от типа источника питания - Продолжительность импульса: 1…200 мс
- Время предварительной подачи газа: 0…10 с
- Время последующей подачи газа: 0,1...30 с
Исключительное удобство использования повышает скорость выполнения прихваточных швов
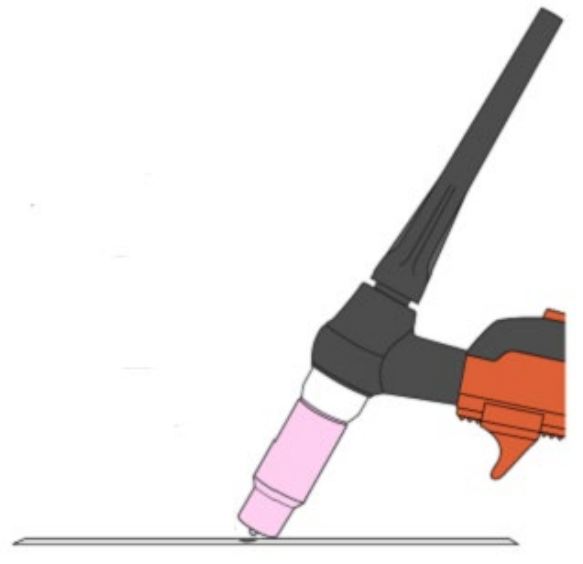
При разработке функции выполнения прихваточных швов MicroTack ставилась задача добиться простоты использования. После выбора указанных выше параметров сварки прихваточным швом необходимо направить горелку на канавку и нажать курок (см. рис. 2 и 3). Далее высокочастотная искра зажигает дугу. Чтобы получить равномерный высококачественный прихваточный шов, достаточно лишь один раз нажать выключатель горелки. Эта простая техника сварки позволяет очень быстро выполнять прихваточные швы.
Новые газовые сопла Pyrex, которые появились в ассортименте нашей продукции вместе со сварочными горелками Kemppi Flexlite TX, позволяют по-новому использовать функцию MicroTack — с более высокой точностью, чем обычные методы сварки (см. рис. 3). Поскольку сварщик может видеть сквозь сопло, электрод может быть утоплен в сопле на 1...2 мм. Это позволяет касаться свариваемой заготовки всем соплом, что предотвращает качание.

Дугу можно зажигать методом контактного зажигания (Lift TIG). Нередко это наиболее подходящий метод для задач, требующих чрезвычайно высокой точности, поскольку сварщик сначала быстро касается канавки электродом, а затем инициирует зажигание нажатием кнопки горелки. Дуга зажигается при отводе электрода от заготовки. Это позволяет создавать прихваточный шов точно в требуемом месте. Контактное зажигание также можно использовать в присутствии чувствительных электронных устройств (например, в больницах), которые не допускают использования высокочастотного зажигания.
Прихваточные швы не нарушают коррозионную стойкость
Благодаря скорости подачи импульса поверхность прихваточного шва практически не успевает окисляться. В результате при сварке нержавеющей стали прихваточные швы не имеют участков с пониженным содержанием хрома. Коррозионная стойкость сварного шва остается такой же, как и у основного материала. Это гарантирует высочайшее качество прихваточного шва перед окончательной сваркой.
Использование этой функции требует точности при подготовке и сварке
Для эффективного применения функции MicroTack необходима тщательная подготовка и сборка соединений под сварку. Поскольку при использовании этой функции не применяется присадочный материал, а тепловложение низкое, диапазон возможного размера зазора небольшой. Например, чтобы обеспечить успешный результат при сварке прихваточным швом встык листов толщиной 2 мм, зазор должен составлять менее 0,2 мм. Кроме того, от сварщика также требуется большая точность при работе с горелкой, так как прихваточный шов небольшого размера должен приходиться на середину канавки. В то же время необходимо помнить, что переход на метод с пониженным теплоподводом всегда требует более тщательной подготовки и точности сварки как при выполнении прихваточных, так и окончательных швов.