С того времени как человек узнал железо, он начал искать способы сделать его крепче, надежнее. Губчатое железо в холодном состоянии били колотушками, чтобы «выжать из него соки», т. е. удалить примеси. Затем, чтобы легче было придать металлу нужную форму, догадались нагревать его.
Так возник способ обработки, который называют горячей ковкой. Он состоял в обработке горячего металла ударами молотов.
Ковка — самый старый метод обработки металлов. В прошлом орудиями труда кузнеца были наковальня, молот и такие инструменты, как бородки, зубила, гладилки и т. п. Но, когда железо начало широко входить в употребление, стало невозможно обрабатывать его прежними примитивными способами. Люди задумались, как заменить ручную ковку машинной. В XVI в. появились молоты, которые приводились в действие энергией текучей воды (водяной привод). Это дало возможность увеличить вес падающего бойка в 10-15 раз — до 400 кГ. Сила его удара значительно возросла. Русское кузнечное дело особенно высоко поднялось в эпоху Петра I, поощрявшего постройку заводов для обработки металлов.
С появлением паровых машин открылись новые возможности для увеличения силы удара молота. Почти одновременно с паровозом родился паровой молот. Боек (его называют еще бабой) паровых молотов весил уже тонну. Нои этого оказалось мало! Все увеличивавшийся вес слитков и изготовляемых из них поковок (валы кораблей, стволы пушек) требовал еще более мощных молотов.
Появились прессы, которые сдавливали крупные, хорошо нагретые стальные слитки и этим придавали им нужную форму. В то же время (60-70-е годы прошлого века) стали широко применять прокатные станы.
Но кузнечная обработка не потеряла своего значения и сейчас. В наше время она получила новое развитие.
Ковка — верное средство улучшить качество металла, сделать его более однородным и прочным. Чем выше требования к прочности машины, тем больше в ней кованых и штампованных деталей. В автомобиле и самолете таких деталей 80—85% по весу. Детали эти изготовляют из различных видов стали, а также из сплавов, в которые входят медь, алюминий, магний, титан и др.
ИСКУССТВО НАГРЕВАТЬ МЕТАЛЛ
Процесс ковки металлов основан на их пластических свойствах. Металл, как правило, куют в нагретом состоянии, когда он более пластичен и его легче обжать.
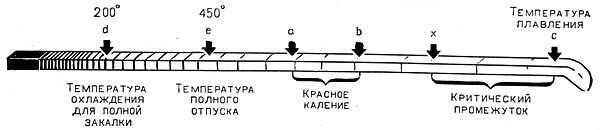
«Критические точки» Чернова: а — нижний предел, до которого нужно нагреть сталь при закалке; б — вторая критическая точка, ее место зависит от содержания углерода в стали; между х и с — температура плавления стали разных марок.
Конечный результат этой операции зависит прежде всего от соблюдения строго определенного теплового режима. Нарушение его неизбежно приведет к отрицательным результатам. Если металл перегреть, то зерна (кристаллы), из которых он состоит, сильно увеличатся и металл станет непрочным. Поэтому сталь с разным содержанием углерода, а также легированные стали приходится нагревать по-разному. Чем больше в стали углерода, тем ниже предел ее нагревания.
Итак, прежде чем приступить к горячей ковке, металл надо нагреть. Тут уж, конечно, не обойтись простым горном — нужны особые печи. Чтобы нагреть высококачественные стали, ставят печь из нескольких камер и в каждой камере поддерживают определенную температуру. В первую камеру загружают холодный металл, в ней температура 300-350°. А затем металл переходит из камеры в камеру, в них температура все более повышается и доходит до 1050-1250°.
Очень крупные слитки нагревают в больших однокамерных печах. Под (пол) этих печей выдвижной, он выезжает наружу. Кран ставит на него слиток, который надо нагреть, и под со слитком уходит в печь. В момент загрузки температуру в печи снижают до 300°, а затем постепенно повышают ее.
От устройства печей зависит скорость и качество нагрева металла. Печи бывают пламенные и электрические. В пламенных тепло получается от сжигания твердого, жидкого или газообразного топлива. Старые печи работали на угле или нефти. Поэтому в цехе нередко было дымно, чадно. Современные заводы переводятся на газ. Это значительно улучшает условия труда.
Еще лучшие условия создаются при нагреве поковок электричеством, особенно токами высокой частоты.
ДВА СПОСОБА КОВКИ
Существуют два способа ковки — свободная ковка и штамповка.
При свободной ковке слиток, который нужно отковать, находится в свободном положении.
Его кладут на неподвижную подставку — наковальню, над которой вниз и вверх ходит молот — боек. Быстро опуская и поднимая боек, по металлу наносят ряд ударов. При этом металл расплющивается (кузнецы говорят — «течет»), ширина и длина заготовки увеличиваются, а толщина уменьшается. После того как заготовку обожмут с одной стороны, ее поворачивают на 90° и вновь куют. Так делают до тех пор, пока металл не примет нужной формы. Получается поковка.
Штамповка под прессом. В кружке: 1 — матрица; 2 — пуансон; 3 — готовая деталь.
Нетрудно убедиться, что этот способ немногим отличается от тех, которые применялись сотни и тысячи лет назад. Разница лишь в том, что тогда удар наносил молотобоец, а сейчас боек движется паром или сжатым воздухом и удар, конечно, во много раз сильнее.
Таким способом трудно изготовить деталь, имеющую точные размер и форму. Чтобы получить нужную деталь, с поковки приходится снимать на металлорежущих станках столько лишнего металла, что из него нередко можно сделать еще две или три таких детали. Очень крупные детали куют на гидравлических прессах. Разница между прессом и молотом в том, что молот ударяет по заготовке, а пресс давит на нее.
Свободной ковкой молотами и прессами можно обрабатывать заготовки любого веса — и самые маленькие и очень крупные, до 200 Т, — например поковки для турбин наших гигантских электростанций.
Штамповка — более передовой метод обработки металла. Это по сути дела та же ковка, но здесь «течение» металла ограничено формой — штампом.
Развитие штамповки — одно из главных направлений технического прогресса в нашем машиностроении. Она позволяет делать детали быстро, хорошо и дешево.
Штамп состоит из двух половинок. Нижняя половинка закреплена на наковальне неподвижно, а верхняя прикреплена к бабе молота и перемещается с ней вверх и вниз. Металл укладывают на нижний штамп. Под ударами молота он заполняем полость штампа, принимая ее форму. Таким образом, при штамповке «течение» металла ограничено стенками штампа. Полученные таким способом заготовки называют штамповками. Они по форме и размерам больше приближаются к форме, которую надо придать металлу, а значит, его расходуется гораздо, меньше, чем при свободной ковке.
Штамповка идет гораздо быстрее свободной ковки. За время, в которое обычный молот откует одну или две детали, молот со штампом даст десятки или даже сотни деталей.
Почему же совсем не отказаться от свободной ковки? Оказывается, изготовление штампа — сложное дело. Он должен быть сделан из очень крепкой стали и очень точно. Поэтому к штамповке прибегают в тех случаях, когда нужно изготовить достаточно большое количество одинаковых деталей. Тогда затраты на изготовление штампа оправдываются.
А насколько штамповка выгоднее других способов, можно судить по следующему примеру. Тридцать с лишним лет назад, когда в Москве только начинали делать автомобили, коленчатые валы вырезали из стальной полосы. При этом в стружку уходило около двух третей металла. Затем валы стали ковать. С поковок, полученных свободной ковкой, приходилось снимать ровно половину металла. Теперь коленчатые валы штампуют. Потери уменьшились до одной трети, но все же еще велики.