ГОСТ Р 55276-2012 подробно объясняет, как оценивать стыковую сварку соединений, фитингов (ISO 8085-2) и труб для строительства газопроводных (ISO 4437) и водопроводных (ISO 4427) систем, смонтированных на оборудовании, соответствующем ISO 12176-1, и даёт 3 режима стыковой сварки:
1. При низком давлении.
2. При двойном низком давлении.
3. При высоком давлении.
Второй режим сварки для аппаратов, обеспечивающих сварочное давление не более 1,5 кгс/см2 и держащие данное давление короткое время. Так как подобные аппараты не встречались, пропустим данный способ сварки и не будем его рассматривать.
Можно сказать, что первый режим является классическим и наиболее пригоден для использования сварщиком. Сварочное давление, регламентируемое названным ГОСТом, составляет 1,7 кгс/см2.
Сварка при низком давлении позволяет обходиться менее мощным сварочным аппаратом, иногда даже без особо прочного центратора. При данном способе сварки можно использовать при монтаже относительно недорогие сварочные аппараты. Минус только один - увеличение временного цикла сварки.
Третий режим сварки осуществляется при сварочном давлении от 4,2 до 6,2 кгс/м2. Если у вас большой аппарат, а труба меленькая, этот способ для вас. Он позволяет сварить больший объём за меньшее время. Минус также один: зона сварки остывает дольше по сравнению с первым способом сварки.
Одно важное дополнение: всё вышеизложенное актуально для труб РЕ 80 и РЕ 100.
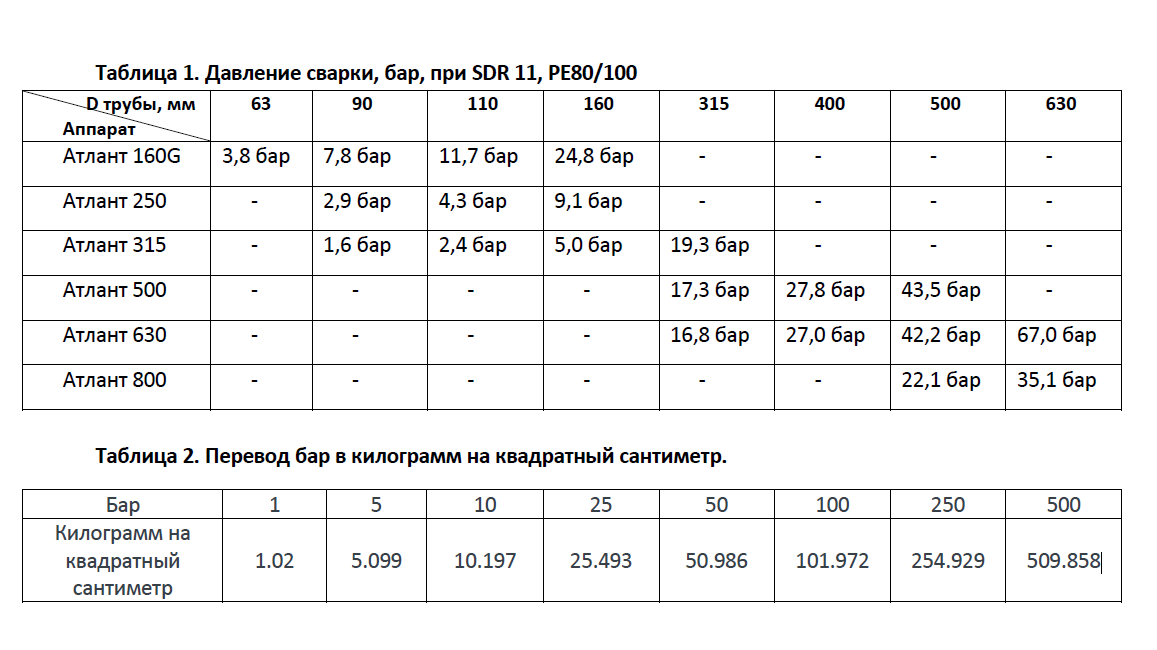
Для тех, кто забыл, как соотнести бар и кгс/см2, смотрите таблицу 2 в конце статьи.