В теме Квинтэссенция брутальности | Пикабу (pikabu.ru) поведал, что волею судеб оказался на машиностроительном предприятии "ТИМОКС" на территории Братского алюминиевого завода.
К нам попал мелкосерийный заказ, основа которого - композиционная биметаллическая плита (алюминий + сталь), и выяснилось, что единственный способ получить надёжное соединение этих двух металлов, отвечающее всем требованием заказчика - это, неизвестная мне ранее, сварка взрывом. Предприятий, освоивших эту технологию, оказалось всего несколько штук на всю Россию, и одни из пионеров этой технологии, компания Тимокс, находятся от нас всего в паре десятков километров, на легендарном БрАЗе.

Сварка взрывом - процесс получения соединений под действием энергии, выделяющейся при взрыве заряда взрывчатого вещества.
Несмотря на мгновенное протекание сварки взрывом (продолжительность порядка 10~6 с) в области соударения успевают произойти процессы, необходимые для образования новых атомных связей и прочного соединения металлов.
Эти процессы можно регулировать путем изменения параметров соударения пластин и подбором соответствующих ВВ. Сваркой взрывом можно получать соединения из разнообразных металлов и сплавов, что является - одним из ее достоинств. Номенклатура металлов, сваренных взрывом, достаточно широка (около 100 сочетаний) и постоянно расширяется.
Сварка взрывом может быть использована для получения различных слоистых металлических композитов. Ученые объяснили, что этот метод не предполагает диффузии металлов. Вместо этого сохраняется четкая граница между слоями. Это происходит благодаря ускорению и последующему столкновению металлических пластин при взрыве. В месте столкновения создается высокое давление. Это заставляет металл вести себя так, как если бы он был жидкостью. В области удара можно наблюдать кумуляцию. Ученые считают, что соединение образуется в твердой фазе без плавления.
Сварка взрывом обеспечивает самую большую прочность соединения разнородных металлов среди возможных.
В качестве ВВ используются гранулированные аммониты, имеющие скорость детонации D=3000-4000 м/с.
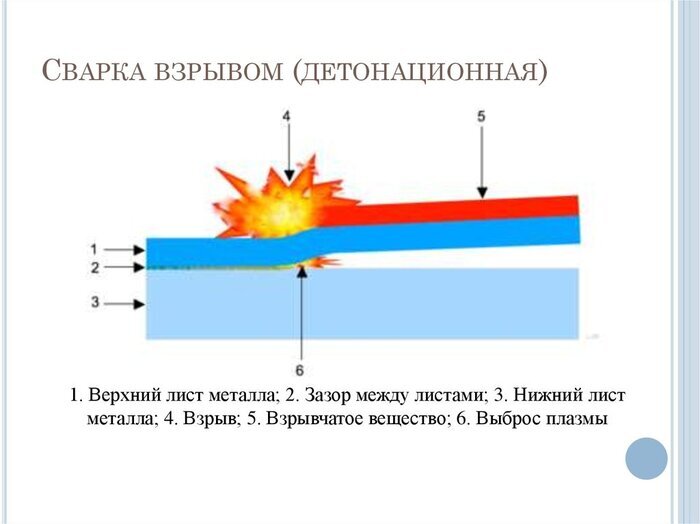
В момент взрыва вдоль слоя ВВ распространяется плоская детонационная волна, при этом продукты взрыва сообщают находящемуся за фронтом детонации участку металла импульс, под действием которого элементарные объемы с ускорением движутся к поверхности неподвижной детали и со скоростью V соударяются с ней.
Соударение свариваемых металлов происходит под некоторым углом, вызывает давление в десятки тысяч атмосфер. В местах соприкосновения пластин происходит совместное деформирование поверхностных слоев. Деформирование имеет характер вязкого течения и способствует тесному сближению свариваемых поверхностей.
Сварка взрывом подразумевает проведение определенных подготовительных работ, к которым следует отнести следующие процессы:
Предварительно подготавливают фундамент, на котором будет располагаться неподвижная заготовка;
Элементы, которые нужно соединить друг с другом, так же готовятся особым способом;
Сам взрывчатый элемент;
Детонатор;
Между заготовками придется соблюдать определенное расстояние и угол относительно друг друга.
Довольно долгий процесс подготовки компенсируется скоростью формирования сварного соединения, оно образуется в течение миллионных долей секунды, то есть практически мгновенно.
И вот, собственно, результат:
Посмотрите на фото светлый металл это алюминий, тëмный - сталь. До "сварки" шип-пазы были только на стали, а алюминий взрывом дифузировал в сталь. За мгновение между металлами сформировалась кумулятивная струя плазмы которая по пока не до конца изученным механизмам соединила их вместе:) магия 😉
Сталь+алюминий. Разрушить это соединение практически невозможно. Сварное соединение возникает вследствие образования металлических связей при совместном пластическом деформировании свариваемых поверхностей металла. Малая продолжительность сварки предотвращает возникновение диффузионных процессов. Эта особенность позволяет сваривать металлы, которые при обычных процессах сварки с расплавлением металлов образует хрупкие интерметаллические соединения, делающие швы непригодными к эксплуатации.
К сожалению, сам процесс показать не получится, во-первых, это закрытое производство, а, во вторых, и процесс сам закрытый, заготовка опускается в шахту, закрывается люком, покруче чем в Vault-Tec Corporation, БАХ!
И достают готовую деталь.
Очень надеюсь, что скоро достанут и нашу.
Инженеры уже занимаются расчётами:)
Читайте также.