Плазменная резка — вид плазменной обработки материалов, при котором в качестве режущего инструмента вместо резца используется струя плазмы. (Википедия).
Плазменная резка считается одним из наиболее эффективных способов прямолинейного и фигурного раскроя металла. Позволяет выполнять резание всех видов сталей, алюминия, меди, чугуна, титана, листового и профильного проката, осуществлять скос кромок под определенным углом.
Характерные преимущества процесса
Плазменная резка металла характеризуется такими особенностями:
- Высокая производительность. В 5-10 раз выше скорость раскроя сравнительно с газокислородным способом. Уступает по данному параметру лишь лазерному резанию.
- Универсальность. Возможен раскрой практически любого материала, достаточно установить оптимальные параметры процесса – мощность и давление газа.
- Качество подготовки не имеет особого значения – лакокрасочное покрытие, грязь или ржавчина на металле для плазменной резки не страшны.
- Повышенное качество и точность. Современные агрегаты обеспечивают минимальную ширину реза, относительно чистые без чрезмерного количества окалины на кромках – в большинстве случаев не нуждаются в дополнительной механической обработке и даже зачистке.
- Небольшая зона термического влияния способствует минимизации деформации вырезаемых заготовок в результате воздействия повышенной температуры.
- Возможность фигурной вырезки сложных геометрических форм.
- Безопасность процесса в отличие от газо-кислородной резки, где присутствуют баллоны со сжатым кислородом и горючим газом.
- Агрегаты для плазменной резки металла просты в обслуживании и эксплуатации.
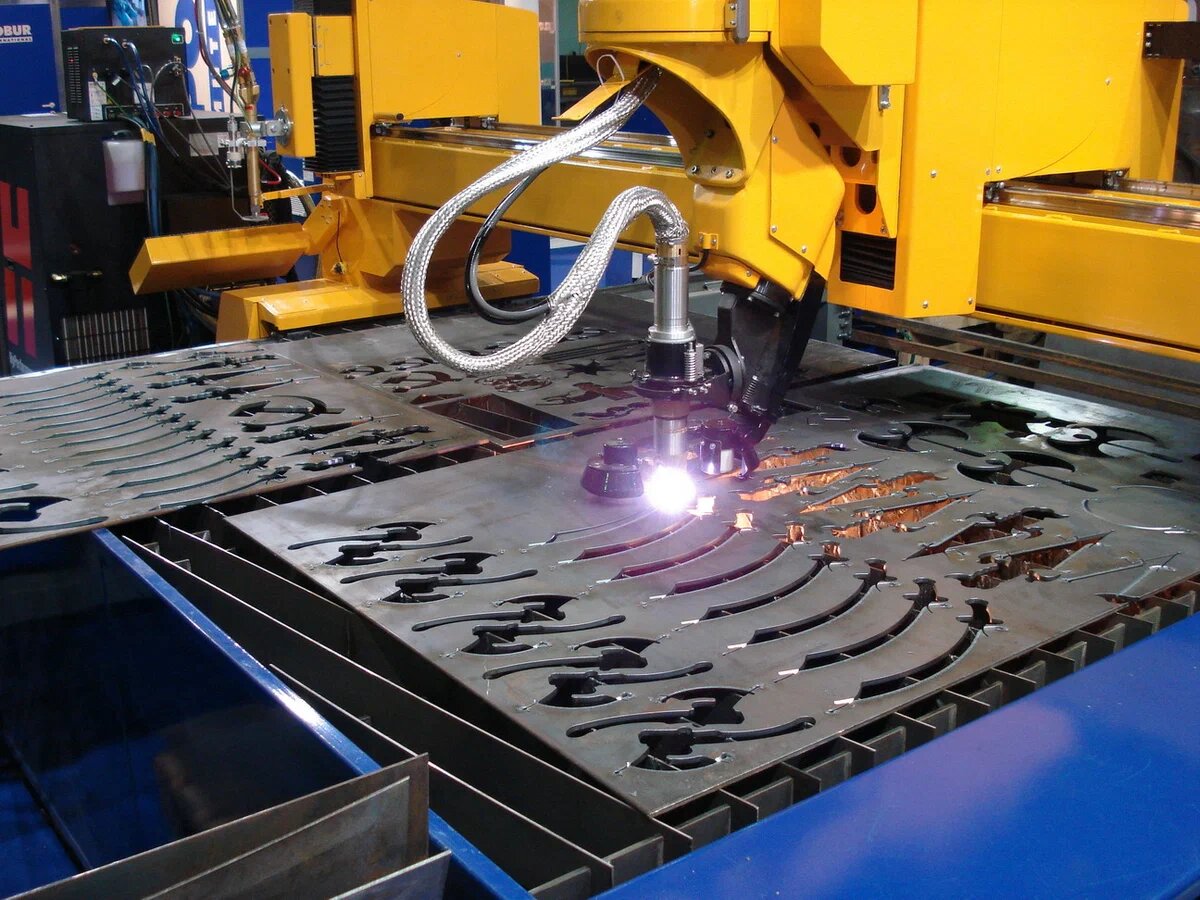
Что представляет собой процесс плазменной резки металла?
Плазма – токопроводящий ионизированный газ высокой температуры. Образуется струя в специальном устройстве – ПЛАЗМОТРОНЕ.

Он состоит из таких основных элементов:
- Электрод (катод) – оснащен вставкой из материала с высокой термоэлектронной эмиссией (гафний, цирконий), которая выгорает в процессе эксплуатации и при выработке более 2 мм требует замены.
- Механизм закрутки газового потока.
- Сопло – как правило, изолированное от катода специальной втулкой.
- Кожух – защищает внутренние компоненты от брызг расплавленного металла и металлической пыли.
Источник питания воздушно-плазменной резки имеет 2 провода – анод (с положительным зарядом) и катод (с отрицательным зарядом). «Плюсовой» провод подсоединяется к разрезаемому металлопрокату, «минусовой» – к электроду.
В начале процесса плазменной резки металла поджигается дежурная дуга между катодом и наконечником, которая выдувается из сопла, а при касании к обрабатываемому изделию она образует уже режущую дугу.
При заполнении формирующего канала в плазмотроне столбом дуги в дуговую камеру под давлением в несколько атмосфер начинает подаваться плазмообразующий газ, который подвергается нагреву и ионизации, что способствует его увеличению в объеме. Это ведет к его истеканию из сопла с большой скоростью (до 3 км/сек), а температура дуги в этот момент может достигать от 5000 до 30000 °C.
Небольшое отверстие в сопле сужает дугу, что способствует ее направленному воздействию в определенную точку на металле, который практически мгновенно нагревается до температуры плавления и выдувается из зоны реза.
После прохождения плазмотроном по заданному контуру получается заготовка необходимых размеров и формы с ровными кромками и минимальным количеством окалины на них.
Плазмообразующие газы для раскроя различных металлов
Для плазменной резки металлов могут использоваться как активные, так и неактивные газы. Их выбор осуществляется в зависимости от разновидности металла и его толщины:
- Азотоводородная смесь предназначена для меди, алюминия и сплавов на их основе. Максимально возможная толщина – 100 мм. Неприменима для титана и всех марок сталей.
- Азот с аргоном используется в основном для плазменной резки высоколегированных марок сталей, толщина которых не превышает 50 мм, но не рекомендована смесь для черных металлов, титана, меди и алюминия.
- Азот. С его помощью выполняется раскрой сталей с низким содержанием углерода и легирующих элементов толщиной до 30 мм, высоколегированных – до 75 мм, меди и алюминия – до 20 мм, латуни – до 90 мм, титана неограниченной толщины.
- Сжатый воздух. Оптимально подходит для воздушно-плазменной резки черных металлов и меди толщиной до 60 мм, а также алюминия – до 70 мм. Не предназначен для титана.
- Смесь аргона с водородом – раскрой сплавов на основе алюминия и меди, сталей с большим содержанием легирующих элементов толщиной свыше 100 мм. Не рекомендуется использовать для низкоуглеродистых, углеродистых, низколегированных марок сталей и титана.
Но недостаточно просто подключить баллон с необходимым плазмообразующим газом, так как от его состава зависят многие технические характеристики оборудования:
- мощность и внешние (статистические и динамические) характеристики источника питания;
- циклограмма аппарата;
- способ крепления катода в плазмотроне, а также материал, из которого он изготовлен;
- тип конструкции механизма охлаждения для сопла плазмотрона.
Советы по плазменной резке цветных и легированных металлов:
- При ручном раскрое высоколегированных марок сталей в качестве плазмообразующего газа рекомендуется использовать азот.
- Для обеспечения стабильного горения дуги при ручном резании алюминия аргоноводородной смесью в ней должно содержаться не более 20 % водорода.
- Латунь лучше всего режется азотом и азотоводородной смесью, а также характеризуется более высокой скоростью раскроя.
- Медь после разделительного резания в обязательном порядке подвергается зачистке по плоскости реза на глубину 1-1,5 мм. К латуни данное требование не относится.
#плазменнаярезкаметалла #резкаметалла #станкичпу #пурм