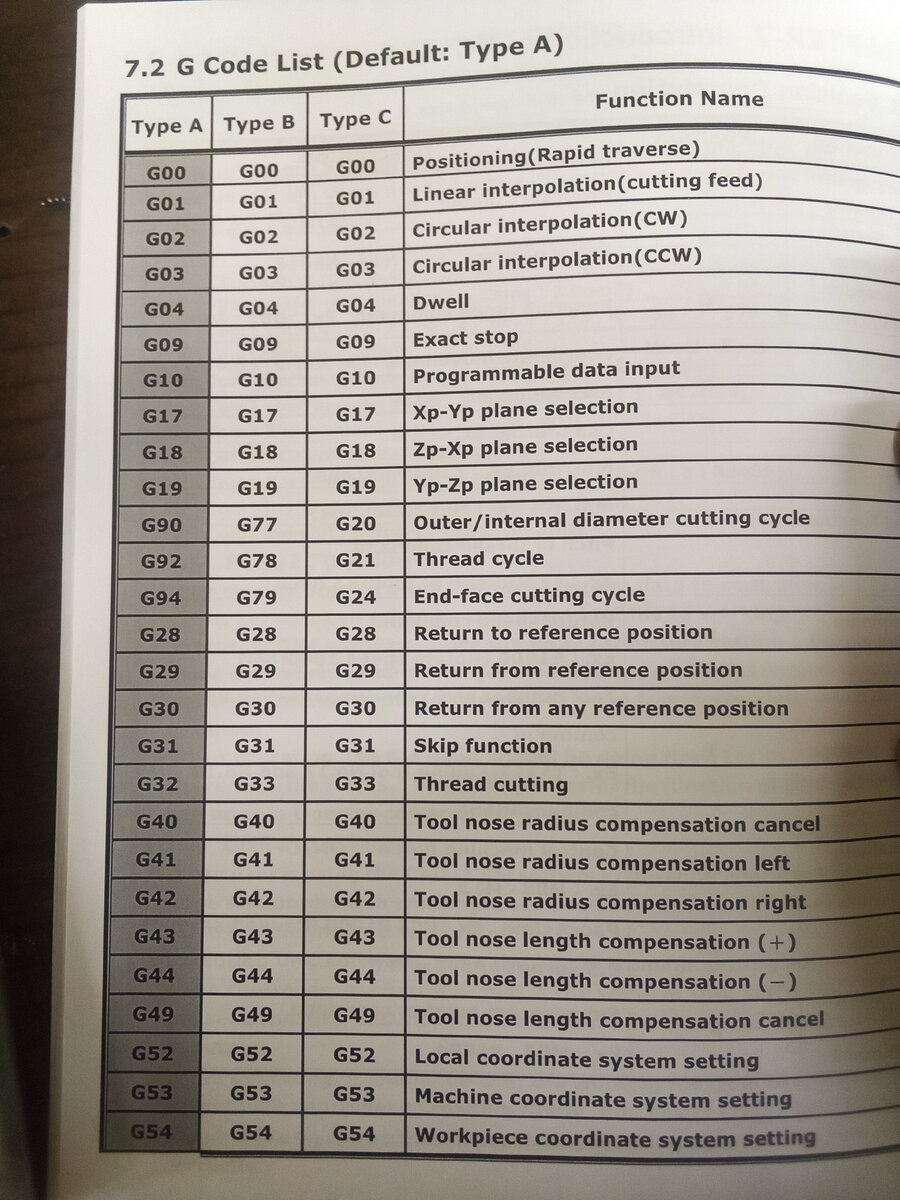
%-начало программы. G80 G90 Нулевая точка по торцу детали. Точка G54 = G54P1 Точка G55 = G54P2 Точка G56 = G54P3 И так далее. Обозначение инструмента как на фануке T0101 и Т0202 и далее. G96 S100 постоянная скорость резания. G97 фиксированная скорость шпинделя. G28 выход в машинный ноль. M8 вкл, М9 выкл эмульсия (или масло) G99 - конец программы. M11 разжать шпиндель (цангу). Список будет пополнятся. Подписывайтесь.

%-начало программы.
G80 G90
Нулевая точка по торцу детали.
Точка G54 = G54P1
Точка G55 = G54P2
Точка G56 = G54P3
И так далее.
Обозначение инструмента как на фануке T0101 и Т0202 и далее.
G96 S100 постоянная скорость резания.
G97 фиксированная скорость шпинделя.
G28 выход в машинный ноль.
M8 вкл, М9 выкл эмульсия (или масло)
G99 - конец программы.
M11 разжать шпиндель (цангу).
Список будет пополнятся. Подписывайтесь.