Гнутые профильные трубы, в отличие от сварных, выглядят аккуратно, так отсутствуют швы. Кроме того, сварные швы – слабое место труб, в местах соединения часто происходят разрывы. Гнутые трубы прочнее. В статье расскажем о наиболее распространенных современных методах гибки.
Вручную с применением дорна
Дорн – это оправка из бронзы или стали, он повторяет внутренний диаметр и размеры трубы и во время гибки находится внутри, чтобы в месте гиба не возникли гофры, складки и иные дефекты. Такой метод актуален для изгиба радиусом в 1,5 раза больше диаметра трубы.
Метод позволяет избежать:
- перетяжек, гофры внутри трубы и трещин на поверхности;
- деформации сечения изделия в месте изгиба;
- неприглядного внешнего вида продукта.
Без оправки, с помощью гибочной матрицы
Бездорновой способ – наиболее бюджетная технология сгибания труб и профилей. Суть этого вида гибки – создание радиуса изгиба, который как минимум в 3 раза больше диаметра трубы. Метод подходит для круглых и профильных труб. Радиус гиба зависит от диаметра и толщины стенки сгибаемого изделия.
Важнейшей отличительной чертой этого способа является деформация материала, изгиб которого осуществляется без ввода дополнительных инструментов внутрь профиля. Это бюджетный метод, но сечение профиля может измениться и надо следить за силой гиба и возникновением дефектов.

Профилегибочный станок
Преимущество оборудования – гибка изделия длиной свыше 5 метров. Профильные трубы такой длины используются в несущих конструкциях. Другой особенностью является то, что с помощью профилегибочного станка можно согнуть трубу в круг – на все 360 градусов.
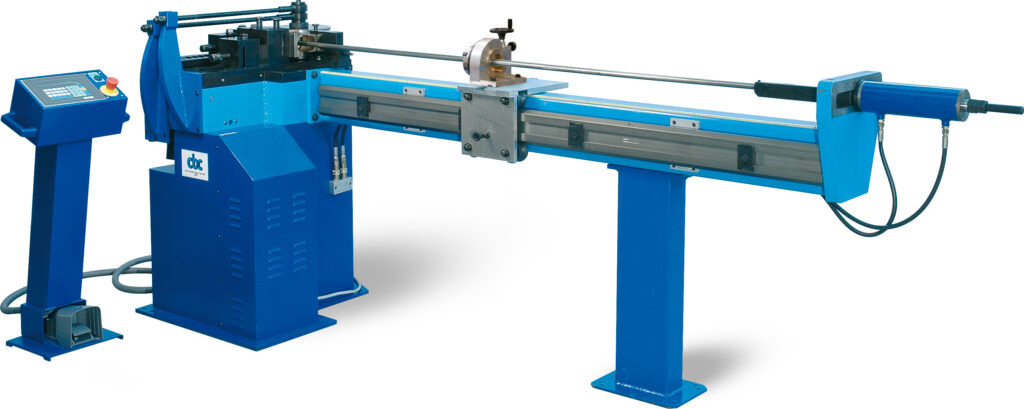
Трубы больших размеров сгибают на электрических станках. Используется такой алгоритм работы: захватом закрепляют один конец трубы, а после изделие наматывается на колодку заданного радиуса.
С применением такой технологии можно с высокой точностью получить необходимый угол изгиба. Все параметры задаются в электронном виде и аппарат осуществляет гибку. Однако, такие устройства очень габаритные и дорогостоящие, поэтому используются только в промышленных условиях.
Для последующей обработки важно выбирать только качественные профильные трубы, которые не дадут микротрещины и деформацию в процессе гибки. Такие изделия вы можете найти здесь.