Производство автомобилей – процесс сложный и состоит из множества стадий.
Технологии производства автомобилей отличаются в зависимости от их предназначения – спецтехника, гоночные машины и эксклюзивные суперкары собираются на небольших специализированных фабриках. А серийный выпуск можно наладить только на полноценном заводе.
Любой крупный автомобильный завод работающий по полному производственному циклу имеет в своем составе цеха штамповки кузовных деталей, сварочные цеха, цеха антикоррозионной обработки и окраски, сборочные цеха и тестовые участки.
Все вышеперечисленные производственные единицы объединяет автоматизированная конвейерная линия, состоящая из модулей, которые легко собираются и разбираются подобно конструктору LEGO.
Это позволяет легко и быстро менять общую компоновку технологической линии и перестраивать производственный процесс. Одним из элементов модулей является подвеска подвесного конвейера для транспортировки кузова автомобиля.
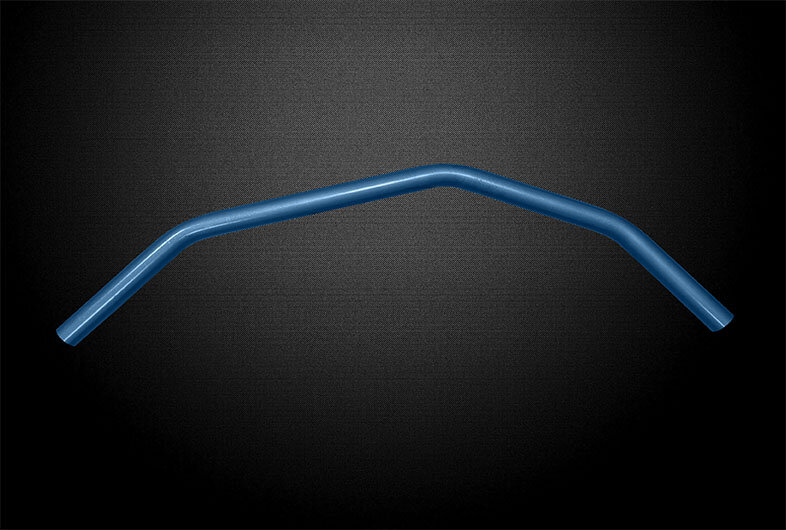
Подвеска включает прикрепленную к тележкам конвейера раму с установочными стержнями для посадки на них кузова. На раме в зоне размещения роликов расположены втулки-ловители с приемным конусом, переходящим в цилиндрическое отверстие, ось которого совпадает с направляющей втулки, выполненной со сквозным продольным пазом и закрепленной на брусе стабилизации.
Для осуществления операции загрузки (выгрузки) кузова легкового автомобиля на подвеску подвесного конвейера необходимо устранение имеющейся боковой раскачки, остановку подвески с кузовом и ее позиционирование с достаточной точностью.
Выбор материала для элементов конвейера, в частности рам подвески, должен обеспечить удовлетворение требованиям прочности, долговечности и минимальной массе изделия. Для придания раме изогнутой формы под определенным углом применяют профессиональное полуавтоматическое гибочное оборудование.
Для гибки рам подвески стоит обратить внимание на трубогибочный полуавтоматический станок УГС-6/1А. Трубогибочный станок обеспечивает повторяемость и точность угла гиба до 0,5°, без образования гофр и заломов. Точность гарантирует микропроцессорная система с обратной связью с энкодером.
Применяемые материалы: стали, цветные металлы и сплавы.
Станок работает в автоматическом и ручном режимах. Поставляемая сменная технологическая оснастка (сменные ролики и колодки) позволяют гнуть круглые, профильные трубы сечения: от ½ дюйма до 2 дюймов, с толщиной стенки от 2 мм до 4,5мм.