Дефекты сварных соединений – это разного рода нарушения параметров шва и отклонения от стандартов, так как они отрицательно влияют на прочность и долговечность шва, а также на другие характеристики. Профессиональная оценка сварочных дефектов помогает определить вид и размер, а также установить причину возникновения и выбрать способ устранения. Размерные параметры сварного шва определяются государственными стандартами (каждый вид сварного шва имеет свой ГОСТ), и любое отклонение от установленных стандартов считается дефектом. Они появляются во время проведения сварочных работ или при нарушениях требований в процессе подготовки и сборки изделий в одно целое.
Причины появления дефектов сварочных соединений.
Внешние и внутренние изъяны сварных соединений почаще всего бывают замечены по причине:
· Невысокое качество расходных материалов;
· Неверный режим работы сварочного аппарата;
· Не соблюдение технологии;
· Недостающая квалификация сварщика;
· Внедрение низкокачественной стали.
Виды дефектов:
Паяные соединения могут быть повреждены, что повлияет на прочность изделия. Любые дефекты в сварных швах недопустимы и должны быть устранены, особенно это важно, когда металлоконструкции служат основными элементами несущих конструкций и должны выдерживать интенсивные нагрузки.
Все виды дефектов припоя можно разделить на три группы:
Внешние дефекты. К этой группе относятся неправильная форма швов, наплывы, трещины, прожоги металла, подрезы швов, кратеры. Их можно обнаружить при внимательном визуальном осмотре;
· Внутренние дефекты. Низкокачественное сплавление металла, пористость и трещины, сторонние включения (оксидные, шлаковые и неметаллические) и другие дефекты, которые находятся внутри шва;
· Сквозные дефекты. В этот вид включаются трещины, подрезы, прожоги и повреждения, которые проходят с внутренней стороны на внешнюю сквозь сварное соединение.
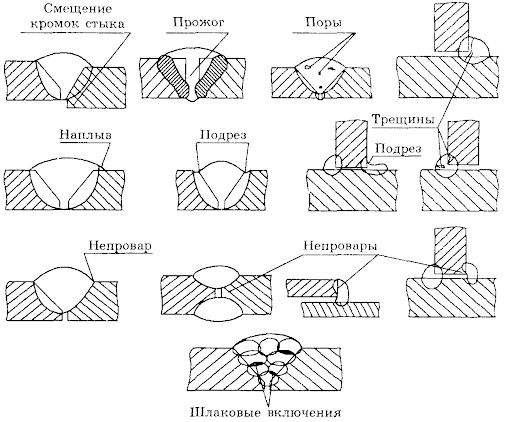
Прожог
Прожог – дефект сварочного соединения, который имеет вид отверстия в месте сварки. Причины возникновения прожогов:
· Большое расстояние между заготовками;
· Слишком застроенная форма кромки;
· Высокая сила тока или слишком мощная горелка;
· длительное время сварки на одном участке.
В большинстве случаев прожоги возникают при сварке металлических заготовок небольшой толщины.
Наплывы
Наплывы – распространенный вид дефектов сварных соединений. Они характерны для сварочных работ, происходящих в горизонтальном положении. Наплыв — внешний дефект сварных швов, при котором расплавленный металл застывает в виде наплывов. При наплывах пятна могут быть разной величины, от единичной капли до длинного ряда. Они появляются из-за сильного течения и неправильно подобранного угла наклона изделия. Нарост становится заметен в процессе сварки, но если его не учитывать в процессе эксплуатации, то дефект может быть скрыт и труднее увидеть.
Шлаковые сварные дефекты
Шлаковые дефекты возникают из-за плохой подготовки изделий или недостаточного профессионализма мастера. Внешние дефекты в сварных соединениях могут быть любых размеров, а их форма может варьироваться от линейной до сферической. Если на изделии остаются следы ржавчины или краски, они остаются в шве в виде включений.
Подрезы
Подрезы – это углубления, идущие вдоль шва. В большинстве случаев их возникновение вызвано слишком большим током, что приводит к перегреву материала. При газовой сварке подрезы могут возникать на большой мощности.Подрезы являются критическим видом дефектов сварного шва, образование которых может вызвать проблемы при эксплуатации изделий.
Трещины
Трещины могут возникать в фазе работы при высоких температурах или сразу после завершения сварки. Дефект окончательно формируется при остывании металла. Трещины характеризуются горячими и холодными в зависимости от температуры, при которой они появляются.
Горячие образуются при затвердевании металла из-за разрушения его структуры, а холодные возникают из-за остаточных напряжений после охлаждения и затвердевания изделия.Горячие трещины на поверхности незаметны, поэтому их называют внутренними дефектами. Холодные трещины легко увидеть в металле, и поэтому они считаются внешними дефектами сварных швов.
Кратеры
Кратер – это дефект сварного соединения на металлической поверхности, имеющий вид выпуклости или вмятины. При автоматической сварке этот дефект имеет вид канавки, проходящей вдоль шва. Опытные сварщики стараются устранить дефект в процессе оплавления.
Поры
Этот дефект появляется из-за быстрого снижения температуры шва. Это связано с тем, что расплавленный металл содержит газообразные вещества, которые после затвердевания продукта не успевают подняться на поверхность. Макроструктурные дефекты сварного соединения могут наблюдаться при нарушении правил подготовки нержавеющей стали к сварке. Размер пор может быть разного размера: как крупным, так и микроскопическим. Поры могут быть равномерно распределены по стыку или сконцентрированы в отдельных местах. Свищами называют поры, образовавшиеся в месте шва. Чтобы уменьшить количество пор, необходимо дать газам время выйти из металла.
Дефекты микроструктуры
Нарушения структуры шва, приводящие к непригодности заготовки или конечного изделия, относятся к микроструктурным видам дефектов. Прогар — наиболее серьезный дефект этого типа сварного соединения, возникающий при высоких температурах сварки. На поверхности сварного соединения появляются зерна, которые приводят к повышенной хрупкости сварного соединения.
Непровары
К основным дефектам сварных соединений можно отнести плохой провар. Это может привести к нарушению целостности готовой детали. Плохой провар возникает при неполном сплавлении металла со швом, неправильном выборе настроек сварочного аппарата или недостаточном расстоянии между заготовками.
Методы обнаружения дефектов
Дефектоскопическое оборудование используется для определения дефектов сварных соединений. Он помогает выявить скрытые виды дефектов сварки и классифицировать их как допустимые и недопустимые. Методы обнаружения дефектов сварки:
- осмотр шва;
- Замеры;
- Лабораторное исследование.
Осмотр помогает выявить дефекты на стыке, но без специальных инструментов однозначно определить степень отклонения от норм практически невозможно.
Визуальные дефекты сварных швов можно определить, очистив поверхность от различных загрязнений. Электрохимическая очистка сварных швов нержавеющей стали помогает максимально точно выявить дефекты, которые необходимо устранить.
Благодаря испытаниям на герметичность можно выявить сквозные дефекты сварных швов. Здесь применяется:
· наполнение водой,
· обдувание воздухом,
· обработка керосином.
Дефекты сварного соединения должны быть не только обнаружены, но и устранены. Если структура материала не полностью разрушена некачественной сваркой, ситуацию можно исправить. В худшем случае изделие будет испорчено и работу придется переделывать.
Способы устранения дефектов сварных швов
Дефекты сварки возникают по разным причинам, но все они снижают прочность. Дефекты делятся на допустимые и недопустимые. Перед устранением дефектов рекомендуется произвести химическую очистку сварных соединений из нержавеющей стали.
Устранение дефектов полностью зависит от типа повреждения:
Электросварные швы вырезаются до основания, а затем привариваются заново;
Чтобы убрать прожог, нужно сначала тщательно очистить шов, а затем снова заварить;
Подрезы можно удалить с помощью наложения на шов тонкого наплава;
Если появились трещины нужно высверлить участок шва, очистить весь шов и проварить повторно;
Кратеры вырезаются до основания металла, после этого стык еще раз сваривается;
Видоизмененные места конструкции прогреваются и выравниваются;
Посторонние включения на шве вырезаются;
Если появились непровары, то шов вырезается еще раз провариваются.
Для устранения дефектов сварных соединений могут применяться различные методы. Классификацию и выбор лучшего метода устранения лучше доверить специалистам. При наличии дефектов необходимо их устранить или полностью переработать изделия. Оборудование SteelGuard сможет очистить поверхность заготовки и обеспечить высокую производительность сварки