Здравствуйте, дорогие паровые панки!
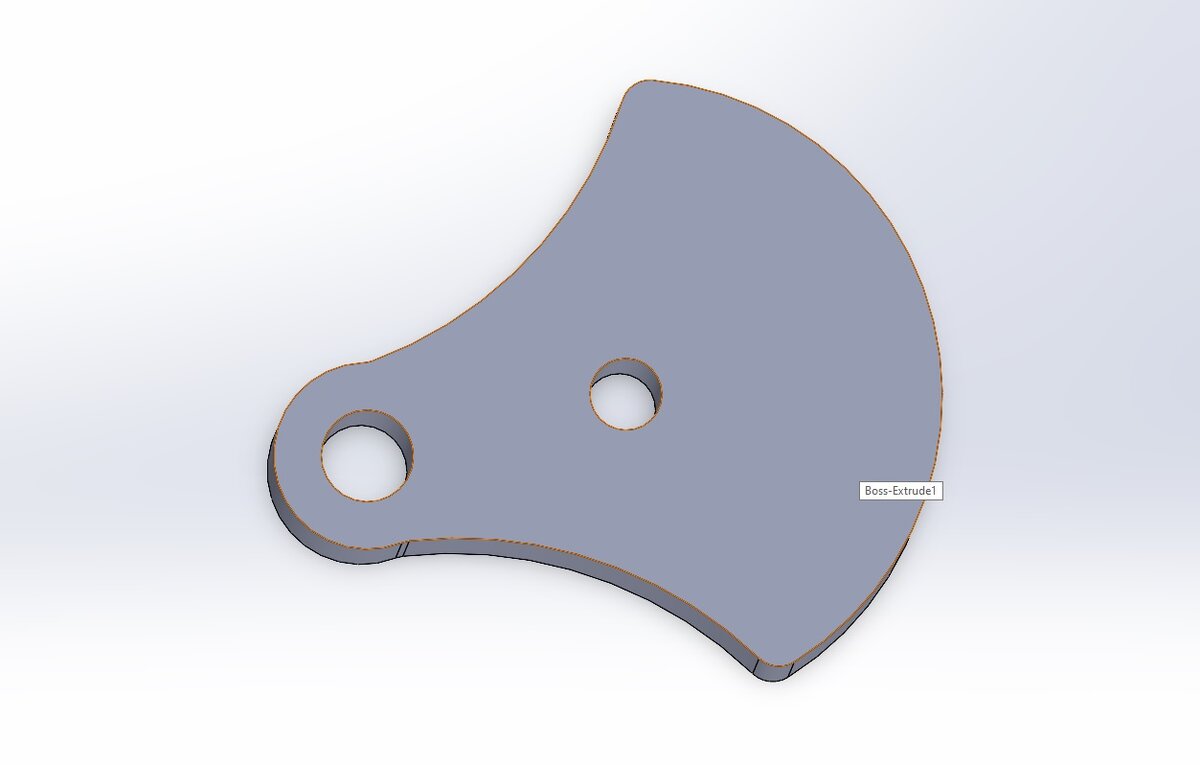
Сегодня речь пойдёт о первой изготовленной детали для Парового Двигателя с Качающимся Цилиндром.
Дело было непростое, но я таки его сделал. Но давайте обо всем по порядку.
Ооооооооочень плохая идея вытачивать из стали, пусть даже мягкой, фрезой 1мм. Давайте же разберемся - почему.

Дело в том, что любая фреза, режущая часть которой больше диаметра в 3 раза подвержена вибрации и отгибаниям в сторону от заготовки или в заготовку. При классической фрезеровке величина съема равна половине диаметра фрезы и этого вполне хватает, чтобы ничего не ломать и не спеша грызть "болванку". Но не тут! Для фрезеровки не ломая фрез для такой штуки надо установить съем порядка 0.05 или 0.03мм. Подачу - около 50мм в минуту.... В общем фрезерование всей детали в "безопасном" для фрезы режиме должно занять примерно 22ч для щеки кривошипа. 22ч безостановочной работы станка. Ну ладно, скажете вы, мыж тут не план гоним - хобби занимаемся, можем и подождать. Ан нет, отвечу я вам - кто будет следить за станком 22ч подряд? да и где это видано, чтобы такая пиндюрка дольше 20 минут точилась? (меня уже обсмеяли на форуме за 5ч выточку одной детали)
Кроме того, фреза таки может сломаться в процессе и тогда всё придется начинать заного, так как будет не ясно, на каком конкретном шаге она сломалась - еще 21ч ждать. Собственно, так и произошло в моем случае - минус 6 фрез, пока деталь была выпилена.
Немаловажным моментом является скорость вращения шпинделя - чем она выше, тем "легче" фрезе отрывать кусочек заготовки. Однако и растет нагрев от трения - кроме того, фреза не должна "перетирать" заготовку как наждак -должна отрезать кусочки. Итого на выходе получем - если втопить шпиндель до 24к оборотов - фреза перегреется быстро и сломается, если дать 6к оборотов - эффективность шпинделя будет снижена да плюсом еще фреза не успеет вырвать кусок заготовки и сломается, уперевшись в деталь. В общем, и так и так не ахти варианты.
Какой вывод? Не заниматься ерундой и тонкой фрезой грызть дерево\пластик\воск и "кернить" отверстия (увы, пока нет у меня свёрел под одну цангу), а саму деталь из той же стали вырезать минимум 4мм фрезой - и пофиг, что материала расходуется много - на фрезах сэкономим.
Как я уже говорил, я немного сократил размер отверстий, чтобы позже нарезать там нужную резьбу, а не использовать пайку. Работать с токарником будем позже, после того как на фрезеровочном сделаем еще 2 детали - площадку под поршень и, собственно, раму - о чем я напишу в других статьях.
Всего хорошего!