Новые технологии утилизации парниковых газов

КАВИТАЦИОННЫЕ ТЕХНОЛОГИИ
Кавитация (от лат. cavitas — пустота) — процесс парообразования и последующей конденсации пузырьков в потоке жидкости, сопровождающийся акустическим шумом и гидравлическими ударами, образование в жидкости полостей (кавитационных пузырьков, или каверн), заполненных паром самой жидкости, в которой возникает. Кавитация возникает в результате местного понижения давления в жидкости, которое может происходить либо при увеличении её скорости (гидродинамическая кавитация), либо при прохождении акустической волны большой интенсивности во время полупериода разрежения (акустическая кавитация). Перемещаясь с потоком в область с более высоким давлением или во время полупериода сжатия, кавитационный пузырёк схлопывается, излучая при этом ударную волну.
Под ультразвуковой (УЗ) кавитацией понимают образование в жидкой среде парогазовых (кавитационных) полостей в фазе отрицательного звукового давления акустических колебаний ультразвуковой частоты, с последующим их захлопыванием в фазе положительного звукового давления с образованием ударных волн.
При достижении критической мощности излучения, в полупериоде разрежения за фронтом волны образуются кавитационные разрывы жидкости – микропузырьки или микрополости. При «схлопывании» разрывов среды в виде микропузырьков возникают микрозоны ударного повышения давления и температуры.
Как показали экспериментальные исследования, при схлопывании микропузырьков в них может создаваться давление до 1000 атм., и температура превышать 10000°С.
Столь высокие значения давления и температуры в микропузырьках оказывают мощное воздействие на обрабатываемую среду, что позволяет оценить перспективность использования кавитации в промышленных технологиях.
Ударные волны при «схлопывании» микропузырьков используются в различных процессах: очистка поверхности деталей и трубопроводов, разрушение микрочастиц примесей и загрязнений (диспергирование, коагуляция), смешивание и получение стойких эмульсий веществ, не смешивающихся в обычных условиях (эмульгирование), смешивание термодинамически нерастворимых полимеров, удаление жировых отложений в теле человека в медицине (липосакция), интенсификация технологических процессов в пищевой и химической промышленности, снижение вязкости и увеличение выхода легких фракций нефти, получение аэрозолей, суспензий, увлажнение воздуха в помещениях.
Вместе с тем, несмотря на широкое распространение кавитационных технологий, имеется ряд существенных недостатков, препятствующих применению кавитации в промышленных масштабах, прежде всего для активации химических процессов.
Эти недостатки связаны с многообразием и различием физико-химических процессов, одновременно возникающих и протекающих в жидких средах при кавитационной обработке. Повышение реакционной способности веществ, обрабатываемых кавитацией, приводит к возникновению большого числа побочных продуктов, не являющихся целевыми. Это в свою очередь требует дополнительных мер по разделению смесей получаемых продуктов обработки и блокированию нецелевых химических реакций.
Следует подчеркнуть, что современный уровень науки не позволяет создать непротиворечивую теорию для описания физико-химических процессов и предсказания воспроизводимых результатов взаимодействий веществ при кавитационных явлениях.
Например, существуют теории, объясняющие наблюдаемые эффекты возникновением и взаимодействием электрических зарядов на поверхности кавитационных микропузырьков, вызывающих ионизацию и специфическую кинетику электронных переносов в атомах и молекулах. Также существует теория, обосновывающая активацию химических процессов возникновением активных радикалов (например при диссоциации воды Н+ ОН-) и распадом сложных молекул на более простые, имеющие более высокую реакционную способность.
Сложность теоретических расчетов не позволяет применить их в практической работе, особенно в случае протекания кавитационных процессов в многофазных средах (жидкость-пар-газ-твердые частицы). В связи с этим большинство промышленных кавитационных технологий в химической промышленности носит эмпирический характер.
Многочисленными экспериментальными и теоретическими исследованиями установлены следующие параметры УЗ-колебаний влияющие на кавитацию:
- увеличение частоты колебаний приводит к уменьшению размеров возникающих кавитационных микропузырьков, что уменьшает давление при их схлопывании и повышает порог кавитации, но увеличивает размеры зоны кавитации;
- увеличение интенсивности УЗ-колебаний (Вт/см2) имеет прямую зависимость от увеличения амплитуды УЗ-колебаний, но после достижения порога кавитации рост интенсивности УЗ-колебаний не увеличивает скорость распространения и размеры зоны кавитации.
Таким образом, для подбора оптимальных параметров кавитационных технологий для конкретных процессов, необходимы экспериментальные исследования.
Несмотря на указанные сложности, кавитационные технологии могут с успехом использоваться в химической промышленности.
Как известно, некоторые химические процессы получения важнейших промышленных продуктов требуют высоких давлений и температур. Например, производство аммиака и карбамида происходит при давлении 150-300 атм. и температурах до 500°С. Паровая и углекислотная конверсия метана для получения «синтез-газа» происходит при давлении 20-100 атм. и температуре до 1200°С. Указанные технологии требуют колоссальных энергозатрат на компримирование и нагрев с последующим охлаждением реагентов.
Учитывая вышеуказанные явления микрозонного повышения давления и температуры в кавитационных пузырьках в жидких средах, использование физико-химических эффектов кавитации для промышленного производства широкого ряда химикатов и продуктов дальнейшей переработки является актуальной задачей.
Кроме того, актуальной является задача обезвреживания (утилизации) парниковых газов, в основном СО2 и Н2О, выделяющихся в огромных количествах при сжигании природного газа на электростанциях, котельных, в металлургии, а также при производстве цемента, аммиака.
Применение кавитационных технологий позволяет объединить и совместно решить эти задачи.
Наибольший интерес в связи с этим представляют технологии производства жидких моторных топлив и химических продуктов – аммиака и карбамида.
Получение синтетических моторных топлив
В настоящее время в связи с ужесточением требований к экологическим характеристикам традиционных моторных топлив, инновационно-направленные фирмы всего мира проявляют всё больший интерес к развитию технологий производства синтетических жидких углеводородов.
Современным путём развития производства жидких углеводородов являются так называемые XTL технологии («X»-To-Liquid), где «X» - вид сырья. Они объединяют класс технологий, которые используются для конвертирования различного углеродосодержащего сырья (газ, уголь, биомасса) в жидкие углеводороды. К технологиям XTL относят:
GTL (gas-to-liquid, «газ в жидкость»), CTL (coal-toliquid, «уголь в жидкость»), BTL (biomass-to-liquid, «биомасса в жидкость»), PTL (power-to-liquid, энергия и углекислый газ в жидкость).
На современном этапе самое большое распространение получили технологии GTL, включая технологию STG («синтез-газ в бензин»). Стандартная технология GTL для получения синтетических жидких углеводородов состоит из следующих 4-х стадий: 1) подготовка воздуха и углеводородного газа (осушку, очистку от серы); 2) выработка синтез-газа из подготовленного газа с помощью его взаимодействия с кислородом; 3) синтез Фишера-Тропша с получением смеси твердых и жидких углеводородов; 4) облагораживание продуктов синтеза: дизельного топлива, бензина, нафты, парафина, керосина, авиакеросина, смазочных масел.
Данная технология позволяет конвертировать природный газ в довольно большой диапазон продуктов — от этилена и α-олефинов до твердого парафина.
Важный продукт технологии - синтетические дизельное топливо и бензин, эксплуатационные и экологические характеристики которых много выше моторного топлива, полученного из нефтяного сырья.
1. Технологии
1.1. Начальная стадия создания синтез-газа наиболее дорогая - риформинг (конверсия) природного газа (метана) с целью получения «синтез газа» смеси Н2 и СО.
На сегодняшний день известны несколько способов получения синтез-газа, но наибольшее развитие получил способ создания синтез-газа из природного газа. Процесс происходит в трёх основных реакциях:
Паровая конверсия:
CH4 + H2O →CO + 3H2, ΔН = +206 кДж/моль (1)
Углекислотная конверсия:
CH4 + CO2→2CO + 2H2, ΔН = +247 кДж/моль (2)
Парциальное окисление:
CH4 + 1/2 O2→CO + 2H2, ΔН = –35,6 кДж/моль (3)
В промышленности применяют способ паровой конверсии (1), а также совместное использование первого и второго способов (пароуглекислотная конверсия). Реакция проходит на Ni-катализаторе с температурами от 800 до 900 °С.
Как следует из уравнений реакций (1) — (3), количественный состав образующегося синтез-газа в этих реакциях различный: в реакции (1) получается синтез-газ состава СО:Н2 = 1:3, в реакции (2) — смесь 1:1, в реакции (3) — смесь 1:2. Потребность в синтез-газе того или иного состава определяется его последующим техническим назначением.
Основными недостатками паровой конверсии и парциального окисления метана являются высокая стоимость используемых метана, перегретого водяного пара и кислорода. Получаемый при паровой конверсии синтез-газ состава Н2 :СО = 3:1 удобен для синтеза аммиака, но неудобен для синтеза метанола и углеводородов по методу Фишера-Тропша; напротив, состав синтез-газа при парциальном окислении подходит для дальнейшего получения жидких углеводородов.
1.2. Следующая стадия, процесс Фишера-Тропша.
На данный момент эксплуатируются несколько технологических разновидностей синтеза ФишераТропша, которые описываются следующими уравнениями.
Получение парафинов:
(2n+1)H2 + nCO → CnH2n+2 + nH2O. (4)
Получение олефинов:
2nH2 + nCO → CnH2n + nH2O. (5)
Получение спиртов:
2nH2 + nCO → CnH2n+1OH + (n-1)H2O. (6)
Стадия протекает на кобальтовых катализаторах (Сo : ThO2 : MgO), при температурах около 200°С и давлении около 20 атм. Существуют и некобальтовые катализаторы, например железные, они достаточно производительны, но катализируют много процессов одновременно, в том числе получение спиртов и олефинов.
1.3. Облагораживание тяжёлых углеводородов, процесс довольно сложный, поскольку включает как гидрокрекинг, так и изомеризацию, направленную на понижение температуры застывания дизельного топлива. В итоге получают синтетическое дизельное топливо со следующими показателями: цетановое число – 70; общее содержание ароматических углеводородов - < 0,1; содержание серы - < 10 ppm; плотность – 780 кг/м3. Благодаря получению моторных топлив высокого качества, в частности дизельного топлива, технология GTL, в последние годы модернизируется и получает всё большее распространение.
2. Проблемы GTL
Большая часть проблем связана с высокими рисками GTL-проектов, и рентабельность функционирующих в данный момент предприятий сильно зависит от мировой конъюнктуры. Также, крупные GTL-заводы потребляют значительное количество природного газа, что делает их соперниками проектам по сжиженному природному газу (СПГ) и транспортировкой газа по трубопроводам.
Главные риски GTL-проектов зависят от следующих причин.
2.1. Капиталоемкость бизнеса очень высока, что объясняется необходимостью денежных вложений в исследования и создание реакторов и инфраструктуры. «Эффект масштаба» позволяет уменьшить удельные капитальные затраты с увеличением производительности проекта. Например, удельные капитальные затраты в проект Bintulu производительностью 0,7 млн. т/год были 1,4 тыс. $/тонну, для проекта Oryx производительностью 1,6 млн. т/год – 0,9 тыс. $/тонну.
2.2. Серьёзные проблемы на разработку промышленных проектов GTL оказывает масштабирование. Синтез Фишера-Тропша не подвергается линейному масштабированию, в отличии от многих других промышленных химических процессов. В связи с этим при подготовке промышленной реализации процесса GTL необходимо несколько эмпирических этапов масштабирования с применением установок разной производительности.
2.3. С экономической точки зрения, строительство GTL-предприятий может окупиться только при наличии больших объёмов природного метана, являющимся топливом и сырьём для GTL-технологии. В связи с этим, в крупнотоннажных GTL-проектах могут быть использованы менее 5 % от числа неразрабатываемых в настоящее время газовых месторождений мира (около 200 крупных месторождений с запасами более 50 млрд. м3).
2.4. Прибыль от GTL-предприятий возникает при значительных ценах на сырую нефть (более 250 долларов за тонну). Однако, повышение стоимости сырой нефти и нефтепродуктов одновременно увеличивает цены на природный газ (сырье и топливо) и цены на капитальное строительство, что уменьшает рентабельность GTL-предприятий.
2.5. Ещё одной проблемой, из-за которой расходы на GTL-проекты увеличиваются, является то, что транспорт смеси нефти или нефтепродуктов с добавлением GTL по магистральному трубопроводу ухудшает высокие характеристики продуктов GTL, что снижает их стоимость на рынке. Чтобы решить задачи по сохранению качества GTL-продуктов, необходимо дополнительное финансирование в создание/развитие альтернативных способов транспортировки (например, железнодорожный или морской) либо обеспечение адекватной премии за смешивание и улучшение качества перекачиваемой традиционной нефти или продукции.
Несмотря на указанные проблемы, технологии GTL представляют собой активно развивающийся сектор как химической промышленности, так и энергетики, хотя показатели в абсолютных значениях ещё не велики. По оценкам экспертов, всего порядка 2% от общемирового потребления природного газа в 2020 году направлено в GTL-проекты. Общемировая производительность предприятий GTL по жидким углеводородам, в 2020 году составляет около 800 тыс. баррелей/сут. Если выход дизельного топлива будет на уровне 70 %, то это составит меньше 3 % от общемирового потребления. Это значит, что синтетические углеводороды в ближайшее время не смогут стать сильным конкурентом нефтяным топливам, и полностью их заменить. Но на местных рынках синтетическое дизельное топливо уже сейчас может занимать значительную их часть, и оказывать на них влияние. Например, корпорация Shell активно продвигает собственную продукцию, направляя дизельное топливо предприятия в Малайзии в качестве улучшающего компонента к традиционному дизтопливу. Данное дизельное топливо реализуется в ЮАР, Таиланде, Греции и Германии.
Рынок химикатов не столь велик, поэтому продукты, производимые на GTL-заводах, уже сейчас составляют существенную долю некоторых его областей. Например, в 2020 году реализовывалось порядка 720 тыс. баррелей/сут. базового масла. В ЮАР производство низших олефинов для синтеза полиэтилена, полипропилена, ПВХ и акрилонитрила на 95% обеспечивается с помощью высокотемпературных блоков синтеза Фишера-Тропша, а мономеры α–олефинов Гексен-1 и Октен-1 полностью экспортируются.
Можно заключить, что с помощью существующих GTL-технологий можно перерабатывать природный газ как в моторные топлив, так и продукты основного органического синтеза, что позволяет снизить зависимость этих производств от цены на нефть.
3. Обзор существующих производств GTL
Ускорению темпов внедрения технологий GTL способствовало повышение цен на нефть и нефтепродукты. После обвала и скачка цен в 2020 году, мировые цены стабилизировались на уровне 65 – 75 $/баррель нефти сорта Brent (при себестоимости добычи 10 – 20 $/баррель). Также увеличилось предложение американской сланцевой нефти, цена которой составляет 70 – 80 $/баррель (при себестоимости 50 – 60 $/баррель). С учетом прогнозируемого увеличения спроса при восстановлении экономики после преодоления последствий пандемии короновируса, в течение ближайших 5 лет цена нефти достигнет стабильного уровня 75 – 85 $/баррель, а по некоторым оценкам с учетом быстрого роста спроса в Китае, превысит 100 $/баррель. В дальнейшем указанный тренд сохранится по меньшей мере до 2035 года.
При существующем уровне техники и уровне затрат на сырьё и топливо, производство GTL-продуктов становится конкурентоспособным по сравнению с нефтяными продуктами при цене на нефть свыше 250 $/тонну (33 – 35 $/баррель), так как мировые цены на природный газ привязаны к ценам на нефть (через энергетический эквивалент). Однако, следует отметить, что например в 2021 году цены на природный газ росли опережающими темпами и достигли исторического максимума – более 2000 $/1000 м3. Это почти в четыре раза превышает эквивалентные «нефтяные» цены и в 10 раз превышает цены на газ в начале 2020 года. При таком уровне цен производство GTL-продукции из природного газа становится нерентабельным.
Лидерами в разработке технологий GTL и их промышленном применении являются компании Sasol (ЮАР), Shell (Нидерланды), Exxon-Mobil (США), Chevron (США) и BP (Великобритания). В данный момент в мировой промышленности работают 5 крупнотоннажных GTL-завода, с высокой производительностью: Mossel Bay – 2 ед. (ЮАР), Bintulu (Малайзия), Oryx (Катар), Pearl (Катар). Общая мощность работающих заводов составляет 11,5 млн. тонн в год. В среднем на указанных заводах коэффициент переработки газа в жидкие углеводороды составляет 400 – 500 кг/1000 нм3 газа.
Ведется строительство и в ближайшие годы ожидается создание еще более десяти GTL-предприятий, в том числе в Узбекистане, Туркмении, Китае, Австралии, США, Канаде, Нигерии, общей мощностью более 30 млн. тонн GTL-продуктов в год. Кроме того, в разработке находятся еще не менее 30 проектов GTL-заводов по всему миру.
Следует особо отметить некоторые из проектов:
Туркменистан. В июне 2019 года Туркменистан запустил 1-й в стране GTL-завод по производству синтетического бензина из природного газа.
Газоперерабатывающий завод (ГПЗ), оснащенный новейшими технологиями и оборудованием от мировых компаний, будет перерабатывать 1,785 млрд. м3 /год газа и производить 600 тыс. т/год бензина марки «Эко-93», а также 12 тыс. т/год дизтоплива и 115 тыс. т/год СУГ.
По заказу «Туркменгаза» строительные работы осуществлены консорциумом японской Kawasaki Heavy Industries и турецкой Renessans.
Проект GTL-завода в Туркмении основан на технологии TIGAS™ (улучшенный синтез бензина), разработанной Haldor Topsоe (Дания), которая позволяет, в сочетании с высокоэффективными катализаторами, производить бензин высокого качества с минимальными энергозатратами и воздействием на окружающую среду.
Общая стоимость проекта составляет 1,7 млрд. долл. США.
Узбекистан. Как было заявлено в 2017 году, российские компании и финансовые институты принимают участие в проекте строительства завода по производству синтетического топлива в Узбекистане. В частности, речь идет об организации финансирования со стороны «Газпромбанка» проекта GTL, включая финансирование поставки комплекса воздухоразделительных установок ПАО «Криогенмаш».
На новом заводе ежегодно планируется перерабатывать 3,6 миллиарда кубометров природного газа и производить около 1,5 миллиона тонн синтетического топлива, отвечающего требованиям «Евро-5». Из них 743 тысячи тонн составит дизельное топливо, 311 тысяч тонн — авиакеросин, 431 тысячу тонн — нафта и 21 тысячу тонн — сжиженный газ.
Синтетическая нафта, получаемая на новом заводе, будет отправляться на расположенный всего в километре Шуртанский газохимический комплекс. Здесь из этого продукта планируется получать полиэтилен и полипропилен современных марок.
Общая стоимость проекта строительства завода превышает 3,6 миллиардов долларов, запуск предполагается в 2023 году.
Россия. С 2009 года англо-голландская компания «Шелл», первой из международных нефтегазовых компаний, работающих в России, приступила к строительству собственного комплекса по производству смазочных материалов в г. Торжок Тверской области, Россия (завершены работы были осенью 2012 года).
Завод в Торжке производительностью 200 тыс. тонн в год является одним из крупнейших в «Шелл». Он производит высококачественные смазочные материалы: моторные масла, масла для судовых двигателей, промышленные смазочные материалы, гидравлические и трансмиссионные масла по технологии GTL из газа.
С апреля 2014 года масло Shell Helix Ultra, например, выпускается исключительно на «газовой» базе PurePlus. а ныне «газомасло» в том или ином количестве присутствует в составе баз всей линейки моторных масел Shell, в том числе и российского производства.
Российский опыт
Начиная с 2000-х годов крупнейшие российские нефтяные компании постоянно заявляли о планах по развитию производств синтетических жидких топлив. О такой возможности говорили представители «Роснефти», «ЛУКОЙЛА» и «Газпромнефти», однако до сих пор никто из крупных игроков не реализовал свои намерения. Одно из последних заявлений о планировании построить в России в Воронежской области полноценное предприятие, использующее GTL-технологию, сделали представители Острогожского филиала компании «Газпром трансгаз Москва» в ноябре 2018 года. Правда, данный замысел был озвучен еще в 2011 году. Подобно воронежскому проекту, планы российских компаний по постройке GTL-заводов, как малотоннажных, так и крупнотоннажных, постоянно откладываются, что обусловлено рядом факторов. В первую очередь задержки в реализации российских проектов объясняются сильной привязкой рентабельности GTL к мировым котировкам цен на нефть. Достаточно напомнить, что цены на нефть в середине 2000-х годов доходили до 100 $/баррель (при себестоимости добычи 15 $/баррель), а основу всей экономики России составляет нефтегазовая промышленность. У крупных игроков не было никакой необходимости форсировать научные и опытно-конструкторские работы по GTL-технологиям. Ведь основная цель компаний – получение прибыли, а не развитие технологий.
Однако, идеи запуска подобных проектов в России постоянно рассматривались в крупных компаниях. Так, например, в 2006 г. Газпром сообщил, что планирует совместно с Shell построить около Надыма (Ямало-Ненецкий АО) завод по переработке 12 млрд. кубометров газа в год по технологии GTL. Инвестиции в этот проект на тот период оценивались в $7-8 млрд. Однако проект так и не получил развитие. На данный момент на территории России не запущен ни один завод GTL, однако, практически все крупные участники рынка уже осваивают данный сектор и в скором будущем готовы запустить свои GTL-установки. В связи с большими первоначальными затратами на разработку или адаптацию GTL-технологий, небольшие российские компании практически не имеют самостоятельных проектов.
Роснефть
В исследовательском центре РН-ЦИР, входящем в ПАО Роснефть, сконструирована лабораторная установка по преобразованию метана в синтетические жидкие углеводороды. Об этом Роснефть сообщила 21 октября 2020 г. Установка успешно провела пробег по выпуску синтетической нефти, а сама технология получения синтетической нефти из попутного нефтяного газа (ПНГ) прошла серию экспертиз, в т.ч. международную, и была оценена как высокотехнологичное современное решение процесса. При смешивании с природной нефтью синтетическая нефть улучшает ее качество. В настоящее время специалисты компании готовятся к созданию опытной установки на одном из северных месторождений компании.
В связи с истощением традиционных запасов в разработку вовлекаются новые месторождения с более вязкой тяжелой нефтью, которую труднее транспортировать и перерабатывать. Добавление к такому виду углеводородов синтетической нефти способно приблизить их качество к уровню традиционных видов нефти вплоть до сорта Brent.
В рамках проекта были разработаны катализаторы, которые позволяют эффективно перерабатывать природный и попутный нефтяной газ в синтетические углеводороды (синтетическую нефть). Катализаторы успешно прошли испытания на лабораторном уровне и доказали свои высокие эксплуатационные характеристики, их опытно-промышленный выпуск был налажен на Ангарском заводе катализаторов и органического синтеза.
Роснефть планировала в 2014 г. запустить на Новокуйбышевском НПЗ собственную установку GTL по производству синтетических топлив из попутного нефтяного газа. Установка позволит производить порядка 300-360 тонн синтетических жидких углеводородов из 1 тыс. кубометров метана. Объем инвестиций в это направление компания не раскрывала, но указывала, что удельные затраты на производство топлива будут ниже, чем у зарубежных компаний. Эти планы компании пока приостановлены.
Итера (дочерняя компания Роснефти) Несмотря на то, что Итера является дочерней структурой Роснефти, компания имеет собственное видение применения GTL-технологий. В 2018 г. ОАО «GTL» и нефтегазовая компания Итера заключили соглашение о совместной реализации проекта по созданию промышленной установки производства бензина Аи-95 на базе Братского газоконденсатного месторождения по технологии GTL. На данный момент проект находится на начальной стадии. Объявленная стоимость проекта составляет $506 млн., проектная мощность 100 тыс. тонн/год.
Газпром
Газпром в январе 2014 года объявил конкурс на разработку технологии производства легкой синтетической нефти из природного газа. Работы должны были быть завершены до октября 2015 г. Бюджет исследования составляет более 60 млн. руб. Кроме того, в июле 2014 г. Газпром объявил конкурс на разработку технологии переработки попутного нефтяного газа малых месторождений в синтетические жидкие углеводороды с применением нано-структурированных катализаторов. На это исследование Газпром готов был потратить до 100 млн. руб., подрядчик должен был завершить разработку технологии к ноябрю 2015 г., однако работы не были завершены в связи с прекращением финансирования.
Лукойл
Лукойл и государственная корпорация Роснано создали рабочую группу для изучения возможностей реализации проектов по технологии GTL. Компании изучают возможность на месте перерабатывать попутный газ в товарную продукцию - дизельное топливо или синтетическую нефть - на промыслах в Западной Сибири. В свою очередь Роснано готово предоставить научные образцы для дальнейшего использования в данном проекте, в том числе современные катализаторы.
ЯТЭК
Якутская топливно-энергетическая компания продолжает работы по проекту строительства завода по переработке природного газа в синтетические моторные топлива по технологии GTL. Предварительное ТЭО проекта выполняет датская компания Haldor Topse. Начало выпуска первой продукции на заводе было запланировано на 2014 г., но пока отложено. Плановая мощность первой очереди предприятия - 65 тыс. тонн бензина марки АИ-92 и 15 тыс. тонн сжиженного газа в год.
Газпром-газопереработка
Особняком стоят крупные проекты газопереработки реализуемые Газпромом, поскольку они не используют GTL-технологии.
Основные перерабатывающие объекты «Газпрома» - Астраханский газоперерабатывающий завод (ГПЗ), Оренбургский газоперерабатывающий и гелиевый заводы, Сосногорский ГПЗ, Сургутский завод по стабилизации конденсата и Уренгойский завод по подготовке конденсата к транспорту.
На побережье Балтики, в районе п. Усть-Луга, в мае 2021 года начато сооружение комплекса по переработке этансодержащего газа. В его состав войдет крупнейший в стране газоперерабатывающий комплекс - 45 млрд. нм3 газа в год.
В июне 2021 года состоялся запуск в работу первой технологической линии Амурского ГПЗ в районе города Свободного. В сентябре 2021 года начали работу вторая технологическая линия завода и первая из трех гелиевых установок. Параллельно с ними во Владивостоке был введен в эксплуатацию крупнейший в мире логистический центр обслуживания гелиевых контейнеров (хаб).
На Амурский ГПЗ по газопроводу «Сила Сибири» поступает многокомпонентный газ Чаяндинского месторождения (Якутия), в дальнейшем газ также будет поступать с Ковыктинского месторождения (Иркутская область). В основном предусматривается поставка газа и продуктов переработки в Китай.
Проектная мощность - 42 млрд. нм3 природного газа в год.
Производство гелия – до 60 млн. нм3 в год.
Производство этана - около 2,4 млн. тонн в год.
Производство пропана - около 1 млн. тонн в год.
Производство бутана - около 500 тыс. тонн в год.
Производство пентан-гексановой фракции - около 200 тыс. тонн в год.
Технологические линии - 6, площадь завода – 800га.
В 2025 году Амурский ГПЗ должен выйти на полную проектную мощность.
Поставщиком основного технологического оборудования для криогенного разделения газа с получением гелия и других компонентов для нефтехимии является немецкая компания Linde AG. Стоимость сооружения завода и инфраструктуры превышает 20 млрд. $.
Из венчурных российских компаний, наиболее продвинувшихся в разработках технологий, промышленных установок и заводов GTL следует отметить:
Компания ОАО «GTL» г. Москва - разработчик и производитель оборудования в сфере переработки попутного нефтяного газа. Компания обладает патентом на установку по переработке ПНГ в бензин.
На данный момент ОАО «GTL» является единственным в России предприятием, обладающим необходимыми технологиями, защищенными соответствующими патентами, по переработке метано-содержащего газа в жидкие углеводороды через промежуточную стадию производства метанола, без использования технологии Фишера-Тропша. Основным направлением развития компании является создание промышленных установок по переработке газа в жидкие энергоносители (AcomGTL). Базовый вариант установки AcomGTL, рассчитан на переработку метано-содержащего газа объемом от 10 до 50 млн. м3 в год. Установка позволяет производить бензин, соответствующий стандарту EURO 5, а так же дизельное топливо, метанол, этанол и др. Общая площадь, требующаяся для установки AcomGTL не превышает 1000 м2. Основными поставщиками компонентов для установки по переработке метано-содержащих газов являются: Федеральное космическое агентство, Российские космические системы, Энергомашкорпорация, Пензахиммаш, Курганхимммаш, Atelers de la Meuse (Бельгия). В настоящий момент компания ведет строительство прототипа установки AcomGTL.
По информации компании, ПАО «ДжиТиЭл» подписаны соглашения и находятся на различных этапах реализации проекты по строительству заводов первой очереди со следующими зарубежными странами и компаниями:
- США. CAL TECH ENERGY, INC, производительностью 100 000 тонн в год.
- Судан. Sudapet Company Ltd., производительностью 100 000 тонн в год.
- Ирак. South Oil Company, производительностью 100 000 тонн в год.
- Иран. Tamin Oil & Gas Investment Company, производительностью 100 000 тонн в год.
- Индонезия. PT. SAMUDERA PETRO GAS, производительностью 100 000 тонн в год.
- Приднестровье. Правительство Приднестровской Молдавской Республики, производительностью 335 000 тонн в год.
- Эфиопия. Правительство Республики Эфиопия, производительностью 1 250 000 тонн в год.
Однако, на данное время отсутствует конкретная информация на какой стадии реализации находятся эти проекты.
ГК «Новые технологии» г. Самара, разработан комплекс производства «синтетической нефти» и синтетического жидкого топлива (СЖТ) из попутного нефтяного и природного газов в блочно-модульном исполнении.
В настоящее время разрабатываются проекты двух типов блочно-модульных установок GTL с объемами переработки 10 и 50 млн. куб. нм/год по входящему газу, которые легко масштабируются. Предусматривается блок очистки газа от сероводорода и меркаптанов. Для переработки ПНГ, имеющего в своем составе фракции С3 и выше, в блоке конверсии предусмотрен реактор пред-риформинга. При наличии давления входящего газа выше 10 бар возможна работа комплексов без применения газовых компрессоров. Заявленный выход «синтетической нефти» из 1 нм3 газа составляет в среднем 500 г.
ООО «ИНФРА Технологии» г. Москва, технология, разработанная компанией INFRA GTL позволяет снизить в несколько раз капитальные и операционные расходы, что делает саму технологию GTL/XTL не только экономически рентабельной, но и конкурентоспособной с нефтепереработкой нефти, позволяя вывести газ и уголь на рынок сырой нефти и моторных топлив. Технология позволяет достигнуть значительной экономии на масштабе.
Еще в 2014 году компания ООО ИНФРА (Россия) запустила в постоянную эксплуатацию опытную установку полного цикла по производству синтетической нефти из газа в п. Капотня г. Москва.
Выпускается легкая синтетическая нефть с уникальными качественными характеристиками:
- Более 95% легких жидких фракций (температура конца кипения < 360°C).
- Без примесей серы и ароматических углеродов.
- Большая доля изопарафинов и олефинов.
- Высокое (до 70) цетановое число дизельного топлива.
- Высокая доля (до 45%) авиационного топлива.
В настоящее время ведется строительство установки М-100 в г. Хьюстон (США) по технологии ИНФРА. Модульная установка по переработке газа в жидкое топливо разработана на основе прямой конверсии природного газа в синтетическую нефть.
Производительность - 41 тысячу тонн синтетической нефти (смесь с соотношением дизельной и бензиновой фракций 40/60, с большим содержанием керосина) из 100 миллионов кубометров газа в метановом эквиваленте в год. Занимаемая площадь 900 квадратных метров.
НИИ «Нанотехнологии и новые материалы» г. Новочеркасск, создан в рамках Южно-Российского государственного политехнического университета (НПИ) имени М.И. Платова.
Коллективом накоплен большой опыт выполнения поисковых, научных и прикладных исследований, опытно-конструкторских и технологических работ в области получения синтетических углеводородов из углеродсодержащего сырья.
В России данная технология просуществовала с конца 1950-х до начала 2000-х годов на Новочеркасском заводе синтетических продуктов (НЗСП), единственного предприятия в СССР, в котором была реализована промышленная технология синтетических углеводородов и на сегодняшний день утрачена.
Коллектив НИИ «Нанотехнологии и новые материалы» занимается данной тематикой с 1980 г, за это время накоплен большой опыт в области усовершенствования данной технологии, синтеза высокопроизводительных катализаторов, переработки продуктов синтеза. В состав коллектива входят ведущие сотрудники, руководившие промышленным производством синтетических углеводородов на ОАО «Новочеркасский завод синтетических продуктов».
Совместно с ФКП «Завод имени Я.М.Свердлова» (г. Дзержинск) выполнена ОКТР, по. созданию опытной промышленной установки по производству синтетических твердых углеводородов (церезин) из природного газа. Выполнены работы по разработке новых катализаторов без применения кобальта «Полифункциональные каталитические системы для совмещенных реакций синтеза и гидропреобразования углеводородов в условиях синтеза Фишера-Тропша».
Созданы катализаторы синтеза углеводородов из СО и Н2, которые подтверждены более чем 10 авторскими свидетельствами и патентами, в том числе с управляемой селективностью, начиная от 100 %-го метанирования и до получения 40-60% церезина, с выходом 170 г углеводородов на 1 нм3 газа. Разработанная технология позволяет производить синтетические углеводороды фракционного состава, %: пропан-бутановая (С3-С4) - 5-10, бензиновая (С5-С10 )–- 35-45, дизельная (С11-С18)- 45-55, твердые (С19+)- 5-10.
4. Выводы
Анализ существующих технологий и реализованных проектов в производстве GTL-продукции позволяет сделать следующие выводы.
4.1. Все промышленные технологии используют в качестве сырья и топлива природный газ (метан), который является хотя и относительно доступным, но очень дорогим и ценным продуктом.
4.2. При переработке природного газа во всех технологиях GTL образуется огромное количество парниковых газов – углекислого газа СО2 и паров воды Н2О.
4.3. Рентабельность заводов GTL сильно зависит от мировых цен на нефть и природный газ, которые будут неуклонно расти по мере выработки месторождений. Волатильность цен на газ создает реальные риски нерентабельности производства GTL-продукции из природного газа.
4.4. До 60% всех капитальных вложений в заводы GTL требует реализация первого этапа синтеза жидких углеводородов из газа – получения «синтез газа» (смеси СО и Н2). Также этот этап производства самый энергоемкий, так как проводится при температурах около 500-1200°С, и давлениях 20-100 атм.
4.5. Крупные газовые и нефтяные компании не заинтересованы в развитии GTL-технологий, особенно для малотоннажных заводов, а малые и средние компании не имеют доступа к необходимым финансовым ресурсам.
Радикальное улучшение технико-экономических и экологических показателей GTL технологий может быть достигнуто путем замены природного газа в качестве исходного сырья на другие углеродосодержащие вещества – PTL технологий.
Предложения
Предлагается использовать в качестве сырья для производства GTL-продуктов парниковые газы, выделяющиеся при производстве электрической энергии, цемента, аммиака и других химических производствах – углекислый газ и пары воды (технология PTL – (Power-to-Liquid, энергия и углекислый газ в жидкость).
«Синтез газ» для дальнейшей переработки в жидкие углеводороды можно получить путем конверсии углекислого газа СО2 и воды Н2О.
5. Технология
Данная технология реализуется на новом типе оборудования – кавитационном реакторе, и защищена патентами.
Принцип работы кавитационного реактора заключается в ускорении протекания химических реакций при кавитационных явлениях в многофазной среде (жидкость + пар + газ), под воздействием мощных акустических колебаний, вследствие чего в активируемой среде происходят интенсивные физико-химические процессы разложения и синтеза веществ.
Эффективность кавитационного технологического процесса обеспечивается комплексом физических и химических воздействий:
1. Интенсификация физических воздействий кавитации на химические вещества, путем регулирования мощности, частоты и формы УЗ акустических колебаний увеличивающих реакционную способность реагентов и скорость протекание целевых химических реакций.
2. Использование гидродинамических эффектов в потоке жидкости за счет конструкции устройств подачи и движения жидкости в каналах переменного сечения (трубки Вентури).
3. Применение специфических катализаторов непосредственно в активируемой среде, с целью увеличения результативности целевых химических реакций и подавления побочных.
4. Удаление балластных газов на всех этапах процесса.
5. Раздельное проведение каскадов различных промежуточных этапов технологии.
При схлопывании кавитационных полостей в жидкости развиваются микро перепады давления до 1000 атм. с повышением температуры до 10000°С. Размеры кавитационных пузырьков составляют несколько микрон. Пары воды и растворенный в пузырьках углекислый газ при воздействии кавитации вступают в сложное физико-химическое взаимодействие, результатом которого является разложение молекул воды и углекислого газа на ионно-молекулярные комплексы, интенсивно взаимодействующие на поверхности гранул катализатора. В качестве катализатора используются стружка или гранулы «белого чугуна», содержащие большое количество карбидов и окислов железа. «Белый чугун» - дешевый и доступный материал, получаемый в обычном доменном металлургическом процессе.
Стехиометрические соотношения процесса:
СО2 → СО + О, Н2О ↔ Н- + ОН+ → Н2 + О, СО + ОН+ ↔ НСО2+, О- + О+ → О2
Итоговая реакция:
СО2 + Н2О → СО + Н2 + О2
(44 г/моль + 18 г/моль = 28 г/моль + 2 г/моль + 32 г/моль)
Из 1 тонны СО2 (506 нм3) максимально можно получить 0,68 тонн (327 нм3) «синтез газа».
Процесс ведется при избытке воды, являющейся источником водорода. Процесс производства «синтез газа» происходит при атмосферном давлении и температуре 40-50°С. Объемное соотношение получаемого «синтез газа» состава СО:Н2 - смесь 1:1, которая хорошо подходит для дальнейшего синтеза углеводородов.
Очищенный «синтез газ» из адсорбера поступает в компрессор и далее в реактор Фишера-Тропша.
Дальнейший синтез жидких углеводородов происходит по традиционной технологии Фишера-Тропша, - TIGAS™ (улучшенный синтез бензина), разработанной компанией Haldor Topsоe (Дания). Процесс идет при температурах около 200°С и давлении около 20 атм. с применением железо-кобальтовых катализаторов.
nCO + (2n+1)H2 → CnH2n+2 + nH2O
По данной технологии из 1 тонны «синтез газа» выход жидких моторных топлив составляет примерно 0,47 тонны. Вода связывает излишний кислород и после очистки возвращается в реактор схемой рециклинга.
Целевым продуктом в указанной технологии является предельный углеводород группы алканов - октан С8Н18, итоговая реакция в общем конечном виде:
16СО2 + 18Н2О → 2С8Н18 + 25О2
Из 1 тонны углекислого газа СО2 и 0,47 тонн воды Н2О максимально можно получить 0,32 тонны бензина. С учетом нормативных потерь 5% материальный баланс по целевому продукту: для производства 1 тонны бензина А-95 необходимо 3,3 тонны СО2 (1670 нм3) и 1,5 тонн воды Н2О (1,5 м3), при этом выделяется около 3,8 тонн кислорода О2 (2660 нм3). Расход катализатора составляет около 1 кг/тонну бензина.
Аналогичный процесс получения дизельного топлива отличается типом применяемых железо-никелевых катализаторов:
13СО2 + 14Н2О → С13Н28 + 15О2
В случае производства дизельного топлива (марки А, З) материальный баланс следующий: для получения 1 тонны дизельного топлива необходимо 3,3 тонны СО2 (1670 нм3) и 1,45 тонн воды Н2О (1,45 м3), при этом выделяется около 3,7 тонн кислорода О2 (2590 нм3). Расход катализатора 1,05 кг/тонну дизельного топлива.
6. Преимущества кавитационной технологии
В качестве сырья вместо дорогостоящего метана используются выбросы парниковых газов СО2 и Н2О, в огромных количествах производимых на электростанциях, котельных, цементных и металлургических заводах, что позволяет утилизировать углекислый газ и пары воды имеющих отрицательную стоимость (вследствие необходимости платить за выбросы).
Новый тип оборудования – кавитационный реактор прост в изготовлении, не требует дорогих материалов, так как в кавитационной технологии не требуются высокие давления и температуры, процесс производства «синтез газа» происходит при атмосферном давлении и температуре 40-50°С. В технологии применяется дешёвый и доступный катализатор – стружка и гранулы «белого чугуна», с высоким содержанием карбидов и окислов железа.
Капитальные вложения в оборудование для первого этапа (получение синтез газа) составляют 200 $/тонну продукции, что в 5 раз ниже, чем в традиционной технологии, а в целом для всего GTL-кавитационного завода капвложения составляют 300 – 350 $/тонну продукции, что в 3 раза ниже, чем для завода по традиционной технологии.
Себестоимость производства жидких углеводородов в кавитационной технологии получения «синтез газа» в 10 раз ниже, чем в традиционных технологиях сжигания и конверсии метана, а в целом по всему заводу себестоимость производства бензина составляет от 65 $/тонну до 75 $/тонну (5000 – 6 000 руб./тонну).
Следует отметить, что себестоимость производства кавитационных GTL-продуктов в 5 раз ниже, чем себестоимость топлива производимого из традиционного нефтяного сырья (в среднем цена на бензин составляет 70% от цены сырой нефти и равна ~ 400 $/тонну).
Из недостатков кавитационной технологии следует отметить относительно высокую энергоемкость, которая составляет около 0,25 – 0,3 кВтч/кг продукции. Эти энергозатраты включают в себя не только энергию, необходимую для работы кавитационных реакторов, но и потребление насосного, компрессорного, нагревательного и охладительного оборудования.
Также сырьё для завода (углекислый газ), хотя является общедоступным (в том числе содержится в воздухе), однако в необходимых промышленных объемах не транспортируется никакими видами транспорта. Получение углекислого газа из воздуха будет увеличивать капиталоемкость проекта. В связи с этим оптимальным является размещение GTL-кавитационных заводов в непосредственной близости от электростанций, котельных, цементных заводов и других источников выбросов парниковых газов, и транспортировка дымовых парниковых газов через газоходы непосредственно от дымовых труб этих предприятий.
7. Энергетика процесса
Как уже указывалось, в кавитационных микропузырьках развивается давление до 1000 атм. и температура повышается до 10000°С. В этих условиях интенсивно протекают множественные реакции разложения и синтеза молекул разных веществ. Процесс сопровождается специфическими электронно-ионными обменами, с многократными одновременно протекающими эндотермическими и экзотермическими реакциями.
Экзотермическая реакция - химическая реакция, при которой происходит выделение теплоты. Эндотермическая реакция - химическая реакция, при которой происходит поглощение теплоты.
Энергетические параметры реакций принято выражать через энтальпию.
Энтальпия Н - это определенное свойство вещества, оно является мерой энергии, накапливаемой веществом при его образовании. При экзотермических реакциях, когда тепло выделяется, ∆Н отрицательно. При эндотермических реакциях (тепло поглощается) и ΔH положительно.
Как было установлено в экспериментах, на скорость и масс-энергетические обмены в кавитационных микропузырьках сильное влияние оказывают комплексные ионы веществ, вокруг которых образуются кластеры электрически нейтральных атомов и молекул. Размеры таких кластерных частиц составляют от единиц нанометров до нескольких микрон. Кроме того, установлено, что диэлектрическая проницаемость многофазной среды в микропузырьках под воздействием ударных волн уменьшается в десятки раз. Благодаря поверхностным зарядовым взаимодействиям с электронами и ионами, электрически нейтральные атомы и молекулы вступают в цикличные реакции переноса электрических зарядов, общий энергетический эффект (энтальпия) которых в десятки и сотни раз отличается от обычных значений энергии связи в молекулах. Ключевую роль здесь играют циклические электронно-ионные обмены с участием атомов углерода и железа находящихся в катализаторе в форме карбидов железа FeC, Fe3C через промежуточные стадии образования и распада угольной кислоты H2CO3 и окислов железа Fe2O3, Fe3O5 с восстановлением С и Fe. В результате, как установлено в эксперименте, скорость протекания реакций возрастает примерно в 13 раз.
Необходимая энергия для ионизации молекул и протекания зарядовых переносов на поверхностях кавитационных пузырьков и зерен катализатора, обеспечивается созданием акустических ударных волн в многофазной среде от внешних УЗ излучателей.
Например, итоговая средняя энергия разложения двух молей углекислого газа в угарный газ и кислород по схеме: 2СО2 → СО+ + СО- + О+ + О- → 2СО + О2, составляет всего +3,6 кДж/моль, в то время как в обычных условиях для отрыва одного атома кислорода требуется +534 кДж/моль.
Также для разложения воды: 2Н2О → 2Н+ + 2НО- → 2Н+ + 2Н- + О+ + О- → 2Н2 + О2
Суммарная энтальпия разложения двух молей воды равна +4,5 кДж/моль
Общая энтальпия процесса получения «синтез газа» из одного моля углекислого газа и одного моля воды +4,05 кДж/моль. При значении молярных масс исходных веществ СО2 (44 г/моль) + Н2О (18 г/моль) = 62 г/моль, в 1 кг сырья содержится 16,1 молей реагирующих веществ (в т.ч. 0,71 кг СО2 и 0,29 кг Н2О).
С учетом потерь на унос тепла продуктами реакции (10%), потребность в подведении акустической энергии от внешнего источника составляет (учитывая что 1 кВтч = 3600кДж):
1,1 х (4,05 кДж/моль х 16,1 моль/кг) ≈ 72 кДж/кг, или 0,02 кВтч/кг (20 кВтч/тонну)
8. Описание технологической линии и завода
Ниже рассмотрен пример возможной конфигурации завода моторных топлив.
Как уже отмечалось, ЗМТ целесообразно размещать в непосредственной близости от электрических станций, работающих на природном газе. В среднем, для наиболее распространенных газотурбинных станций без парогазового цикла, расход природного газа составляет 0,2-0,3 м3/кВтч вырабатываемой электроэнергии. Например, для электростанции мощностью 300 МВт расход газа составляет около 600 млн. м3 в год. При сжигании данного количества газа образуется около 10,4 млн. тонн дымовых газов, в том числе более 2 млн. тонн парниковых газов - 1,15 млн. тонн углекислого газа и 925 тыс. тонн паров воды. Из этого количества парниковых газов по кавитационной технологии возможно получение около 320 тыс. тонн моторных топлив – бензина и дизельного топлива.
Таким образом, оптимальная конфигурация ЗМТ следующая. Всего на площадке завода размещаются 3 технологические линии производительностью 110 тыс. тонн топлива каждая. Из них две линии выпускают дизельное топливо, и одна – бензин. В целом завод рассчитан на выпуск 220 тыс. тонн дизельного топлива марки «А», «З», и 100 тыс. тонн бензина марки «АИ-95».
С учетом ограничений на объем эффективной зоны кавитации, в которой протекают реакции, каждый кавитационный реактор разделен на 4 модуля, работающих параллельно, что обеспечивает требуемые энергетические характеристики и производительность. Производительность одной реакторной линии по сырью составляет: по воде – 25 тонн/час, по углекислому газу – 25500 нм3/час, производительность одной реакторной линии по продукции (топливу) - 4кг/сек, 14 тонн/час, 110 тыс. тонн в год. Соответственно, условно один модуль каскада производит топлива - 1 кг/сек.
В пересчете на годовую программу 320 тыс. тонн, расход подводимой акустической энергии составляет 6 400 000 кВтч. Необходимая акустическая мощность при 8000 часов работы в год составляет 0,8 МВт.
С учетом коэффициента электро-акустического (КЭА) преобразования для пьезокерамики - 0,5, необходимая электрическая мощность для реакторов составляет 1,6 МВт (только для создания кавитации). Соответственно для трех технологических линий необходимы три комплекта реакторов, в которых используются излучатели суммарной мощностью по 540кВт. Технологическая линия производства «синтез газа» состоит из 4-х модулей реакторов, работающих параллельно, электрическая мощность одного модуля 135 кВт, в каждом по 100 излучателей мощностью 1,35 кВт каждый. Излучатель представляет собой плоский диск из пьезокерамики ЦТС диаметром 20см, толщиной 1см. Колебания возбуждаются по толщине диска с частотой 100 кГц, амплитуда колебания 0,5мкм. Подводимое напряжение 500В, ток 2,7А для каждого излучателя.
При плотности акустической энергии 2,15Вт/см2 и КЭА = 0,5, площади одного излучателя 314см2, акустическая мощность 675Вт, электрическая мощность 1350Вт. Соответственно для создания необходимого акустического давления в реакторе требуется 100 излучателей. Требуемая интенсивность УЗ излучения обеспечивается путем фокусировки и синфазности акустических волн всех излучателей в зоне кавитации.
Кавитация в реакторе вызывается ультразвуковыми излучателями акустических волн, специальной формы. С целью повышения кавитационной прочности поверхности излучателей, мощность УЗ излучения ограничивается величиной 2,2 Вт/см2, что ниже порога кавитации. Подача реагентов (вода и углекислый газ) во внутреннюю полость реактора производится через встроенные трубки специальной формы – «трубки Вентури». Трубки Вентури имеют сужение в средней части и конусное расширение выходной части. За счет перепада скорости движения жидкости и газа в расширяющейся части трубки возникают дополнительные гидродинамические перепады давления, что обеспечивает превышение порога кавитации и возникновения режима кавитации при меньшей мощности УЗ излучателей. Необходимая селективность процесса обеспечивается гранулированным катализатором на основе окислов и карбидов железа (стружка и чешуйки «белого чугуна»), размещаемом на полках реактора в слое воды непосредственно над зоной кавитации.
Непрореагировавшие углекислый газ и пары воды проходят цикл адсорбции-десорбции раствором моноэтаноламина (МЭА) и возвращаются в реактор схемой рециклинга. Кислородосодержащие вода из реактора и газы из адсорбера МЭА поступают в адсорбер КЦА кислорода. Кислород, получаемый в процессе конверсии, удаляется методом коротко цикловой абсорбции (КЦА).
Реакторный модуль представляет из себя колонну - сварную конструкцию цилиндрической формы диаметром 1м и высотой 3м, внутри в средней части колонны на полках размещается катализатор. Через нижний фланец по встроенным «трубкам Вентури» подводится вода и через фильеры малого диаметра подводится углекислый газ. Мелкие пузырьки углекислого газа частично растворяются в воде и частично вызывают активный барботаж воды. На боковых стенках через крепежные фланцы расположены излучатели таким образом, что их излучающая поверхность находится внутри реакторного пространства, а электрические провода выходят наружу. Выше полки имеются патрубки для выхода воды, а через верхний фланец происходит удаление газовой смеси состоящей из «синтез газа» и непрореагировавших газов – углекислого газа, паров воды и кислорода. Также вверху реактора с внутренней стороны устроена конденсационная тарелка для сбора и отвода жидких углеводородных продуктов синтеза. Верхняя часть реактора охлаждается оборотной водой.
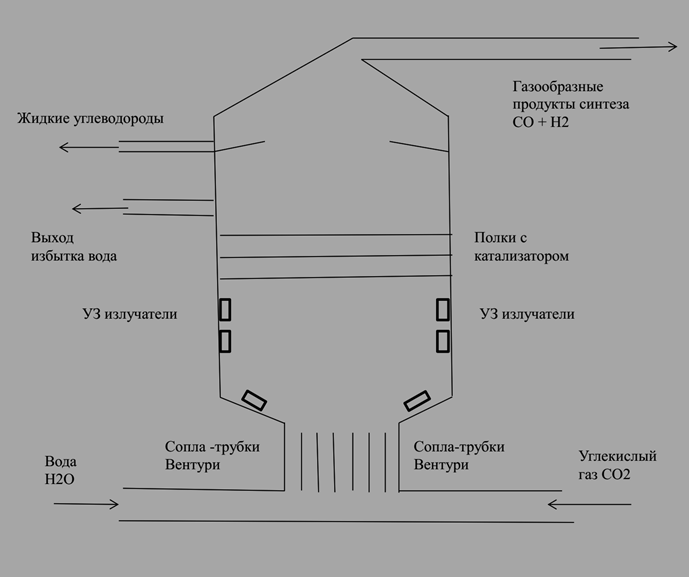
Рис. 1. Схема модуля кавитационного реактора
Рис. 2 Схема технологической линии ЗМТ
Завод включает
1. Систему газоходов и дымососов, обеспечивающих подачу дымовых газов от цементного производства и выхлопа энергоцентра из дымовых труб в скруббер.
2. Скруббер для первичной очистки дымовых газов путем пропускания через слой воды. При этом удаляются механические частицы и конденсируются основные объемы паров воды. Очищенные газы подаются в установку сепарации газов.
3. Установка сепарации газов включает установку КЦА для удаления кислорода, и систему адсорбер-десорбер для выделения углекислого газа, пропусканием дымовых газов через раствор МЭА. Углекислый газ и часть паров воды поглощается в адсорбере, а затем выделяется в десорбере при нагревании раствора МЭА. Балластные газы, содержащиеся в дымовых газах – азот, кислород, удаляются обратным сдувом в дымовую трубу.
4. Углекислый газ и вода из оборотной системы водоснабжения и схемы рециклинга подаются в кавитационные реакторные модули получения «синтез газа». Из реакторов смесь газов, включающая «синтез газ», непрореагировавший углекислый газ, пары воды и кислород подается в установку КЦА. Кислород, выделяемый в процессе реакции, удаляется из смеси газов методом КЦА и отправляется в дымовые трубы. Оставшаяся смесь «синтез газа», углекислого газа и паров воды идет в установку сепарации МЭА, где выделяется углекислый газ и очищается «синтез газ». Непрореагировавший углекислый газ и вода возвращается в реактор схемой рециклинга.
5. «Синтез газ» подается в установку синтеза углеводородов по методу Фишера-Тропша. Установка включает компрессор «синтез газа», реактор, установку отделения углеводородов от воды.
6. Смесь синтезированных углеводородов идет в установку изомеризации.
7. Товарный продукт (бензин АИ-95) поступает в емкости на склад.
9. Пример сокращенного расчета показателей завода моторных топлив (ЗМТ)
В качестве примера рассмотрен завод по производству моторных топлив (ЗМТ) использующий выбросы ТЭС ООО «НИКАС» работающей на природном газе. Для указанного ЗМТ разработан бизнес-план. Следует отметить, что газовые ТЭС оптимальны для утилизации выбросов парниковых газов, образующихся при сжигании природного газа (метана), так как от ТЭС возможно получение электроэнергии по низким тарифам.
Теплоэлектростанция (ТЭС) ООО «НИКАС» предназначена для снабжения электрической и тепловой энергией ряда промышленных потребителей, расположенных в Миллеровском районе Ростовской области. На ТЭС применяются газопоршневые энергоблоки общей мощностью 27МВт. В качестве топлива ТЭС используется природный газ, поставляемый из системы ПАО «Газпром», потребление газа составляет 46,8 млн. нм3 в год. Режим работы ТЭС непрерывный, круглосуточный. Коэффициент использования мощности 0,9, число часов работы 8000 ч в год.
Общий объем выбросов дымовых газов ТЭС при номинальной нагрузке составляет 625,4 млн. м3 или 813,05 тыс. тонн в год. Завод полностью утилизирует выбросы парниковых газов электростанции путем их переработки в синтетическое автомобильное топливо – бензин с октановым числом не менее 95.
Завод по производству синтетических топлив из дымовых газов электростанции располагается на площадке непосредственно примыкающей к электростанции со стороны дымовых труб. Дымовые трубы электростанции соединяются с заводом газоходами. На площадке завода и в здании цехов располагаются адсорбционные установки выделения из дымовых газов очищенного углекислого газа и воды, реактор получения синтез газа, реактор синтеза бензина, установки очистки и рециклинга газов, установка изомеризации, теплообменное и холодильное оборудование, насосное оборудование, система оборотного водоснабжения, вентиляторы, емкости, запорно-регулирующая арматура, контрольно-измерительные приборы, энергетическое оборудование, склад химикатов, реагентов и склад продукции. Электроснабжение завода мощностью 1 МВт осуществляется непосредственно от электростанции, что позволяет получить дополнительные преимущества за счет низких тарифов.
10. Основные показатели бизнес-плана ЗМТ
Капитальные затраты
Капитальные затраты рассчитаны укрупненно, исходя из средних отраслевых цен на объекты – аналоги, предложений поставщиков материалов и изготовителей оборудования (стандартного и изготавливаемого по индивидуальному заказу).
Другие статьи расходов капитальных вложений рассчитывается исходя из средних отраслевых нормативов для газохимических, энергетических объектов. СМР приняты равными 30% от стоимости оборудования – 270,7 млн. руб., ПНР в размере 10% стоимости оборудования – 90,23 млн. руб. Стоимость строительства инженерных сетей включено в СМР.
Стоимость предпроектных работ составляет 5% от стоимости оборудования – 45,12 млн. руб. Стоимость проектных работ, включая экспертизу проекта, принимаем равной 10% от стоимости оборудования в размере 90,2 млн. руб.
Итого сумма капитальных затрат составляет 1 398,61 млн. руб.
Ресурсы
Общий объем выбросов дымовых газов ТЭС при сжигании 32 200 тонн (46,8 млн. м3) природного газа при номинальной нагрузке составляет 813,05 тыс. тонн в год.
В газопоршневых двигателях для уменьшения количества вредных и ядовитых веществ СО и NОx используют обедненные топливные смеси с коэффициентом избыточности воздуха 1,2.
Соответственно дымовые газы энергоблоков содержат следующее количество веществ (по массе):
В данном случае кислород и азот являются балластными газами.
Соответственно из имеющегося количества углекислого газа может быть получено следующее количество продуктов реакций в тоннах:
Коэффициент переработки дымовых газов в бензин по «углеродному следу» составляет 0,75. Выход бензина из суммарных выбросов парниковых газов (углекислого газа и воды) составляет 0,178.
Для технологии кавитационного реактора потребность в электроэнергии составляет 20 кВтч/тонну х 25 000 тонн = 500 000 кВтч. Из расчета годового фонда работы 8000 часов необходимая мощность составляет всего 62,5 кВт. Однако, кроме кавитационного реактора электроэнергия необходима для работы всего комплекса оборудования ЗМТ (насосы, компрессоры, вентиляторы, нагреватели и пр.). Исходя из имеющихся сведений по газохимическим заводам – аналогам, принимаем общую электрическую мощность ЗМТ примерно в 12 раз большую, т.е. ~ 1 МВт (потребление 8 млн. кВтч в год). Следует отметить, что потребная мощность ЗМТ составляет менее 4% от мощности всей ТЭС. Получение электроэнергии предполагается непосредственно от электростанции, потребности в воде для технологических целей полностью обеспечиваются конденсированием водяных паров дымовых газов.
Избыточное количество воды используется для подпитки энергоблоков электростанции и нужд полива и орошения растений в тепличном комбинате.
Для ускорения созревания овощей часть получаемого углекислого газа подается в теплицы.
Указанные соотношения позволяют реализовать утилизацию углекислого газа и водяного пара для выработки 25 000 тонн моторных топлив в год, и снизить выбросы парниковых газов до нуля. При этом требуется минимальное изменение оборудования электростанции только в части газоходов для отвода дымовых газов.
Соотношение компонентов технологического процесса и материальный баланс, в пересчете на исходное количество топлива электростанции (природного газа), из расчета годового фонда работы 8000 ч представлено в таблице:
Материальный баланс
Расчет расходов на материалы выполнен исходя из средних цен поставщиков и соглашения с владельцем электростанции ООО «НИКАС».
Избыточная вода и углекислый газ поставляются ООО «НИКАС» по условно «нулевой» стоимости, в обмен на поставку дымовых газов по «нулевой» стоимости.
Расчет расходов на материалы
Производственная себестоимость
Производственная себестоимость продукции определяется суммой затрат по статьям расходов. В прочие расходы включены расходы, относимые на себестоимость продукции согласно законодательству РФ.
В расчете на одну тонну продукции производственная себестоимость равна: 205,713 млн. руб. / 25 000 тонн = 8 228,52 руб./тонну
Анализ рынка и маркетинг
Цена продаж бензина АИ-95 основных поставщиков в Южном Федеральном округе РФ по состоянию на 1 кв. 2021г.:
В оптовую цену на бензин включается акциз, который уплачивают производители топлива. С 01.01.2021 акциз составляет – 13 262 руб./тонну. В 2022 году ставка акциза повышена на 3,4%.
Производимый бензин по качеству превосходит бензин АИ-95 поставляемый на рынок другими производителями. Однако цена реализации производимого бензина должна быть не выше средней оптовой цены с учетом акциза и НДС.
В дальнейших расчетах принимается текущая цена реализации бензина с учетом акциза и НДС в размере 54 550 руб./тонну, или 32 196 руб./тонну без учета акциза и НДС.
Выручка
Выручка завода равна продажам единственного товарного продукта - бензина АИ-95. Объем годовой реализации рассчитывается как произведение объема годового выпуска на оптовую цену. Оптовая цена реализации включает НДС, акциз, себестоимость и прибыль.
Выручка с НДС равна произведению объема годового производства бензина в натуральных показателях на прогнозную оптовую цену:
25 000 тонн х 54 550 руб./тонну = 1 363,75 млн. руб.
Объем реализации без НДС (ставка 20%):
1 363,75 млн. руб. / 1,2 = 1 136,46 млн. руб.
Сумма себестоимости в расчете на год:
25 000 тонн х 8 228,52 руб./тонну = 205,713 млн. руб.
Сумма уплачиваемого акциза равна произведению объема продукции на ставку акциза:
25 000 тонн х 13 262 руб./тонну = 331,55 млн. руб.
План продаж
План продаж соответствует производственной программе и прогнозу выручки.
В среднем планируются продажи в следующих объемах:
Прибыль
Прибыль рассчитывается как разница между объемом реализации без НДС и себестоимостью с акцизом:
1 136,46 млн. руб. – 331,55 млн. руб. – 205,713 млн. руб. = 599,197 млн. руб.
Налогооблагаемая база по прибыли уменьшается на сумму выплат процентов по займу. Сумма процентов по займу равна объему инвестиций умноженному на ставку 4% годовых, при этом срок строительства ЗТМ составляет 2,25 года (27 месяцев) и срок возврата займа 2,5 года (30 месяцев), всего 4,75 года.
1 398,61 млн. руб. х 0,04 = 56 млн. руб.
Принимая срок возврата инвестиций в течении 5 лет , усредненная сумма по годам получения и погашения займа за 5 лет:
56 х 5 = 280 млн. руб. в год.
Итого налогооблагаемая прибыль в расчете на год:
599,197 млн. руб. – 280 млн. руб. = 319,197 млн. руб.
Чистая прибыль за вычетом налога на прибыль по ставке 20% равна:
319,197 млн. руб. – 0,2 х 319,197 млн. руб. = 255,358 млн. руб. в год.
Сумма налога на прибыль – 63,839 млн. руб.
Из чистой прибыли выплачиваются вознаграждения финансовому брокеру за услуги по получению займа в размере 1% от суммы инвестиций:
1 398,61 млн. руб. х 0,01 = 13,99 млн. руб.
Данные платежи равномерно распределяются по сроку финансирования. Согласно принятой методике планирования расходов, указанные средства выплачиваются в первые 2,25 года с начала финансирования, но в учете будут отражены как убытки прошлых периодов, погашаемые в течение 5 лет. В среднем расчётно это составляет: 13,99 млн. руб. / 5 лет = 2,798 млн. руб. в год.
Оставшаяся часть чистой прибыли направляется на погашение займа. Размер источника погашения займа «чистая прибыль» составляет:
255,358 млн. руб. – 2,798 млн. руб. = 252,56 млн. руб.
Возврат займа
На возврат инвестиционного займа направляются 100% амортизационных отчислений в сумме 93,33 млн. руб. и оставшаяся часть чистой прибыли в сумме 252,56 млн. руб.
Всего сумма источников погашения инвестиционного займа составляет:
93,33 млн. руб. + 252,56 млн. руб. = 345,89 млн. руб. в год.
11. Показатели эффективности проекта
Инвестиции принимаются в размере капвложений без учета НДС – 1 398,61 млн. руб. Для оценки экономической эффективности инвестиций применяются следующие показатели:
Источники возврата инвестиций.
На возврат инвестиционного займа направляются 100% амортизационных отчислений в сумме 93,33 млн. руб. и оставшаяся часть чистой прибыли в сумме 252,56 млн. руб.
Всего сумма источников погашения инвестиционного займа составляет:
93,33 млн. руб. + 252,56 млн. руб. = 345,89 млн. руб. в год.
Норма доходности инвестиций.
Норма доходности на капитал рассчитывается как отношение чистой прибыли к инвестициям:
(255,358 млн. руб. / 1 398,61 млн. руб.) х 100% = 18,26%
Рентабельность.
Рентабельность определяется как отношение чистой прибыли к полной себестоимости:
(255,358 млн. руб. / 205,713 млн. руб.) х 100% = 124,13%
Простой срок окупаемости.
Простой срок окупаемости (недисконтированный) определяется как отношение суммы инвестиций к сумме источников возврата.
Простой срок возврата инвестиций:
1 398,61 млн. руб. / 345,89 млн. руб. = 4,04 года
Сводные показатели проекта
Рассмотренный пример проекта строительства завода моторных топлив, утилизирующего выбросы парниковых газов ТЭС в Миллеровском районе Ростовской области, показывает высокую эффективность разработанной технологии и предлагаемых конструкторско-технических решений.
Применение кавитационных технологий позволит решить вопросы по обезвреживанию выбросов парниковых газов в глобальном масштабе, что обеспечит экологическую безопасность для будущих поколений.