Технология лазерной абляции
Технология абляции заключается в проникновении лазера на поверхность материала в зависимости от длины волны и показателя преломления материала мишени. Высокое электрическое поле, создаваемое лазерным излучением, достаточно для удаления электронов из объемного образца. Сгенерированный свободный электрон сталкивается с атомами основного образца, при этом происходит передача энергии. Это приводит к нагреву поверхности, за которым следует испарение. Когда поток лазерного излучения достаточно высок, материал переходит в состояние плазмы, включая атомы, молекулы, ионы. Лазерная абляция происходит либо в вакууме, либо в газовой среде.
Используемый в различных промышленных областях, этот процесс может создавать постоянные метки (лазерная маркировка), удалять загрязнения и покрытия с поверхностей (лазерная очистка), изменять шероховатость детали (лазерное текстурирование), прорезать поверхность оптоволоконным резаком (лазерная резка) и многое другое.
Он был изобретен в 1958 году, когда Гордон Гулд предложил метод Q-switching для получения импульсных лазерных лучей. Импульсные лазеры могут достигать высокой пиковой мощности необходимой для удаления материала.
В современной обрабатывающей промышленности для генерации лазерной абляции широко используются лазерные системы на CO2 и волоконных лазерах. Хотя эти лазеры используются с разными материалами, они генерируют лазерную абляцию одинаково. У всех материалов есть порог абляции. Это свойство уникально для каждого материала. Когда интенсивность, создаваемая лазером, выше порога абляции материала, происходит абляция материала. Но если интенсивность ниже порога абляции, ничего не происходит, кроме небольшого повышения температуры.
Материалы, которые выжигаются на поверхности, испаряются в виде паров. Хотя эти испарения минимальны, обычно требуется система вытяжки дыма вблизи лазера, чтобы избежать их скопления.
Промышленное применение абляции лазером
Лазерная очистка
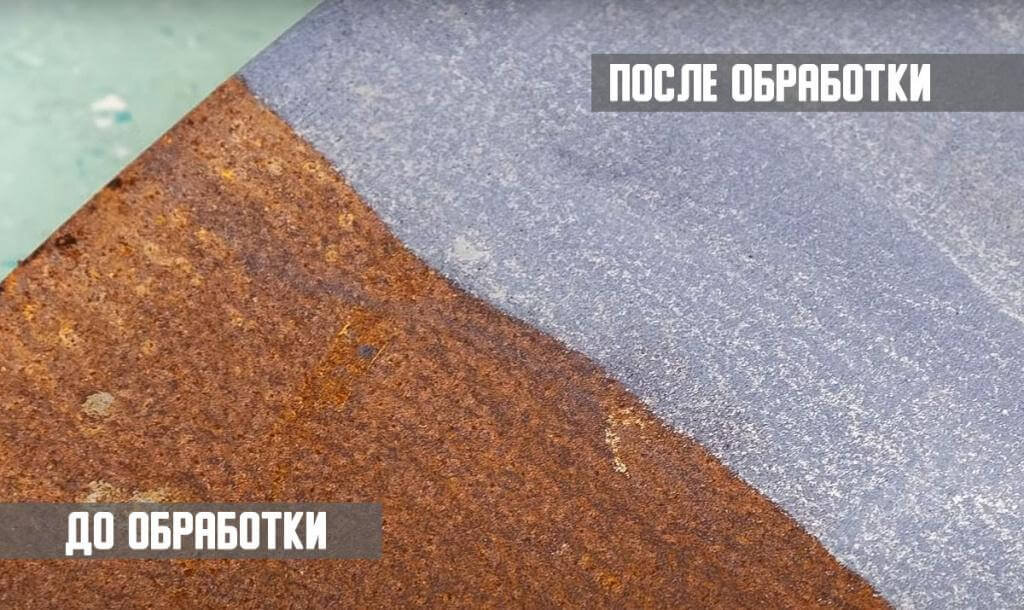
Лазерная очистка может удалять тонкие пленки таких материалов, как ржавчина, оксид и краска с поверхностей путем разрушения химической связи, удерживающей их вместе. Лазерная очистка металла от ржавчины производится при помощи абляции – импульсного излучения, вызывающего испарение оксидной пленки. Она «приподнимается» над поверхностью в форме плазменного облака и рассасывается. Абляция происходит на границе двух фаз: газообразной и конденсированной – и начинается благодаря резкому перепаду температур (оборудование нагревает основание до +16500 градусов).
Лазерная маркировка
Лазер создает постоянную маркировку на поверхности деталей. Она часто используется для обеспечения прослеживаемости деталей путем создания таких идентификаторов, как матричные коды, QR-коды, буквенно-цифровые символы и серийные номера. Она также используется для идентификации продукции с помощью логотипов. Лазерная маркировка может быть выполнена на большинстве металлов, некоторых пластмассах, а также других органических материалах.
Лазерное травление и гравировка
Для типичных штрих-кодов абляция выполняется в пределах 100 микрон от поверхности, но глубокая гравировка может использоваться и для более глубокого проникновения.
Линзы с более коротким фокусным расстоянием (например, 2-дюймовые линзы) предназначены для лазерной гравировки или резки тонких деталей за один проход. Линзы с более длинным фокусным расстоянием (например, 4-дюймовые линзы) лучше подходят для резки плотных материалов.
Не во всех процессах лазерной гравировки используется лазерная абляция. Лазерный отжиг, например, не аблирует материалы, он маркирует металлы, такие как нержавеющая сталь, вызывая изменение цвета под поверхностью, что сохраняет коррозионную стойкость материала.
Читать полностью: https://laserstore.ru/blog/tehnologiya-lazernoy-ablyacii/