"Книжные раскопки" начинают новый цикл статей — что еще нового и интересного японцы выяснили про свои мечи и традиционную металлургию за последние 20-25 лет. В этой статье речь пойдет об исследовании механизма кузнечной сварки во время процессов цуми-вакаси (tsumiwakashi) и орикаэси (orikaeshi, орикаэсигитаэ).

Короткая справка: во время цуми-вакаси сваривают раздробленную на мелкие куски (1-2 сантиметра) сталь с примерно одинаковым содержанием углерода. Орикаэси — многократная проковка со сложением полученной заготовки. Подробности — например, в книге Баженова. Частично они будут описаны далее в статье.
В 2011 году японскими учеными были опубликованы результаты изучения этих процессов при помощи датчиков, помещенных непосредственно в свариваемый металл.
Схема датчика, позволяющего измерять температуру и парциальное давление кислорода в атмосфере между свариваемыми кусками металла:
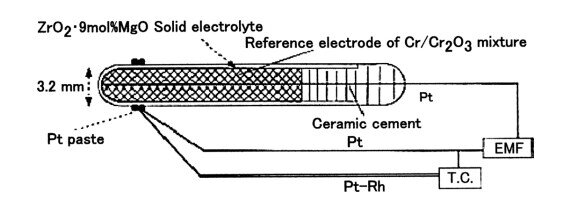
Парциальное давление замерялось за счет реакции твердого электролита с кислородом. Температура — термопарой. Если кому нужны подробности - в тексте исходной статьи они приведены.
И как датчики выглядели на разных стадиях эксперимента:
Полный цикл ковки датчики не выдерживали... Однако данные снять позволили.
Опыты проводились с традиционно полученной тамахаганэ, изготовленной в печи татара Общества по сохранению японских художественных мечей (Nippon Bijutsu Token Hozon Kyokai) в префектуре Симанэ. Чтобы учесть многообразие кузнечных школ, опыты проводились в мастерских двух разных кузнецов, в удаленных друг от друга префектурах Нара и Чиба. С первым из кузнецов, по традиции, работало трое молотобойцев, второй пользовался молотом с электроприводом.
Цуми-вакаси и орикаэси
Кусок исходной стали был разогрет, откован в платину около 10 миллиметров толщиной, закален и разбит на кусочки. Затем из той же стали была откована лопатка размером примерно 10 х 6 сантиметров с прутом-ручкой (тэко, teko), и на нее примерно в 6 слоев как можно плотнее уложены кусочки стали. Затем все было обернуто рисовой бумагой, обильно намочено, обмазано смесью грязи доро (упрощенно — очищенный ил) и пепла рисовой соломы. Строго по традиции, единственным отступлением была установка датчиков.
Затем лопатка отправилась в горн. Пламя угля сначала было сине-фиолетовым, затем, примерно через 30 минут, оно стало желтеть и превратилось в оранжевый. Шлак на поверхности металла закипел. Затем, появились первые яркие белые искры, и через некоторое время они стали пронизывать все пламя. По-японски это называется "wakibana" (沸き花, "кипящие цветы").
Традиционно, именно этот момент считается оптимальным для начала кузнечной сварки. Лопатку тэко достали из горна, легко (очень легко) проковали и отправили снова в горн. Затем — повторение процесса. Это karizuke, временная сварка. И наконец, еще один нагрев до wakibana и окончательная сварка honzuke. Перед каждым нагревом металл заново покрывался смесью ила и золы. Отличия между первым и вторым кузнецом состояли в температуре нагрева, и в том, что второй кузнец использовал только одно karizuke, одну предварительную сварку.
Если первый нагрев занял около 45 минут, то последующие требовали только 5-6 минут. Сама ковка занимала только примерно 2 минуты на один проход, чтобы металл не успел остыть.
При проковке из заготовки выплескивался красный шлак. Всего учеными было собрано и проанализировано три вида шлака: со дна кузнечного горна, кипящий шлак с поверхности металла и шлак, выплескивавшийся при ковке.
Орикаэси
Это операция была выполнена только первым кузнецом. Полученная в результате цуми-вакаси сталь была надрублена, сложена пополам и снова сварена. Процесс был повторен трижды.
Результаты измерений и их смысл
В силу большей силы ударов второго кузнеца, в его кузнице удалось измерить только температуру внутри заготовок — датчики кислорода не выдерживали, как не выдержали они и финальной проковки в последней стадии орикаэси первого кузнеца. Удобнее смотреть на графиках.
В ходе первого эксперимента очень хорошо заметно, что температурным пикам соответствуют и пики давления кислорода.
Температура внутри заготовки подтверждается и результатами анализа шлаков.
Шлак С, выплескивающийся при ковке, может быть жидким только при температуре выше 1200 градусов Цельсия.
А еще видно, что зафиксированная датчиками температура низка. Слишком низка для того, чтобы куски стали сварились друг с другом. Однако сварка происходит. В чем же дело? А дело в том, что датчик фиксирует свою температуру. А не температуру между свариваемыми поверхностями — он просто слишком велик для этого. Чтобы установить эту температуры, ученые предложили внимательней рассмотреть полученные продукты и определить распределение углерода в них.
Карта проб:
И результаты анализа:
Главное, что видно — углерод потеряли не тонкие слои, а около трети-четверти от общей толщины образца. Как это могло произойти? Единственным образом — металл в этих слоях расплавился во время сварки. Именно этому процессу будет соответствовать такая потеря углерода.
Откуда же берется тепло? Из горения железа и углерода, выделяющегося из стали. Интересующихся точным расчетом отошлю к источнику (ссылка в конце).
Итак, еще раз весь процесс с начала до конца:
Смесь ила и золы образует легкоплавкий флюс (температура плавление 700-900 градусов Цельсия), которых обволакивает куски металла. При нагреве примерно до 1100 градусов Цельсия образуется фаялитовый шлак с высоким содержанием оксида железа FeO. При этом натрий, содержавшийся в золе, попадает в выделяющийся из кипящего шлака газ. В результате чего мы начинаем наблюдать оранжевое пламя, соответствующее спектральной D-линии натрия.
Затем, при дальнейшем повышении температуры, мы начинаем наблюдать белые искры. Начинает гореть железо, что еще более повышает температуру между его кусками. Выделяющийся из-за повышения температуры из металла углерод окисляется до CO, еще более поднимает температуру, и уносит все больше мельчайших частиц железа из жидкого шлака. Возникает облако искр wakibana. И этот момент как раз соответствует оптимальному моменту для сварки, что давно было замечено кузнецами, а теперь подтверждено учеными. При ударах молота пленка жидкого шлака, находившегося между кусками металла, разрушается, и металл сваривается.
Получившийся шов при этом очень характерен. Полоса феррита между зонами перлита с небольшими включениями шлаков не между перлитом и ферритом, а внутри ферритовой зоны.
Источник: "Механизмы кузнечной сварки..." Нагата, Ватанаби, Кагия, 2011. DOI 10.2355/tetsutohagane.97.637 .
Подробности и точные ссылки – в карточке статьи на Kopist.site.
Подписка, комментарий, лайк или репост помогут развитию канала! Спасибо!