Знаете ли Вы, что на токарно-фрезерных станках с ЧПУ, не имеющих ось Y можно обрабатывать шестигранники?
Достаточно использовать функцию G12.1 и появляется виртуальная ось С, которая может заменить ось Y при выполнении подобных задач.
Публикуем пример программы обработки шестигранника c помощью функции полярной интерполяции.
Интерполяция в полярных координатах с использованием осевого приводного инструмента по коду G12.1 Пример
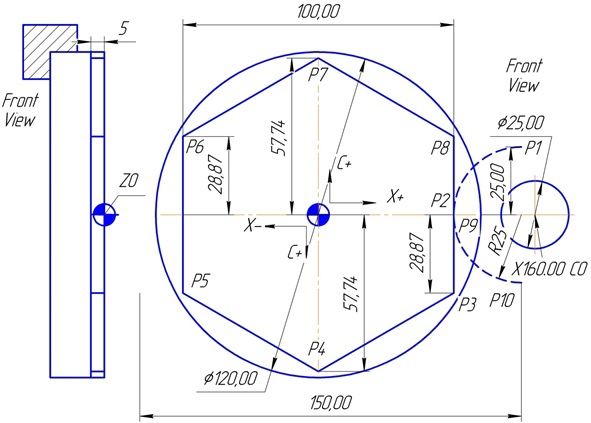
радиус режущей кромки = 12.5, вектор режущей кромки = 0.
УП обработки детали
О1001 (EXAMPLE 1);
(ОСЕВОЕ ФРЕЗЕРОВАНИЕ В ПОЛЯРНЫХ КООРДИНАТАХ);
G54 G21 G99 G40;
G0 G28 U0 W0;
Т0909;
М97; (ВКЛЮЧЕНИЕ ОСИ С)
M94; (ВЫЗОВ ПРИВОДНОГО ИНСТРУМЕНТА)
G28 C0;
S2500 М3;
Z3;
X160;
G12.1;
M08;
G1 G41 X150 C25 F2000;
Z-5;
G3 X100 C0 R25 F75;
G1 C-28.87;
X0 C-57.74;
X-100 C-28.87;
C28.87;
X0 C57.74;
X100 C28.87
C0;
G3 X150 C-25 R25;
G1 Z3 F2000;
G40 X160;
M9;
G13.1;
M5;
G28 C0;
M93; (ВЫКЛЮЧЕНИЕ ОСИ С)
G28 U0 W0;
М30;
Это и многое другое мы разбираем на курсе для наладчиков и программистов станков с ЧПУ «Программирование и наладка станков с ЧПУ Fanuc (продвинутый уровень)»