Для сооружения магистральных линий, коммуникаций и систем для транспортировки рабочих сред используют полиэтиленовые и стальные трубы
Внешнее и внутреннее состояние трубопровода зависит от влияния атмосферы, а также протекающих физико-химических процессов. Однако дефекты металлических труб могут возникнуть вследствие слабого контроля качества продукции на заводе, а также несвоевременного обслуживания.
В зависимости от формы, размеров и особенностей дефектов и различают строительные и технологические. Поговорим об этом подробнее.
Основные типы повреждений
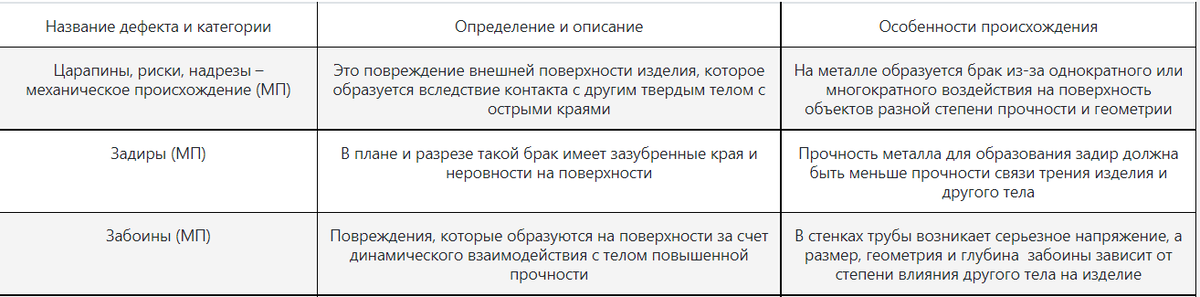
Существует масса видов дефектов трубы. Приведем таблицу для упрощенного представления информации.
Подробнее — на нашем сайте
Выше рассмотрели основные дефекты труб. Теперь подробнее об ошибках, которые снижают качество сварных изделий.
Дефекты сварных швов
Есть внутренние дефекты труб и внешние. Начнем со второй категории:
- Горячие трещины – образуются во время кристаллизации металла вследствие снижения его пластичности и способности к растягиванию. Трещины появляются на границах зерен кристаллической решетки изделия.
- Холодные трещины – возникают после остывания сварного шва вследствие повышенного напряжения из-за фазовых превращений.
- Поры – это полости внутри сварного шва, заполненные газом, который не успел выйти наружу. Они бывают округлыми или вытянутыми, а размеры зависят от особенностей пузырьков газа. Главная причина образования – это некачественная обработка поверхности, наличие ржавчины, примесей и других загрязнений.
- Шлаковые включения — это полости из шлаков, которые не успели всплыть. Они образуются при повышенной скорости сварки, а также некачественной подготовке свариваемых частей.
- Вольфрамовые включения – они образуются на сварном шве при использовании вольфрамовых электродов. Феномен появляется из-за нарушенной техники безопасности, а также коротких замыканий.
Внешние дефекты следующие:
- Непровар – это отсутствие сплавления между частями металла из-за недостаточной силы тока, нарушения техники сварки, некачественной подготовки рабочей поверхности.
- Подрез – это образование углубления по линии основного металла и сварного шва. Брак распространен из-за высокой скорости сварки, а также повышенного напряжения дуги.
- Наплыв – это натекание на основной металл без сплавления. Явление возникает из-за недостаточной скорости сварки, пониженного напряжения дуги.
- Прожог – это сквозное отверстие на основном металле вследствие малой скорости сварки при большом токе.
- Незаваренный кратер – это образование углубления в местах резкого отрыва дуги от конца сварочного шва. Брак возникает из-за низкой квалификации работника.
- Поверхностное окисление – это окалины или оксидная пленка, которая образуется из-за некачественной обработки рабочей поверхности, некорректной регулировки подачи защитного газа.
- Свищ – это углубление в виде воронки, которое образуется на сварочном шве из раковины или крупной поры. Дефект заметен визуально, а для устранения нужна переварка соединения.
Дефекты стальных труб рассмотрены, теперь пришло время технологий и инструментов, которые помогут в определении брака.
Методы определения дефектов трубопроводов
Создано и запатентовано несколько способов определения брака металлических изделий и трубопровода в частности. Главная задача – создать условия для устранения дефектов труб. Наиболее популярные методики:
- Вихретоковые – метод основан на использовании и измерении вихревых токов, которые возникают поблизости от внутренних дефектов. Информацию о характере и особенностях брака получают после обработки выходных сигналов . Главное преимущество – это повышенная скорость диагностики и минимальная погрешность.
- Ультразвуковые – такие приборы основаны на эхо-методике и методе теневого контроля. Ультразвуковой сигнал подается на сварной шов, и фиксируются акустические изменения. Преимущество – это универсальность подхода для металлических и пластиковых изделий.
- Магнитопорошковые – это самый наглядный способ определения трещин. Оператор наносит порошок на сварной шов и за счет магнитного поля выявляет брак. Преимущество – это быстрое и точное определение дефектных участков, однако крупногабаритные детали сложно потом размагнитить.
Для полипропиленовых труб используют также акустическую аппаратуру. Дефекты металла возникают из-за некачественного технологического процесса, брака производства. Также на это влияет несоблюдение требований по подготовке рабочей поверхности под сварной шов.