Каждый кто вступил на скользкий путь 3D печати, одним из первых вопросов с которыми столкнулся это подбор оптимальной температуры печати. А одним из следующих вопросов это подбор экструзионного множителя (потока) и ретрактов. Эти параметры очень желательно подбирать для каждой новой катушки пластика. Энтузиастами придумано много способов и тестов для подбора этих параметров, но мне понравились тесты которые входят в SuperSlicer. SuperSlicer основан на PrusaSlicer. В отличие от PrusaSlicer, в SuperSlicer добавлено множество тонких настроек печати (на мой взгляд даже очень много, лично меня они даже пугают). А эта публикация о тестах для калибровки параметров печати которые входят в SuperSlicer. Мне они кажутся оптимальными по достаточности и расходу пластика и времени.
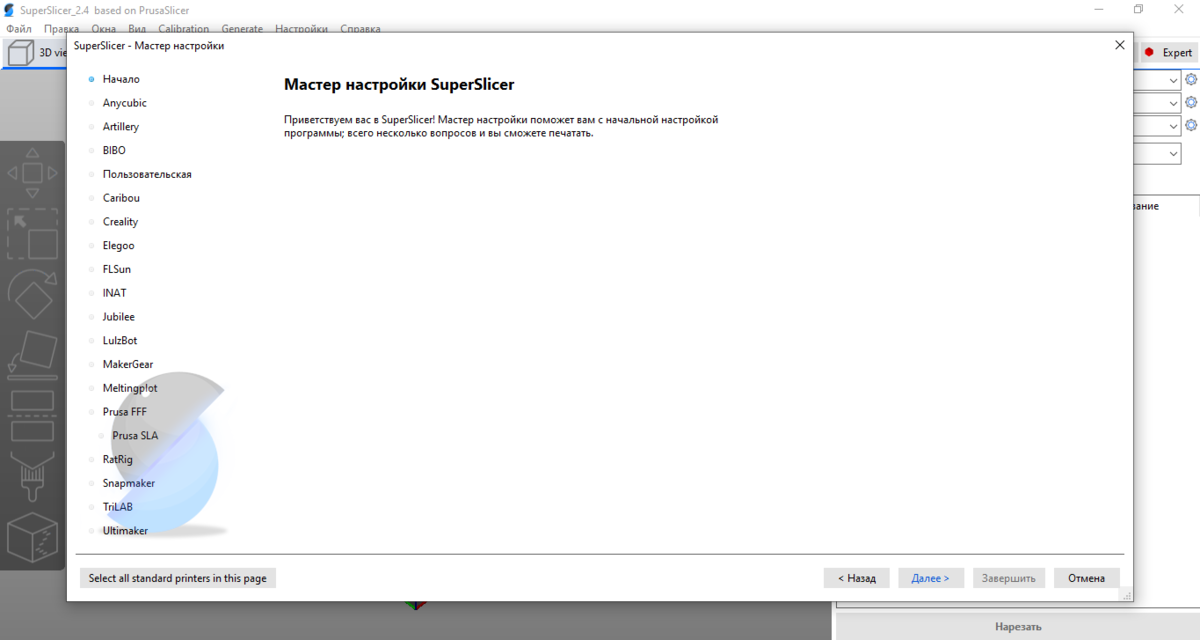
Первым делом загружаем SuperSlicer. При первом запуске у нас открывается мастер настроек, который я советую закрыть и сделать минимальные настройки вручную. На самом деле в мастере настроек множество принтеров и пластиков, может кто и найдет свой, но это не мой случай.
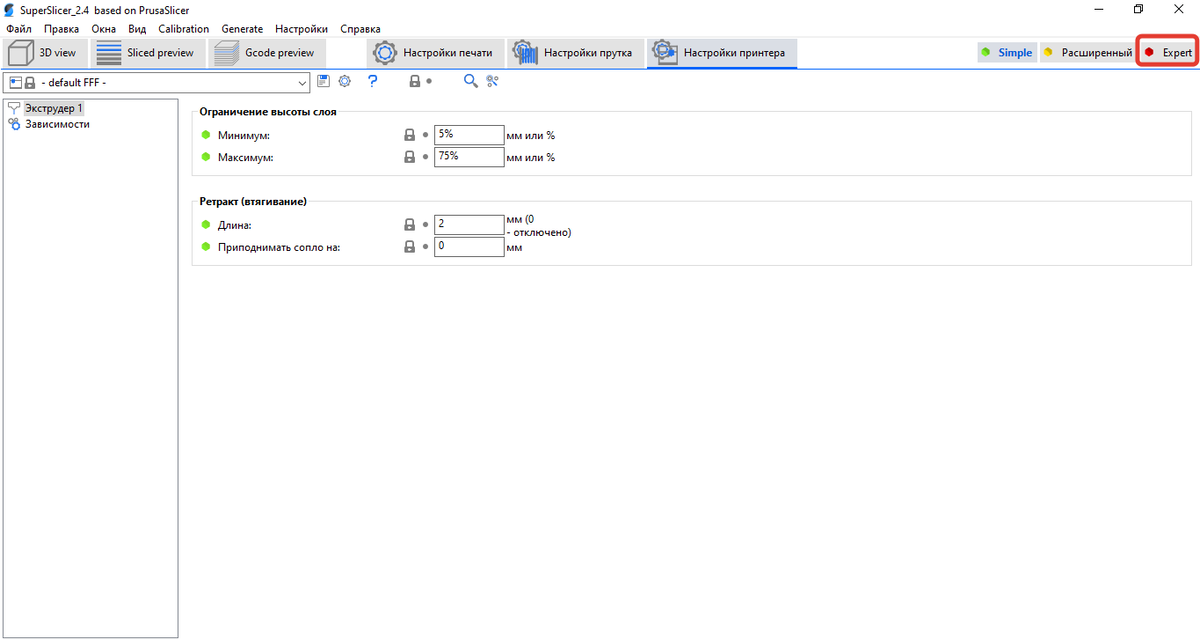
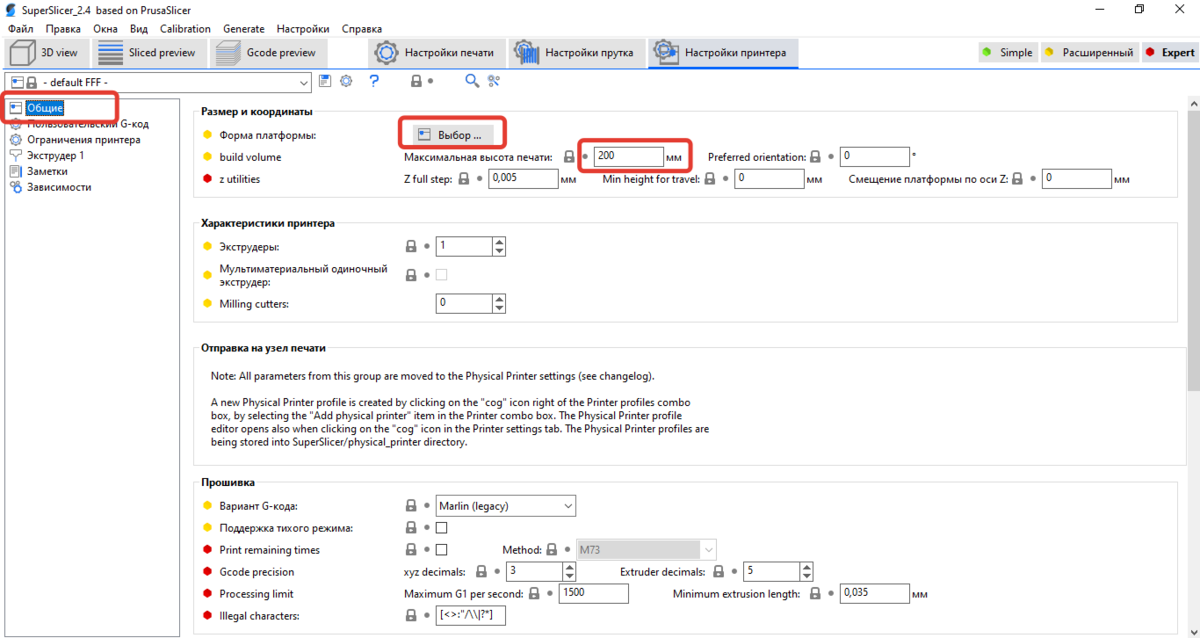
Идем во вкладку "настройки принтера" и включаем режим "Expert". Выбираем вкладку "Общие", задаем форму платформы через кнопку выбор и высоту печати принтера. Выбираем прошивку под управлением которой работает принтер. Во вкладке "Экструдер" выбираем диаметр сопла. Жмем кнопку сохранить и вводим имя своего принтера (произвольное).
Переходим во вкладку "Настройки прутка", задаем диаметр, температуру экструдера и температуру платформы. Сохраняем настройки и даем им имя. Переходим во вкладку "Настройка печати". В разделе "Нарезка" проверяем высоту слоя. В разделе "Заполнение", я бы поставил "Прямолинейный", но пока это не обязательно. В разделе "Skirt&Brim" увеличиваем количество периметров, тоже не обязательно, но я делаю 3.
Если принтер поддерживает управление по сети, то для удобства можно зайти во вкладку "Настройки принтера", кнопка с шестеренкой. Задать имя принтера (ну или фамилию, это добавиться к имени). Выбрать тип устройства, IP адрес и нажать кнопку тест. Если тест успешный, закрываем и жмем "Ок".
Калибровка температуры (filament temperature)
Приступаем к созданию модели для калибровки температуры. Идем на вкладку "Calibration", пункт "Filament temperature calibration". "Nb down" - количество шагов вниз от температуры установленной в настройках филамента, "Nb up" - количество шагов вниз, "Steps" - шаг изменения (10 градусов по умолчанию). Если к примеру 240 градусов в настройках и шаг 10 градусов, то получаем модель как на картинке. Можно отправлять на печать, а можно сдвинуть на столе нажав "3D view", потом "Нарезать"
Если управление удаленное, можно отправить в принтер прямо из SuperSlicer. Нажимаем кнопку "G" и "Отправить".
Печатаем и получаем вот такую красоту.
В отличие от простой температурной башни тут можно посмотреть печать мостов при разной температуре, меленькие периметры. Не стесняемся аккуратно разобрать модель для выяснения на какой температуре спеклось хорошо. Выбираем оптимальный вариант и заносим его в настройки филамента.
Калибровка потока (filament flow)
Приступаем к калибровке потока. Ее разработчик предлагает провести в два этапа. На первом проверяем значение множителя экструзии (выставляем) "1". Идем в меню "Calibration", пункт "Filament Flow calibration". Жмем "Generate 10% intervals around current value". На этом этапе у нас сгенерируется модель со значениями потока: -20%, -10%, 0, +10%, +20%. Далее я сдвигаю модель на край стола, что бы не дожидаясь остывания приступить ко второму этапу. Это делать не обязательно, тем более если стол не позволяет. Печатаем.
Завершения печати можно не дожидаться, в моем случае при 0 наблюдается переэкструзия. Последний слой этих элементов печатается в режиме разглаживания, поэтому лишний пластик собирается соплом в ближний правый угол. Ну и обращаем внимание на заполнение и печать колечка. На фото отпечатано оба этапа, первый этап справа.
Приступаем ко второму этапу. Выставляем значение множителя экструзии согласно первому этапу. В моем случае менять ничего не надо. А если например переэкструзия на -10%, я выставляю 0.9. Идем в меню "Calibration", пункт "Filament Flow calibration". Жмем "Generate 2% intervals around current value". На этом этапе у нас сгенерируется модель со значениями потока: -8%, -6%, -4%, -2%, 0. Далее я сдвигаю в другую сторону, нарезаю и отправляю на печать.
Смотрим что вышло (фото выше). -2% переэкструзия, -4% нормально. Выставляем в настройки филамента множитель 0.96. Если, например, при печати второго этапа стояло 0.9 и нормальный элемент был со значением -4%, то выставить надо 0.86.
Калибровка ретрактов (retraction)
Выбираем в меню "Extruder retraction calibration". "Step" - шаг изменения ретракта, для direct-экструдера выбрать 0.1 или 0.2 (я 0.1 выбираю), для bowden-экструдер 0.5 или 1. "Start temp" - по умолчанию берется из настроек филамента. При тесте можно задать печать нескольких элементов, каждый последующий печатается с пониженной температурой, крайне рекомендую для пластика PetG делать хотя бы 2 элемента. Настройка "Temp decr" как раз задает количество элементов и шаг температуры. Пластик PetG капризный к температуре и если температура выше необходимой то ретракт можно вообще не настроить должным образом. Отправляем на печать.
У меня direct-экструдер. Я хотел сделать фото наиболее показательны и сделал тест с ABS, PLA, Flex, PetG. На всех пластиках получился ретракт в районе 0.2-0.3 и только Flex в районе 0.5-0.6. Если bowden-экструдер, то тест более показательный.
Дальше просто. Берем шаг изменения ретракта и умножаем на количество ступенек до высоты с отсутствием подтеков. Результат заносим в настройки филамента, переопределения прутка. Или в настройки принтера, "Экструдер 1".
После проведения этих трех тестов, пластик PetG на принтере с bowden-экструдером и цельнометаллическим горлом у меня печатался слегка с волосинками и без пробок.
Спасибо, что дочитали до конца. Подписывайтесь на этот канал.
Также что б ни чего не пропустить подписывайтесь на мое сообщество ВК и канал Telegram
https://vk.com/cncand3d
https://t.me/cncand3d