Что такое сварочные электроды?
Сварочный электрод – это расходный материал, который представляет собой прут из металлического или неметаллического материала, способного проводить ток. Электроды обеспечивают подачу напряжения от сварочного аппарата к свариваемой детали и используются как в домашнем строительстве, так и при возведении крупных промышленных объектов.
Необходимость в сварочных электродах возникла в конце 19-го века с появлением дуговой сварки, ставшей возможной благодаря изобретению электричества. Однако изначально дуговая сварка не давала нужной прочности соединения из-за несовершенства проводящего элемента. Все изменилось в 1911 году, когда Оскар Кельберг запатентовал новое изобретение – сварочные электроды с покрытием, которое позволило добиться необходимой прочности соединения, а также увеличило защиту области сварки.
Плавящиеся и неплавящиеся электроды
Электроды бывают плавящиеся и неплавящиеся. Они различаются способом образования сварочного шва и материалом, из которого изготовлены.
Неплавящиеся электроды изготавливаются из неметаллических и металлических тугоплавких материалов: вольфрама, угля, графита. Они обладают высокой температурой плавления и большой проводимостью.
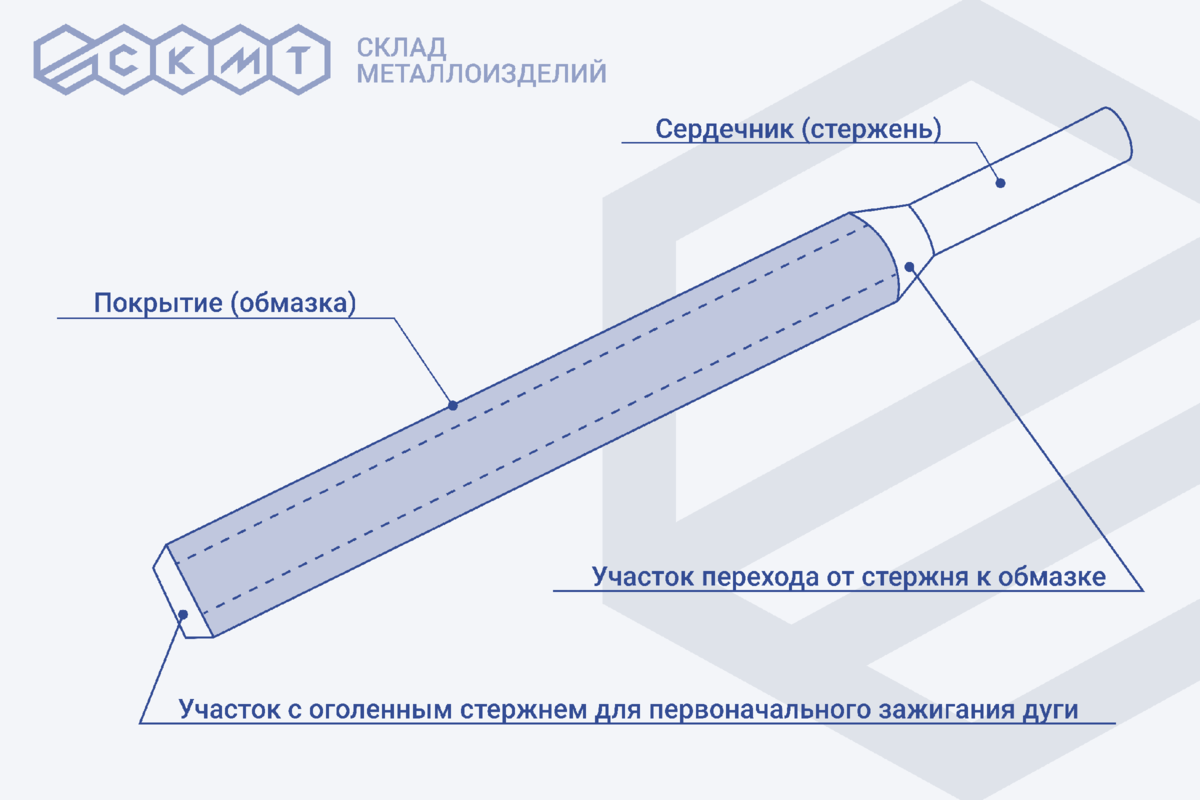
В свою очередь при изготовлении плавящихся стержней используются как металлы (сталь, медь или алюминий), так и неметаллические материалы. Плавящийся сварочный электрод состоит из сердечника (основы электрода из проволоки) и обмазки (покрытия). За счет последнего плавящиеся электроды обеспечивают высокое качество сварочного шва и предотвращают попадание вредных включений в сварочную ванну.
Электроды для ручной дуговой сварки
Ручная дуговая сварка – один из наиболее популярных методов сварки, заслуживший признание за счет простоты реализации, дешевизны, а также широкого спектра применения. При дуговой сварке тепло для плавления металла выделяется за счет появления электрической дуги между металлическим изделием и электродом.
Процесс дуговой сварки можно разделить на несколько этапов:
1. Подготовительный этап. При подготовке к сварочным работам необходимо тщательно очистить и закрепить все поверхности, подготовить необходимые расходные материалы.
2. Образование электрической дуги. Для создания дуги следует подать напряжение и быстрыми движениями прикоснуться электродом к металлу.
3. Создание сварочного шва. Положение при сварке зависит от покрытия, назначения и марки электрода.
4. Финальная обработка. На этом этапе убираются все неровности и лишняя окалина.
На качество сварного соединения влияют такие параметры как сила тока, диаметр используемого стержня и напряжение. Кроме того, важно иметь в виду, что сварочные работы с постоянным током дают узкий шов, а с переменным – широкий.
Для ручной дуговой сварки подходят как плавящиеся, так и неплавящиеся электроды, однако принцип формирования сварочного соединения будет отличаться:
Для плавящихся электродов.Во время сварочного процесса вначале начинается плавление сердечника электрода. Находясь в расплавленном состоянии, металлы электрода и изделия образуют сварочный шов. В свою очередь обмазка сгорает и выделяет газ, который защищает зону сварки от влияния содержащихся в воздухе кислорода и азота, а также стабилизирует горение дуги и улучшает качество соединения.
Для неплавящихся электродов. При реализации сварки в сфере защитного газа дуга создается между электродом и свариваемым материалом основания. Шов заполнится металлом свариваемых частей после того, как кромки металла основания расплавятся посредством возникающего тепла.
В настоящее время выделяют более 200 видов плавящихся сварочных электродов, которые различаются по покрытию, марке, диаметру, материалу сердечника и т.д. Ввиду такого разнообразия универсальной классификации электродов не существует.
Выделяют 3 основных характеристики для разделения:
- по назначению;
- по толщине покрытия;
- по типу покрытия.
Виды электродов по назначению
По назначению сварочные электроды можно разделить на 5 основных групп:
1. Для сварки низколегированных конструкционных и углеродистых сталей с показателем временного сопротивления на разрыв не более 600 Мпа;
2. Для сварки легированных конструкционных сталей, которые обладают показателем временного сопротивления на разрыв более 600 Мпа;
3. Для легированных теплоустойчивых сталей;
4. Для высоколегированных сталей, обладающих особыми свойствами;
5. Для наплавки поверхностных слоев с особыми свойствами.
Виды электродов по толщине покрытия
От правильного выбора толщины покрытия зависит результат работы. Основной показатель для разделения электродов по толщине покрытия – это отношение диаметра покрытия (D) к диаметру сердечника электрода (d). По данному критерию электроды бывают:
1. С тонким покрытием (D/d ≤ 1,20): не создает достаточной степени защиты сварочного шва, поэтому он получается хрупким и пористым. Электроды с таким покрытием рекомендуется применять для выполнения сварочных шов неответственных конструкций;
2. Со средним покрытием (1,20 < D/d ≤ 1,45);
3. С толстым покрытием (1,45 < D/d ≤ 1,8). Обеспечивает высокопрочный сварочный шов, что важно для изделий, подвергающихся воздействию высоких температур и агрессивных сред.
4. С особо толстым покрытием. (D/d > 1,8). Электроды с большим слоем обмазки рекомендуется использовать для сварки ответственных конструкций.
Виды электродов по типу покрытия
Покрытие – сочетание порошкообразных материалов, которые нанесены на сердечник электрода. От правильного выбора покрытия зависит будущий результат и скорость проделанной работы.
Типы покрытия:
- Целлюлозное (Ц). Электроды с целлюлозной обмазкой обеспечивают хорошее горение дуги при постоянном токе. Однако данное покрытие дает непластичный шов, в связи с чем использовать стержни с целлюлозным покрытием лучше всего при проведении сварочных работ на изделиях небольшой толщины, выполненных из низкоуглеродистой стали.
- Кислое (А). Стержни с кислым покрытием хорошо работают как при постоянном, так и при переменном токе. Они минимизируют риск образования пор в сварочном шве. Однако будьте осторожны при использовании таких электродов, так как кислое покрытие является наиболее токсичным из имеющихся.
- Рутиловое (Р). Наиболее экологичное покрытие. Электроды с рутиловой обмазкой хорошо работают с изделиями, имеющими следы окалины или ржавчины и пригодны для сварки в любых пространственных положениях.
- Основное (Б). Большинство марок электродов с основным покрытием обеспечивают стабильное горение дуги только при постоянном токе. Шов, созданный с применением электродов с данным покрытием, имеет высокую степень защиты от горячих трещин. Будьте внимательны – перед использованием стержни с основной обмазкой нужно прокалить, чтобы минимизировать риск образования пор в шве.
- Прочее (П). Подобное обозначение имеют электроды с покрытием смешанного типа.
При выборе электродов помимо технических характеристик необходимо также обращать внимание на производителя. Электроды одной и той же марки могут обладать разными свойствами в зависимости от того, на каком заводе они произведены. На территории России работают насколько крупных производителей расходных материалов для сварки, одним из которых является Судиславский завод сварочных материалов. Сварочные электроды СЗСМ давно зарекомендовали себя на рынке, а их качество подтверждено сертификатами НАКС, Российского морского и речного регистра судоходства.
С 2017 года наша компания является официальным дилером СЗСМ, что дает нам возможность предлагать наиболее популярные марки электродов по оптимальным ценам как для оптовых, так и для розничных клиентов. Более подробно Вы можете ознакомиться с ассортиментом на нашем официальном сайте: https://skmt.ru/catalog/svarochnye_elektrody/.
В случае, если у вас остались вопросы по продукции и условиям доставки, вы всегда можете оформить обратный звонок на сайте skmt.ru или написать нам на почту hello@skmt.ru, и мы с удовольствием проконсультируем вас.
Совсем скоро мы порадуем вас новыми статьями. Следите за обновлениями!
Ваши СКМТ.