МАРКЕТИНГОВЫЙ ХОД – ПОЛНЫЙ ПРОВАР ИЛИ ПРОВАЛ?
Статья подготовлена при поддержке
ООО «Сварной» (https://www.svarnoy.ru/)
Маркетинговый ход – это внести безумцу бредовую идею через сеть, а далее ждать улова. "( Ему с три короба наврешь и делай с ним, что хош )"
Заразы развелось в мире не только биологической, но и информационной, которая кружит голову, предлагая сделать быстрее быстрого, используя для достижения цели неокрепшие умы экспериментаторов Ютуба.
На фотографиях не правильная работа лазерной сварки одного из сварщиков с Ютуба.
Лазерная сварка — это высоко технологичное, точное и эстетичное решение для эксклюзивных лицевых конструкций, позиционирующих красивый внешний вид, с решением уйти от сопутствующих деформаций.
Вступление
Ручная аргонодуговая сварка (РАД; tig) и лазерная сварка в какой-то степени сопоставимы. Если первая обладает силой дуги от неплавящегося электрода, то вторая предполагает, что энергия, подающаяся по оптоволокну, преобразуется в сконцентрированный луч, который проходит через стекла, а также ряд оптических линз и плавит металл гораздо быстрее своего технологического предшественника. Сварочные процессы двух рассматриваемых версий очень похожи, так как оба проходят через защиту инертного газа и поэтому во время сборочных и в сварочных процессах работают комбинированно. Комбинация двух рассматриваемых видов в современном производстве просто необходима, особенно, если это касается жизненно важной нержавеющей стали, изящной латуни для облицовочных работ, тонкого, легкого, прочного алюминия и других сплавов. Лазерная сварка — это фундаментальная опора, сильнейшая поддержка в решении от будущих сопутствующих деформаций указанных сплавов.
Скорость
Скоростные характеристики лазерной сварки не рассчитаны вести сварочный процесс со скоростью своего старшего брата. Если же вести процесс со скоростью, обычно использующейся в tig(меньшей, чем необходимо для лазерной сварки), то это может испортить высокоточное технологическое решение. Однако маркетинговый ход для поднятия продаж звучит так: «Лазер сваривает 2, 3 и даже 4 мм. за один проход».
Такое технологическое решение сносит голову бизнесменам, утверждающим, что вот мы сейчас приобретем, настроим, сварим быстро на раз-два, реализуем нашу продукцию быстрее, но тут наступает кульминация разочарований, кроющихся в самом сварочном процессе.
1. При длительных постоянных температурных нагрузках в низком скоростном режиме лазерной сваркой на максимальной мощности происходит нагрев медного наконечника, который передает высокую температуру на пистолет с датчиком температуры, и вот тут система безопасности снижает мощность лазера. Назовем, приехали!
2. При длительных постоянных температурных нагрузках сменная линза, защитное стекло быстрее выходят из строя, получая многочисленные прострелы от луча, что приводит к разбалансировке концентрации необходимой силы луча для плавления стали.
3. Возможный сбой прошивки программного обеспечения из-за частых срабатываний системы безопасности для избежания перегрева.
4. Система охлаждения не охлаждает наконечник на пистолете.
5. Копоть и брызги во время сварочного процесса при медленной скорости попадают внутрь наконечника гораздо больше и быстрее, чем при более высокой скорости сварки.
6. Медный наконечник небольшого диаметра, через который проходит не только луч, но и газ для защиты сварочной ванны, не рассчитан на широкую сварочную ванну и для корректной ее защиты требуется гораздо больший диаметр.
7. Требуется чистый газ аргон, либо азот, в зависимости от марки сплава или стали.
Некачественный защитный газ при сварке дает больше копоти и брызг.
Мы рассмотрели несколько пунктов со стороны минусов, но в этих пунктах есть и плюсы. Все зависит от верно подобранной технологии сварки, а это правильные параметры, скорость и порядок сварки.
К шву
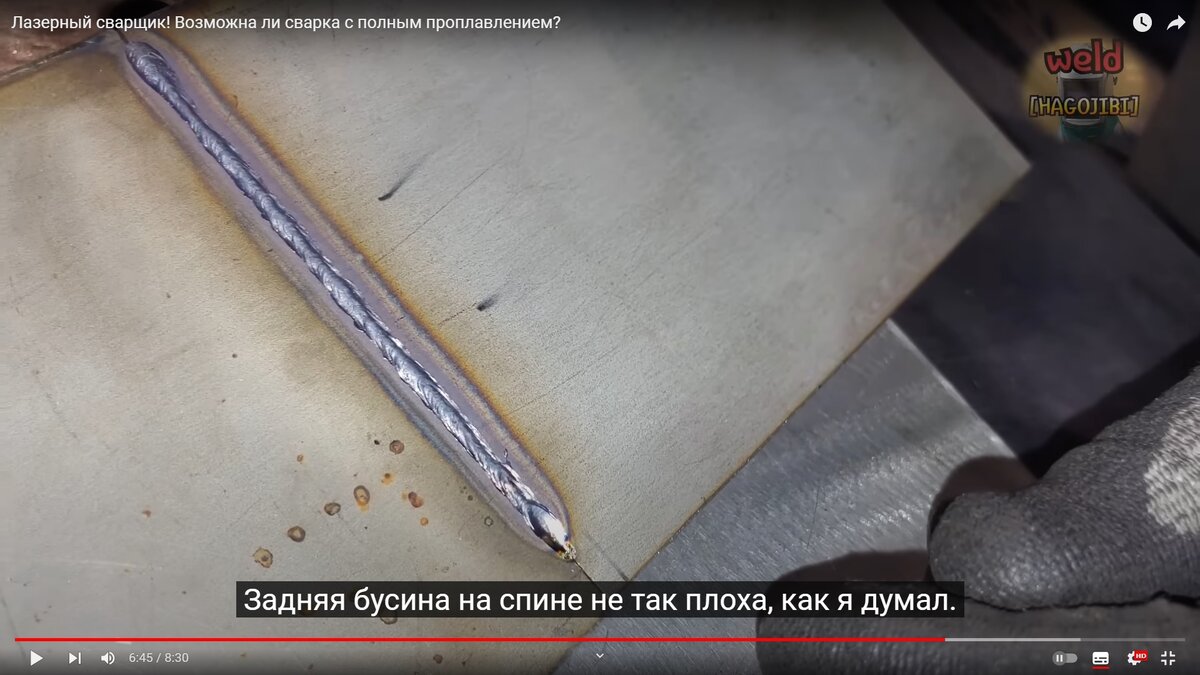
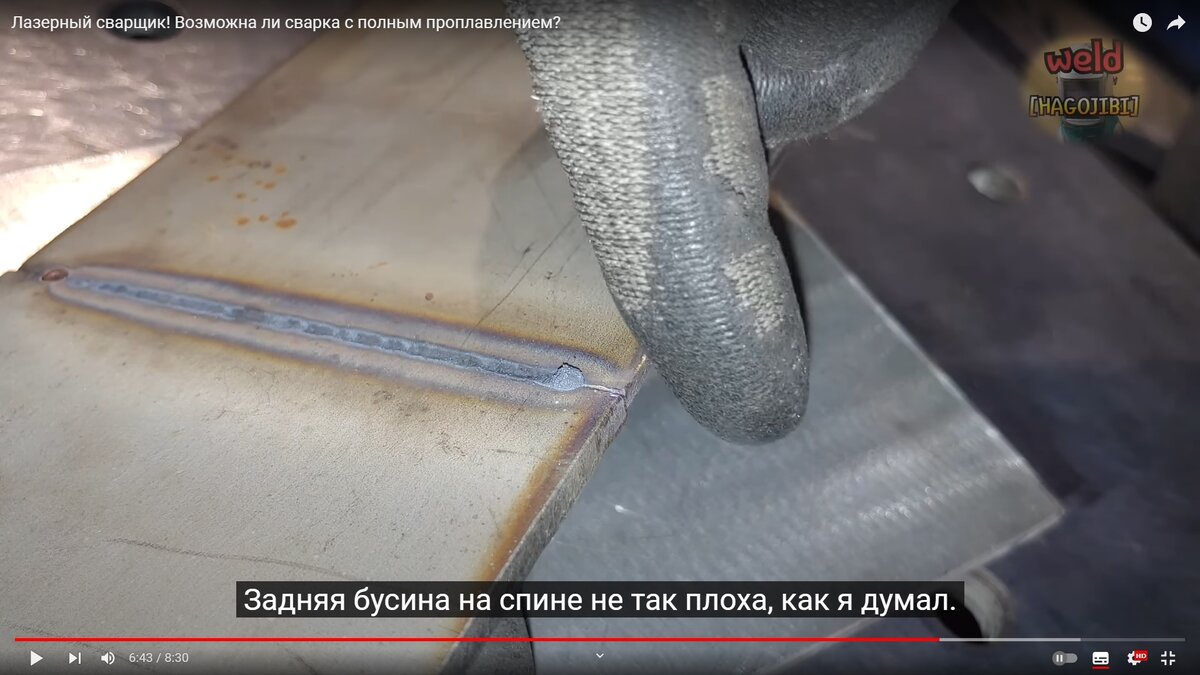
Посмотрите на сварочный шов, который имеет явные подрезы, а перегретый вид не внушает доверия. С обратной стороны проваренного шва мы видим явные окисления. Желание сварить за один проход, сделать быстро всегда приводит к браку. Задайте себе вопрос: «Вы хотите купить такой шов, или, такую продукцию с такими швами?»
1. Перегретый шов снаружи из-за низкой скорости сварки и перегретая сталь околошовной зоны блокирует скольжение наконечника по линейке, вследствие чего нет плавности хода. Именно поэтому демонстратор сварочного процесса вынужден сменить угол атаки на более пологий, чтобы тащить пистолет на себя. Но даже такой вариант не спасает, и поэтому рывки нестабильности влияют на шов, который в результате имеет неровности при сплавлении, подрезы и даже провалы. Угол направления луча должен быть фактически прямым с небольшим уклоном, что дает более глубокое проплавление и скорость с улучшенной защитой шва газом. Неверно подобранный технологический процесс сварки лазером наносит вред стали, влечет последствия перегрева, отвратительный внешний вид шва, деформации и другие последствия в сварочном оборудовании вместе с пистолетом. Все это легко объяснить. Демонстратор получил некую сумму за позиционирование св. лазера, в задании которому было заложено пустить туман провара за один проход 2, 3 и 4 мм толщины для получения продаж. Бизнесмены тут же насмотрелись очередного уважаемого блогера, авторитет, которого исчисляется высоким количеством подписчиков, и ринулись на свои заводы с новым заданием — сварить все за один проход. Неокрепший исследовательский ум очередного сварщика ввел в заблуждение несведущие массы, которые приняли технологический процесс демонстратора за чистую монету, приступив к порче взаимоотношений со своими сотрудниками, приговаривая: «Вари быстрее, вари за раз, смотри, как он может, видишь, как у него получилось в Ютубе», и тому подобное…
2. Углерод, хром, никель, титан и др. компоненты, входящие в состав нержавеющей стали, нуждаются в защите газа при сплавлении от окружающей среды. Посмотрите обратный шов на пластине, который сварился за один проход. Мы видим окислы с обратной стороны пластины, называем это кашей. Все верно, это каша сгоревшего углерода, хрома, никеля и других компонентов. Например, на изделии внутренний окисленный шов — это будет внутренняя сторона сосуда, резервуара под молоко, сметану, кефир, дрожи, фармацевтику. После полировки такого черного шва в 0, не исключены сварочные работы с подвариванием стыка, так как имеются подрезы. Это приводит к дополнительному перегреву, и здесь наступает момент кульминации — вся чернота затерта до блеска и продана заказчикам, производителям продуктов. Профессиональные зачистники в таком случае говорят: «Я тебе хоть чёрта в ангела зашлифую». Но чёрт всегда проявится, и продукт его жизнедеятельности, какой бы благочестивый вид не имел, выявится.
После изготовления продукта, например, молока и мойки сосуда после, внутри на швах со временем образуются кропления коррозии, это ржавчина. Присутствие таких негативных кроплений приведет любой продукт внутри емкости к окислению, брожению и других бактериальных последствий.
Многие в таких случаях говорят: «Это же нержавейка! Она не должна ржаветь!» В таком случае хром, никель, углерод были уничтожены очередным авторитетным демонстратором, сварщиком, который не думает о последствиях своего видео, так как еще про них не знает. Сделать быстро, не думая о последствиях, доверится очередному тысячнику-блогеру для решения своих проблем, заставить персонал выполнять безумные шаги, ведущие к внутреннему браку шва, который проявится временем и кислой средой, сравнимо с бегущим человеком с закрытыми глазами. Многие воспитаны выражением, вода прибудет, нас не будет. Настоящий мастер своего дела думает о своих заказчиках, репутации и о будущем сотрудничестве, бдит заранее беду и укрывает от неё не только себя, но и своих клиентов.
3. Лазерная сварка в нашей стране еще не утверждена в органах ГОСТ, не аттестована в НАКС. Возможно, кто и проводил опыты и проверки в рамках производства, но они нигде не задокументированы. Предположим, мы соберемся получить лицензию от НАКС по лазерной сварке на ряд конструкционных изделий. Сразу утверждаю, к получению лицензии на данный вид сварки будет закреплен 1 или 2 сварщика для предприятия, которые выполнят контрольные задания. Сварочный процесс лазерной сварки, если работать под рентген, настолько должен быть точен по скорости и по подбору параметров к марке стали и толщине, что выполнить неподготовленному специалисту задание со стороны, будет невозможно. По опыту сделал заключение, при подготовке и обучению на лазерную сварку, не каждому человеку, специалисту, можно доверить такой высокоточный инструмент.
К технологии
Лазерная сварка, как высокоточное оружие победы над металлом, но этот инструмент подойдет далеко не для всех видов соединений. Какими следует обладать качествами человеку, направленному на данный вид сварки?!
1. Иметь опыт работы с нержавеющей сталью не менее 3-5 лет.
2. Отличное зрение.
3. Хорошая физическая подготовка для стабильного управления скоростью сварки.
4. Хороший аналитический ум, способный принимать правильные решения во время разных задач.
5. Терпеливость, аккуратность, хорошая память для запоминания всех операций.
6. Знание английского языка для управления установкой.
Человек — это инструмент, подготовленный на определенный вид операций на производстве.
Под лазерную сварку следует создавать специальные условия. Существует большое множество разновидностей сварочных соединений, и под лазерную сварку подойдет лишь только малая их часть. Конструктор на производстве должен знать особенности этого вида сварки и моделировать изделия под конкретный вид сварочного соединения. Операций по соединениям достаточно много, не стану углубляться детально в этот океан возможностей. Начало успеха в лазерной сварке — это правильный подбор в технологической карте всех связей, от соединения, до сварочных параметров. Помните, кто решился приобрести лазерное оборудование для своего завода, Вам придется обратиться к специалисту-технологу для обучения на Вашем производстве правильно использовать все его возможности, согласно Вашим конструкциям. Еще одно следует уяснить и приготовиться к будущим поломкам лазерного оборудования, ремонт, настройка программного обеспечения, если слетит, влетит Вам в копеечку. Например, стоимость одного пистолета со всеми ключевыми особенностями, модулем с программным обеспечением и монитором, обойдется около 400000-500000 тысяч рублей. Вызов специалиста около 200000-250000 тысяч рублей. Вначале подумайте прежде чем приобретать лазерную сварку. Лучше взвесить все за и против, так ли она необходима эта технология для Вашего завода. Консультации по лазерной сварке по Вашим запросам, лучше получить у технического специалиста, который определит по Вашим изделиям точную необходимость лазерного оборудования, мощность, функционал сварочного пистолета с подбором параметров сварки, а также обучение Вашего персонала на производстве. Лучше получить консультацию перед приобретением, чем бежать впереди паровоза, спотыкаясь, падая, разбиваясь, набивая шишки, совершая лишние растраты с тяжелыми потерями.
Помните о маркетинговом ходе, не позволяйте делать из себя безумца, который доверяется неокрепшим умам в технологических процессах. Берегите себя и Ваши средства. Обращайтесь к профессионалам!
К безопасности
Лазерная сварка кажется с виду чистой и безопасной, но за этой чистотой кроется действительно настоящая опасность.
1. Лазерный луч при мощности в 2000 Вт с легкостью доберется до кости пальца. Его способность заключается не только в свариваемости стали, но и в способности отрезать, поджарить не правильно установленные пальчики во время сварочного процесса. Специалист должен строго соблюдать технику безопасности, исключить зевак во время сварочного процесса, которые желают получить глазами результат, торопливо высматривая шов во время ведения процесса сварки. Помните, даже рикошет от нержавеющей стали луча, тем более от алюминия, может с легкостью выплавить глаз в доли секунды.
2. Специальные лазерные очки — обязательное условие для сварщика и монтажника, помощника, работающих вместе с опасным инструментом во время сборочных и сварочных процессов. Помните, никогда не игнорируйте правила безопасности ради своего здоровья и окружающих Вас людей.
3. Лазерный пистолет имеет специальный массовый кабель для безопасности, прищепку, без которой осуществить поджег дуги, будет невозможно. Но на некоторых версиях оборудования прищепку многие вешают на сам пистолет, где система определяет, что масса подключена, сигнал включения лазера получен и при нажатии курка, при направлении пистолета, например с 5 метров, можно с легкостью зажечь куртку у соседа, прикурить сигарету или выбить глаз. Пистолет в таком случае становится невероятно опасным, и поднимать его вверх категорически запрещено, как по правилам тира. Задается вопрос, для какой цели отключена безопасность включения пистолета, почему сделано исключение? Такое послабление сделано для неудобных мест во время сварки, где приходится держать пистолет на весу, не касаясь изделия, выполняя сложные задачи по сварке. В такой момент сварочного процесса следует быть особенно осторожным и внимательным. Просить окружающих не приближаться близко во время работы лазера.
4. Самый проблемный узел в технологической лазерной сборке — это магистраль, которая несет от источника энергию по оптоволокну, шланги от чиллера, системы охлаждения, предназначенной для пистолета, которые имеют некачественные соединения, находятся рядом с пистолетом и часто дают течь. Недоработка китайских инженеров, если их можно так назвать, оставляет желать лучшего в этом узле сборки. Приходится самим доводить все шланги до ума, менять соединения, удлинять или укорачивать.
5. После покупки «лазерного сварщика», следует протягивать все микросхемы, которые являются системой управления жизнедеятельности установки. Создается впечатление, что многие болтики наживлены руками. Если не выполнить проверочные мероприятия и устранение найденных проблем, можно налететь на большие неприятности. Единственным плюсом является сам источник, который собран и опломбирован более квалифицированным персоналом в Китае. Если у Вас есть знакомый микроэлектронщик, то Вам в будущем повезло, если такого нет, то готовьтесь к шоку от проблем, оплатам, сбоям, потерям на долгое время лазерного оборудования, к скандалам, возможно судам.
Заключение
У данной статьи есть несколько драйверов («вдохновителей»), которые запустили данный процесс.
1. Мой непосредственный начальник, который отправил ссылку на видео некоего демонстратора лазерного оборудования, уверенного в своей сварке с полным провалом.
2. Сам демонстратор, автор канала, который вводит моих директоров в заблуждение.
3. Мой партнер: https://www.svarnoy.ru/ Сварочные горелки Tig Mig
4. Мой партнер: https://cebora.ru/ Сварочное оборудование Tig Mig
5. Мои читатели.
6. Ну и, конечно же, мой подгорелыч, который не может успокоиться до сих пор.
Первый вдохновитель статьи просто не знал, что до того, как он увидел полное проплавление на 4 мм от одного из каналов Ютуб, мне удалось сварить не только 4 мм, но и 5 мм толщину с полным проплавлением. Данный факт скрыл от директора, так как скорость сварки очень низкая и не продуктивная для предприятия, хоть и получилось довольно красиво. Для такой толщины стали есть другая технология сварки, впрочем, как и для 4 мм, которая намного быстрее лазерной.
Второй вдохновитель статьи, возможно, не знал, что углерод, хром, никель являются фундаментальной основой металла, который он уничтожал очень пологим углом наклона пистолета, что привело к худшей защите сварочной ванны, еще и с низкой скоростью сварки, добиваясь полного проплавления. Отвратительная защита, низкая скорость сварки, перегрев металла, подрезы лицевого шва, провалы корневого шва в виде окисления развернули любителя показывать указательным пальцем, на свой же указательный палец к лицу.
Третий и четвертый драйверы — это моя поддержка, мускулы, бицепсы, возможности и я работаю ими! https://www.svarnoy.ru/и https://cebora.ru/
Пятый вдохновитель — это мои читатели, коллеги, которые распознали брак и проявили интерес к данной теме, предвкушая «разбор полетов» на основе названия предполагаемой статьи.
Шестой, заключительный и основательный драйвер, коленчатый вал и квинтэссенция — это мой «подгорелыч», толкатель за качество, за чистоту, бережливость металла, сегодня включил свет.
И когда в доме горит свет, всем становится уютно, тепло и счастливо.
Технология лазерной сварки на Вашем производстве всегда где-то рядом
Лысенко Евгений Александрович
Youtube: TigMigEvgeniiLysenko https://www.youtube.com/@tigmigevgeniilysenko