КЛАССИФИКАЦИЯ МЕТАЛЛОВ
КЛАССИФИКАЦИЯ МЕТАЛЛОВ
Все металлы условно поделены на черные и цветные.
Черные металлы обычно имеют темно-серый цвет, большую плотность (кроме щелочных), высокую температуру плавления, относительно высокую твердость. Некоторые из них (железо, титан, кобальт, марганец, цирконий, уран и др.), обладают полиморфизмом (аллотропией). Наиболее типичным черным металлом является железо.
Цветные металлы имеют красную, желтую, белую окраску. Они обладаю большой пластичностью, малой твердостью, низкой температурой плавления. Известно, что олово имеет полиморфизм. Типичный представитель – медь.
К черным металлам относятся:
· − железные металлы – железо, кобальт, никель, марганец;
· − тугоплавкие металлы; имеют температуру плавления выше чем у железа, т.е. более 15390С
· - титан, ванадий, хром, цирконий, ниобий, молибден, вольфрам, технеций, гафний, рений;
· − урановые металлы (актиноиды) – торий, актиний, уран, нептуний, плутоний и др. (с 89 до 103 элемента);
· − редкоземельные металлы (с 57 -71 элементы), лантан, церий, ниодим и д.р.;
· − щелочноземельные металлы
· - литий, натрий, кальций, калий, рубидий, стронций, цезий, барий, франций, родий, скандий.
К цветным металлам относятся:
· − легкие – бериллий, магний, алюминий;
· − благородные металлы
· - рутений, радий, палладий, осмий, иридий, платина, золото, серебро и полублогородная медь;
· − легкоплавкие металлы – цинк, кадмий, ртуть, галлий, индий, талий, германий, олово, свинец, мышьяк, сурьма, висмут.
КРИСТАЛЛИЧЕСКОЕ СТРОЕНИЕ МЕТАЛЛОВ
Для металлов характерно кристаллическое строение. Взаимное расположение атомов в пространстве представляет кристаллическую решетку. Положительно заряженные ионы расположены в узлах кристаллической решетки и совершают колебания около своего среднего положения. Отрицательно заряженные электроны перемещаются вокруг ионов, образуя электронный газ. Наименьший объем кристалла, повторение которого в пространстве воспроизводит кристалл, называется элементарной кристаллической ячейкой.
Металлы имеют сложные кристаллические решетки, у которых атомы находятся не только в вершинах многогранника, но и внутри него. Наиболее характерны для металлов: кубическая объемно-центрированная (ОЦК), кубическая гранецентрированная (ГЦК), гексагональная плотно упакованная (ГПУ) и тетрагональная, представляющая собой параллелепипед и характерная для металлов в закаленном состоянии (рис.1.1).
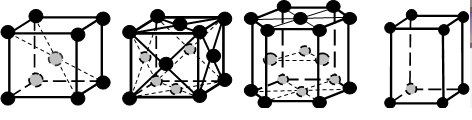
В решетке ОЦК атомы находятся в вершинах куба и внутри него на пересечении пространственных диагоналей. В решетке ГЦК атомы расположены в вершинах куба и на пересечении диагоналей каждой грани. В решетке ГПУ атомы находятся в вершинах шестигранной призмы, в центре ее оснований, а также три атома находятся внутри призмы.
Для ряда металлов характерно явление полиморфизма или аллотропии, которое характеризуется существованием одного и того же элемента в разных кристаллических состояниях при разных температурах. Например, для железа характерны полиморфные превращения: α, γ и δ. Для α-Fe характерна решетка ОЦК и оно существует в интервале температур от 0 до 911 ºС, γ-Feимеет решетку ГЦК и существует в интервале температур 911–1400 ºС, δ-Fe имеет решетку ОЦК, существует в интервале температур 14001539 ºС и называется высокотемпературной модификацией α-Fe. При полиморфных превращениях свойства металлов меняются скачком.
Характеристики кристаллических решеток
Важными характеристиками кристаллической решетки являются период, координационное число, коэффициент компактности. Период решетки – это расстояние между двумя ближайшими соседними атомами. Кристаллическая решетка характеризуется параметрами a, b, c и углами между координатными осями – α (между осями x и z), β (между y и z), γ (между (x и y).
Координационное число– это число атомов, находящихся в кристаллической решетке на равном наименьшем расстоянии от данного атома. Каждый атом простой кубической решетки имеет 6 ближайших соседей, расположенных на расстоянии длины ребра куба (периода решетки). Координационное число такой решетки обозначают К6. В ОЦК решетке у каждого атома 8 ближайших соседей и координационное число равно 8 (К8). В ГЦК и ГПУ решетках каждый атом имеет 12 ближайших соседних атомов, соответственно координационные числа К12 и Г12.
Коэффициент компактности – это отношение объема атомов, приходящихся на элементарную кристаллическую ячейку, ко всему объему ячейки. Коэффициент компактности простой кубической решетки равен 52 %, ОЦК– 68 %, ГЦК – 74 % , ГПУ – 74 %.
Многократное повторение в пространстве кристаллографических плоскостей (плоскостей, проходящих через определенные группы атомов кристаллической решетки) воспроизводит кристалл. Пространственное расположение кристаллографических плоскостей и направлений характеризуется индексами.
Для монокристаллов характерна анизотропия свойств, т.е. неодинаковость свойств в разных кристаллографических направлениях, что вызывается разной плотностью упаковки атомов в направлениях испытания. Поликристаллические тела состоят из многих зерен. В отдельно взятом зерне наблюдается анизотропия, но поскольку ориентация кристаллографических плоскостей решетки в разных зернах различна, то по всему объему материала свойства выравниваются, т.е. реальные металлы являются изотропными. Поскольку их изотропность является не истинной, а усредненной, то их принято называть квазиизотропными. Для металлов, подвергнутых обработке давлением и имеющих волокнистую структуру, т.е. текстуру – направленное расположение волокон, характерна анизотропия свойств.
Дефекты кристаллического строения металлов
В отличие от идеальных кристаллов реальные металлы содержат дефекты, которые делят на точечные, линейные, поверхностные и объемные.
Точечные дефекты(нульмерные) по размерам сравнимы с межатомными расстояниями. К ним относятся вакансии (свободные от атомов узлы кристаллической решетки являются вакантными), межузельные или дислоцированные атомы (атом находится в межузельном пространстве кристаллической решетки) и примесные атомы. Среди них различают атомы замещения и внедрения (рис. 1.2).
Линейные дефекты(одномерные) имеют измерение в одном направлении на многие тысячи периодов кристаллической решетки, а в двух других направлениях по размерам сравнимы с межатомными расстояниями. Важнейшими видами линейных несовершенств являются краевые (линейные) и винтовые дислокации.

Образование краевых дислокаций вызвано присутствием в кристаллической решетке неполных кристаллографических плоскостей. Такие полуплоскости, не имеющие продолжения в нижней или верхней частях кристаллической решетки, называются экстраплоскостями. Краевая дислокация представляет собой область упругих искажений, проходящих вдоль края экстраплоскости. Различают положительные и отрицательные дислокации. Положительные дислокации возникают в верхней части кристалла и их обозначают знаком ┴, отрицательные в нижней и их обозначают знаком ┬.
Поверхностные дефекты (двумерные) имеют измерения в двух направлениях. Они представляют собой упругие искажения кристаллической решетки по границам зерен или их фрагментов (блоков мозаичной структуры). Различают большеугловые и малоугловые границы.
Большеугловые границыпредставляют собой области в несколько периодов кристаллической решетки, на протяжении которых решетка одной кристаллографической ориентации переходит в решетку другой ориентации. Такое строение имеют межзеренные границы.
ТЕОРИЯ СПЛАВОВ
Кристаллизация металлов
Кристаллизация ─ это переход металла из жидкого состояния в твердое (кристаллическое). С точки зрения термодинамики процесс кристаллизация протекает при условиях, обеспечивающих снижение запаса свободной энергии системы (энергии Гиббса).
Процесс кристаллизации состоит из двух элементарных процессов ─ зарождения центров кристаллизации и роста кристаллов. Скорость каждого из этих процессов зависит от степени переохлаждения n жидкости относительно равновесной температуры, т.е. температуры, при которой энергии Гиббса жидкого и кристаллического состояния равны. При небольших значениях n образуются крупнозернистые структуры. С увеличением переохлаждения структуры измельчаются (ч. ц. возрастает быстрее, чем с. к.).
От степени переохлаждения зависит критический размер зародыша, т.е. такой минимальный размер, при котором рост зародыша сопровождается снижением энергии Гиббса системы. Зародыши мельче критического к росту не способны и растворяются в жидкости. Чем больше степень переохлаждения жидкости, тем меньше критическая величина зародыша.
При кристаллизации кристаллы, окруженные со всех сторон жидкостью, имеют более или менее правильную геометрическую форму. При столкновении растущих кристаллов форма нарушается, становится неправильной, так как рост граней на участках соприкосновения прекращается. Такие искаженные кристаллы называют кристаллитами или зернами. Таким образом, форма и размер образовавшихся в результате кристаллизации зерен определяются условиями столкновения растущих кристаллов.
В реальных условиях форма и размер кристаллов, помимо условий столкновения, зависят от направления и скорости отвода теплоты, температуры жидкого металла, вида и количества примесей (при росте кристаллов на частицах примесей, играющих роль готовых центров кристаллизации, образование зародышей называют гетерогенным в отличие от гомогенного ─ самопроизвольного образования). Нередко при кристаллизации возникают разветвленные древовидные кристаллы, называемые дендритами.
Виды сплавов
Сплавами называют вещества, полученные сплавлением двух или нескольких компонентов. По характеру взаимодействия компонентов в жидком и твердом состояниях различают сплавы: смеси, твердые растворы, химические соединения, промежуточные фазы.
Сплавы смеси образуют компоненты, которые в жидком состоянии неограниченно растворяются друг в друге, а в твердом состоянии образуют смесь кристаллов обоих компонентов, называемую эвтектикой. Изменение механических свойств сплавов смесей носит линейный характер и зависят от соотношения входящих в них компонентов и их свойств.
Твердыми растворами являются сплавы, компоненты которых растворяются друг в друге как в жидком, так и в твердом состояниях. Сплав сохраняет кристаллическую решетку растворителя – компонента, которого больше. Механические свойства твердых растворов изменяются по криволинейной зависимости и могут быть выше или ниже свойств образующих сплав компонентов.
Различают твердые растворы замещения и твердые растворы внедрения. В растворах замещения атомы растворимого элемента замещают атомы элемента-растворителя в узлах его кристаллической решетки. Растворы замещения могут быть с неограниченной и ограниченной растворимостью компонентов в твердом состоянии. В твердых растворах внедрения атомы одного компонента внедряются в межузельное пространство другого.
Сплав химическое соединение образуется при определенном соотношении атомов компонентов, например Аm Вn, где m и n количество атомов компонентов А и В, образующих соединение (стехиометрические коэффициенты). Соединение имеет собственную кристаллическую решетку, отличную от решетки образовавших его элементов. Механические свойства сплава значительно отличаются от свойств каждого компонента.
Диаграммы состояния
Диаграмма состояния – это графическое изображение состояния сплава в зависимости от температуры и концентрации. Описание состояния сплава в математической форме производится с помощью правила фаз Гиббса:
С = К─ Ф + 1,
где К ─ число компонентов, образующих систему; Ф ─ число фаз; С ─ число степеней свободы.
Компонент –это независимая составная часть системы.Фаза ─ это однородная часть системы, отделенная от других частей (фаз) поверхностью раздела, при переходе через которую свойства вещества меняются скачком.
Число степени свободы это число внешних и внутренних факторов (температура, концентрация) равновесия, которые можно изменять, не нарушая равновесия системы.
Диаграмму состояния строят по критическим точкам кривых охлаждения, которые получают с помощью термического анализа. Однокомпонентная диаграмма представляет собой температурную шкалу с нанесенными на нее точками фазовых превращений.
Двухкомпонентная диаграмма строится в координатах температура (ось ординат) концентрация (ось абсцисс). Концы оси абсцисс соответствуют компонентам, а промежуточные точки оси соответствуют сплавам с различным соотношением компонентов.
На рис. 2.1 представлена диаграмма состояния сплавов твердых растворов с неограниченной растворимостью компонентов в твердом состоянии.
Линия диаграммы АСВ′ называется линией ликвидус. Выше этой линии все сплавы существуют в виде однофазного жидкого раствора (L). Линия А′f В′ ─ линия солидус. Ниже нее все сплавы находятся в твердом состоянии (в данном случае в виде неограниченного твердого раствора α). Между линиями А′сВ′ и А′f В′ сплавы имеют двухфазный состав (L+α).
Химический состав фаз и их относительное количество в сплаве при температуре, соответствующей двухфазной области, определяют с помощью правила отрезков. Чтобы определить химический состав необходимо через заданную точку, характеризующую состояние сплава (фигуративную точку), провести коноду (горизонтальную линию, лежащую в двухфазной области диаграммы и опирающуюся своими концами на фазовые границы). Проекции концов коноды на ось концентраций покажут состав соответствующих фаз. Отношение длины отрезка, заключенного между фигуративной точкой и одним из концов коноды, к длине всей коноды равно относительному количеству фазы, на границу с которой опирается второй конец коноды.
На рис. 2.2 представлена диаграмма состояния сплавов смесей, которая характеризуется отсутствием растворимости компонентов в твердом состоянии. Линия АСВ ─ ликвидус, DСЕ ─ солидус. Кристаллизация всех сплавов этой системы заканчивается на линии DCE эвтектическим превращением остатка жидкой фазы в механическую смесь кристаллов компонентов А и В, называемую эвтектикой. Сплав, кристаллизация которого начинается непосредственно с эвтектического превращения (в данном случае сплав, фигуративная линия которого проходит через точку С), называется эвтектическим. Сплавы, концентрация которых лежит левее точки С, называются доэвтектическими, правее точки С – заэвтектическими. На рис. 2.3 представлена диаграмма с ограниченной растворимостью компонентов в твердом состоянии (диаграмма с эвтектикой). Помимо линий ликвидус и солидус (АСВ и АDСЕВ) диаграмма содержит линии DFи EG предельной растворимости компонента В в твердом растворе α (А(В)) и компонента А в твердом растворе β (В(А)) соответственно. Кристаллизация сплава «с» начинается после пересечения линии ликвидус с выделением кристаллов твердого раствора β. Затем при пересечении линии DCE (линии эвтектики) образуется эвтектическая смесь из твердых растворов α и β.
При дальнейшем охлаждении, в связи с уменьшением растворимости компонента А в В(А) выделяются кристаллы твердого раствора α, богатого компонентом А. В конечном счете структура сплава представлена первичными кристаллами β, эвтектикой (α и β) и вторичными кристаллами α.
Диаграммы с устойчивым химическим соединением имеют вид двух или нескольких диаграмм, приложенных друг к другу по фигуративной линии химического соединения (рис. 2.4).
ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ И МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛОВ
Материал при приложении к нему внешних сил деформируется. Деформация может быть упругой, исчезающей после снятия нагрузки, и пластической, остающейся после прекращения действия приложенных сил. При упругом деформировании атомы обратимо смещаются от положения равновесия, т.е. колеблются около своего среднего положения и после снятия нагрузки возвращаются в него. При пластическом ─ атомы обмениваются местами, вследствие чего деформация становится необратимой.
Механизм пластической деформации. Сущностью ПД является сдвиг, в результате которого одна часть кристалла смещается по отношению к другой. Сдвиг происходит за счет движения дислокаций. Существуют две разновидности сдвига: скольжение и двойникование. Деформация скольжением представляет собой смещение атомов в тонких слоях монокристалла по плоскостям скольжения, на которых плотность атомов максимальна. Деформация двойникованием происходит в основном при ударных нагрузках. При этом часть кристалла перестраивается в положение семмитричное по отношению к не деформируемой части. Деформация за счет двойникования всегда меньше, чем скольжения.
Деформация монокристаллов состоит в том, что вдоль плоскости скольжения движутся друг за другом дислокации. Они могут выходить на поверхность кристалла, образуя линии и полосы скольжения. С ростом деформации скольжение распространяется на многие эквивалентные системы. При этом дислокации движутся в пересекающихся плоскостях, что тормозит их движение и металл упрочняется.
Способность металла к ПД зависит от многих факторов: температуры нагрева, химического состава, исходной структуры, скорости деформирования, схем главных напряжений и деформаций.
Так же на свойства металлов большое влияние оказывает их дислокационная структура. При плотности дислокаций порядка 106…108 см-2, характерной для чистых неупрочненных металлов, сопротивление деформированию наименьшее. При увеличении плотности сверх указанных значений подвижность дислокаций снижается, что сопровождается ростом прочности. Эффективными способами повышения плотности дислокаций (и других дефектов) и снижения их подвижности являются легирование, пластическое деформирование (деформационное упрочнение), упрочняющая термическая и химико-термическая обработка.
Процесс ПД в металле связан с появлением нормальных и касательных напряжений. Нормальные напряжения соответствуют деформации растяжения или сжатия. Касательные деформации сдвига.
В зависимости от способа приложения внешних сил напряжённое состояние деформируемого тела может быть представлено 9 схемами главных напряжений: двумя линейными, тремя плоскими и четырьмя объёмными. На практике при ОМД реализуются лишь две схемы – О1 и О2 рис. 3.2, а.
Схемы деформаций могут быть различными. Основными из них являются Д1, Д2, Д3 (рис. 3.2, б). Примером Д1 может служить прокатка узкой полосы, Д2 – прокатка широкой полосы, Д3 – протягивание полосы через отверстие.
Влияние нагрева на процессы при ПД металла. При холодной пластической деформации (ХПД) происходит физическое упрочнение металла – наклеп. С увеличением деформации прочностные свойства растут, а пластичность уменьшается. Наиболее интенсивно металл упрочняется при деформации до 40%. При деформации 80-90% металл теряет свою пластичность и разрушается в результате высоких внутренних напряжений. Кроме того, с ростом деформации возрастает удельная электросопротивление, понижается магнитная проницаемость, повышается склонность к коррозии. Наклеп поверхностного слоя повышает сопротивление усталости. В результате интенсивного течения металла зерна вытягиваются и образуется текстура деформации. Упрочнение и структура зерна металла, полученные при ХПД, являются неустойчивыми и могут быть изменены с помощью нагрева (термической обработки).
Нагрев чистых металлов до температуры Т=(0,2-0,3)Тпл сопровождается возвратом, при котором изменений в микроструктуре металла не наблюдается, происходит только уменьшение дефектов кристаллического строения.
При нагреве деформированного металла до температур Т≥ (0,3-0,8)Тпл устраняются не только внутренние напряжения и упрочнение, но и восстанавливается структура металла. Происходит образование и рост новых равноосных зёрен. Такой процесс называется рекристаллизацией. Деформированные металлы могут рекристаллизоваться лишь после критической степени деформации (ε = 2-8% для Al, Cu, Fe). Эффект рекристаллизации не зависит от последовательности её проведения (после или одновременного с деформацией).
В реальных условиях деформация производится в широком интервале температур. При этом одновременно с разупрочнением протекают процессы упрочнения. В зависимости от их соотношения различают холодную пластическую деформацию (ХПД), сопровождаемую наклёпом; неполную ХПД, при которой протекает процесс возврата без следов рекристаллизации, неполную горячую пластическую деформацию (ГПД), сопровождающуюся возвратом и частично рекристаллизацией; ГПД, при которой протекают все процессы разупрочнения и рекристаллизация.
При ГПД пластичность металлов значительно выше, чем при ХПД. Следовательно, энергетические затраты на ГПД значительно ниже. При ГДП стальных слитков неметаллические включения (S, P и др.) ориентируются в направлении течения металла. Несмотря на протекание рекристаллизации, неметаллические включения сохраняют ориентированную (вытянутую) форму, придавая стали волокнистое строение. Последующая обработка, в том числе и термическая, не устранит волокнистое строение. С помощью обработки давлением можно лишь менять направление волокон. Полученное волокнистое строение вызывает анизотропию механических свойств (δ, ψ, ан).
С повышением температуры нагрева сопротивление деформированию металла уменьшается, он становиться более ковким. Оптимальным температурным интервалом нагрева является такая температура, при которой не происходит пережога, перегрева и наклёпа металла.
Пережог появляется при нагреве стали близко к температуре плавления. При этом вследствие окисления границ зёрен появляется между ними твёрдая, но хрупкая плёнка продуктов коррозии. Пережог является неисправимым браком.
Перегрев происходит при температуре выше начала горячей обработки стали. Следствием перегрева является крупнозернистая структура поковок с низкими механическими свойствами. Перегрев можно исправить термической обработкой (отжигом).
При температурах ниже нижнего предела горячей обработки давлением (ГОД) происходит наклёп металла, в результате которого в изделиях могут образовываться трещины. Оптимальный температурный интервал ГОД углеродистых сталей определяется по диаграмме состояния Fe-C (рис. 3.3). Для легированных сталей этот температурный интервал сужен и предельные температуры несколько ниже. Для меди температура начала и конца ГОД составляет 900-7000С, латуней – 760-6000С, бронз – 900-7500С, алюминиевых сплавов – 470-4200С.
Термический режим нагрева стали перед обработкой давлением должен обеспечивать требуемую температуру, равномерность прогрева, сохранность целостности заготовки, минимальное обезуглероживание и окисление заготовки.
Механическими называют свойства материала, определяющие его сопротивление действию внешних механических нагрузок.
Прочность металла при статическом нагружении ─ это свойство, определяющее его способность сопротивляться деформации и разрушению. Стандартными характеристиками прочности являются предел упругости, предел текучести и временное сопротивление разрушению.
Пределом упругостиназывают напряжение, при котором пластическая деформация достигает заданной малой величины, установленной условиями (например, 0,005 % ─ σ0,005).
Предел текучести (условный) ─ это напряжение, которому соответствует пластическая деформация 0,2 % (σ0,2). Предел текучести физически устанавливают по диаграмме растяжения, если на ней есть площадка текучести.
Временное сопротивление разрушению σв характеризует максимальное напряжение, предшествующее разрушению образца. Различают напряжения условные и истинные. Условным напряжением называют отношение величины нагрузки к исходному сечению образца, истинным ─ к сечению, которое образец приобрел к моменту достижения данной нагрузки. Диаграммы растяжения пластичных металлов с условными напряжениями отличаются от диаграмм с истинными напряжениями.
Конструктивную прочность материала характеризует комплекс механических свойств, обеспечивающих надежную и длительную работу в условиях эксплуатации. Конструктивная прочность определяется критериями прочности, надежности и долговечности.
К критериям прочности при статических нагрузках относят σв ( при оценочных расчетах пластичных материалов используют твердость) или σ0,2, модуль упругости. В некоторых случаях необходимо учитывать удельные характеристики, критерии жаропрочности.
Твердость характеризует свойство поверхностного слоя материала оказывать сопротивление упругой и пластической деформации при местных контактных воздействиях.
Удельные механические свойства (удельная прочность, удельная жесткость) характеризуют эффективность материалов по массе и представляют собой отношение соответствующих характеристик материала к его плотности.
Жаропрочные материалы характеризуются длительной прочностью и ползучестью. Под пределом длительной прочности понимают напряжение, вызывающее разрушение материала при заданной температуре за определенное время. Пределом ползучести называют напряжение, вызывающее заданную скорость деформации при заданной температуре.
Надежностью называют способность материала противостоять хрупкому разрушению. Важными критериями надежности являются пластичность (относительное удлинение ─ δ, относительное сужение ─ ψ), вязкость разрушения (К1с), ударная вязкость (КСU, КСV, КСТ), хладноломкость.
δ и ψ характеризуют изменения геометрических параметров стандартных образцов при напряжении, вызывающем разрушение.
К1с показывает, какой интенсивности достигает напряжение вблизи вершины трещины в момент разрушения.
Ударная вязкость─ это сопротивление разрушению при динамических нагрузках.
Хладноломкость определяет влияние снижения температуры на склонность материала к хрупкому разрушению. Порог хладноломкости характеризуется температурой или интервалом температур перехода металла в хрупкое состояние. Хрупкий излом имеет кристаллическое строение. Обычно в изломе можно видеть форму и размер зерен, т. к. излом происходит без значительной пластической деформации и зерна при разрушении металла не искажаются.
Долговечностью называют способность материала детали сопротивляться развитию постепенного разрушения, обеспечивая ее работоспособность в течение заданного времени.
Одним из критериев долговечности является выносливость, под которой понимают способность материала сопротивляться усталости, или постепенному накоплению повреждений под действием циклически повторяющихся нагрузок. Выносливость зависит от живучести, определяющей продолжительность работы детали от момента зарождения первой макроскопической трещины усталости (размером 0,5…1,0 мм) до разрушения. Усталостный излом всегда имеет две зоны разрушения: усталостную зону предварительного разрушения с мелкозернистым, часто ступенчато-слоистым строением, иногда с отдельными участками блестящей поверхности, и зону излома, носящую характер вязкого или хрупкого (в зависимости от свойств металла) разрушения.
При циклическом нагружении разрушение начинается в местах концентрации напряжений (деформации), локализующихся на различных повреждениях поверхностного слоя. Поверхностное упрочнение (химико-термическая обработка, поверхностная закалка, пластическое деформирование) эффективно снижает роль концентраторов, затрудняя деформацию поверхности деталей.
ЖЕЛЕЗОУГЛЕРОДИСТЫЕ СПЛАВЫ
Диаграмма состояния железо-цементит
Железоуглеродистые сплавы – стали и чугуны – важнейшие металлические сплавы современной техники. По объему, производство чугуна и стали намного (более чем в 10 раз) превосходит производство всех других металлов вместе взятых.
Диаграмма состояния железо углерод дает основное представление о строении железоуглеродистых сплавов – сталей и чугунов. Сталью называют сплавы железа с углеродом, содержание углерода до 2,14 %, а чугуны – сплавы, содержание углерода свыше 2,14%.
Железо образует с углеродом химическое соединение: (карбид железа) Fe3C – цементит. Известно, что устойчивое химическое соединение можно рассматривать как компонент, а диаграмму можно рассматривать по частям. Поэтому диаграмму железо-углерод рассматривают на участке от железа до цементита, тем более, что на практике применяют железоуглеродистые сплавы с содержанием углерода до 5% (цементит содержит 6,67%). В данном случае компонентами системы считают железо и цементит.
Свойства компонентов
Железо – металл серебристо-белого цвета, кристаллизуется при температуре 15390С. В твердом состоянии железо существует в двух полиморфных модификациях α и γ:
α – Feимеет кристаллическую решетку объемно-центрированного куба и существует при температурах ниже 9110С;
γ – Feимеет кристаллическую решетку гранецентрированного куба и сохраняется в интервале температур ниже 911 - 13920С;
δ – Feимеет кристаллическую решетку объемно-центрированного куба, является высокотемпературной модификацией α – Fe и существует при температурах 1392 – 15390С.
При температуре 7680С (точка Кюри) железо меняет магнитное состояние: ниже 7680С железо ферромагнитно, а выше – немагнитно.
Второй компонент системы – цементит (карбид железа Fe3C), он имеет ромбическую решетку, температура плавления 12500С, является неустойчивым соединением и в определенных условиях(высокие температуры и большое содержание углерода) разлагается на железо (Feγ или Feα) и углерод в виде графита, что имеет большое значение в структурообразовании чугуна.
Фазы и структурные составляющие железоуглеродистых сплавов.
На диаграмме Fe– Fe3Cразличают в твердом состоянии три фазы: феррит, аустенит, цементит и три структурные составляющие: перлит, ледебурит эвтектический и ледебурит превращенный.
Феррит Ф – твердый раствор внедрения углерода в α – Fe при 7270С может содержать 0,02% углерода, при комнатной – около 0,01%, пластичный, имеет твердость около 600 МПа. При растворении в феррите марганца, кремния, фосфора твердость повышается до 900 МПа. Феррит ферромагнитен до температуры 7680С, является чистым железом, имеет предел прочности примерно 250 МПа.
Аустенит А - твердый раствор внедрения углерода в γ – Fe. При 11470С может содержать до 2,14% углерода, при 7270С – 0,8%. Аустенит немагнитен, вязок, имеет твердость до 2000 МПа (назван по имени английского ученого Р. Аустена).
Цементит Ц – карбид железа Fe3C, содержит 6,67%С, хрупкий, твердость 8000 МПа, слабомагнитный (при 2170С полностью теряет магнитные свойства). Различают цементит первичный, вторичный и третичный. Цементит первичный кристаллизуется из жидкого сплава по линии DC. Цементит вторичный выпадает из аустенита по линии ES и располагается по границам зерен перлита. Цементит третичный выделяется из феррита по линии PQ.
Кроме того, в эвтектическом сплаве цементит кристаллизуется (одновременно с аустенитом) из жидкого сплава эвтектической концентрации точки С (4,3% С), а в эвтектоидном сплаве образуется (одновременно с ферритом) при распаде аустенита эвтектоидного состава точки S (0,83% С).
Перлит П – эвтектоидная смесь феррита и цементита. Образуется в результате распада аустенита концентрации точки S при температуре 7270С и содержит 0,83% С. Перлит может быть пластинчатым и зернистым. Твердость перлита увеличивается с его дисперсностью. Твердость зернистого перлита 1600 – 2200 МПа, а пластинчатого – 2000 – 2500 МПа.
Ледебурит Л – эвтектика, представляет собой эвтектическую смесь цементита и аустенита, предельно насыщенного углеродом. Кристаллизуется ледебурит из жидкого сплава концентрации точки С при температуре 11470С. Назван по имени немецкого ученого А. Ледебура.
Ледебурит превращенный состоит из цементита первичного и перлита, существует при температурах ниже 7270С, отличается большой твердостью (7000 МПа) и хрупкостью.
Диаграмма состояния железо-цементит (Fe-Fe3C) представлена на рис. 1.1. По оси абсцисс на диаграмме приведено содержание углерода и цементита. Видно, что количество цементита в сплаве равно 15-кратному содержанию углерода. На левой оси ординат диаграммы точка А (15390С) отвечает температуре плавления железа; точки N (13920С) и G (9110С) соответствуют полиморфным превращениям α↔γ. До температуры 9110С существует Feα с решеткой ОЦК, от 9110С до 13920С существует Feγ с решеткой ГЦК и свыше 13920С - Feδ с решеткой ОЦК.
Правая ордината диаграммы соответствует цементиту, точка Д отвечает температуре плавления цементита.
Концентрация углерода (по массе) для характерных точек диаграммы состояния Fe-Fe3Cследующая: В – 0,51%C, Н – 0,1%С, J – 0,16%С (14990С), Е – 2,14%С, С – 4,3%С (11470С), Р – 0,02%С, S – 0,83%С (7270С).
Линии диаграммы состояния Fe-Fe3C, определяющие процесс кристаллизации, имеют следующие обозначения и физический смысл:
АВСD– линия ликвидус, соответствует температурам начала кристаллизации из жидкого сплава при его охлаждении (или конца плавления при нагреве). По АВ из жидкого сплава начинает кристаллизоваться феррит – δ (Фδ), по ВС –аустенит (А), по линии СD –цементит первичный (ЦI). Поэтому в области АВН существует жидкость и феррит – δ, в области ВСЕJ – жидкость и аустенит, в области СДF – жидкость и цементит первичный.
Линия АНJECF–солидус, соответствует окончанию кристаллизации при охлаждении сплава (или началу плавления при нагреве). Ниже этой линии все сплавы находятся в твердом состоянии.
Точка Е диаграммы показывает максимальную растворимость углерода в аустените при 11470С. Она принята границей деления железоуглеродистых сплавов на стали (до 2,14%С) и чугуна (свыше 2,14%С).
Стали после затвердевания не содержат хрупкой составляющей – ледебурита и при высоком нагреве имеют только аустенитную структуру, обладающую высокой пластичностью. Поэтому стали легко деформируются при нормальных и повышенных температурах, т.е. являются в отличие от чугуна ковкими сплавами.
По сравнению со сталью чугуны обладают лучшими литейными свойствами и относятся к литейным сплавам.
В результате первичной кристаллизации (кристаллизации из жидкого сплава) у всех сталей получается структура аустенита; у чугунов структура состоит из ледебурита с избыточным аустенитом или цементитом.
Превращения в сплавах Fe-Fe3C после затвердевания связаны с полиморфными превращениями железа и изменением растворимости углерода в аустените и феррите. Наиболее важные превращения в твердом состоянии описываются следующими линиями.
Линия GSсоответствует началу выкристаллизовывания феррита из аустенита (при охлаждении сплава). Углерод понижает температуру полиморфного превращения железа поэтому с увеличением его содержания до 0,83% температура снижается от 9110С до 7270С.
Линия GPсоответствует концу превращения аустенита в феррит, поэтому область GPQ характеризует феррит.
SE– линия предельной растворимости углерода в аустените. При понижении температуры от 11470С до 7270С растворимость углерода уменьшается от 2,14 до 0,83 % С. При охлаждении эта линия соответствует температурам начала выделения цементита вторичного из аустенита, а при нагреве – температурам окончания растворения цементита вторичного в аустените. В условиях равновесия точки линии SE принято обозначать Аст.
Линия МО на диаграмме соответствует температуре точки Кюри (7680С), при охлаждении парамагнитный феррит превращается в ферромагнитный, а при нагреве - наоборот.
PQ– линия предельной растворимости углерода в феррите. При понижении температуры от 7270С до комнатной растворимость углерода уменьшается от 0,02 до 0,01 %. При охлаждении эта линия соответствует температурам начала выделения цементита третичного из феррита, а при нагреве – температурам окончания растворения цементита третичного в феррите.
Структуры, образующиеся в железоуглеродистых сплавах в результате завершения вторичной кристаллизации, определяются содержанием в них углерода.
Стали по структуре (в соответствии с диаграммой Fe-Fe3С) разделяют на доэвтектоидные (С<0,83 %), эвтектоидные (С=0,83 %) и заэвтектоидные (С>0,83 %), в которых можно выделить четыре типа структур:
1 – феррит и цементит третичный. Присутствуют в сталях, содержащих от 0,01 до 0,02 % углерода. Такие стали называют техническим железом;
2 – феррит и перлит наблюдается в доэвтектоидных сталях, содержащих от 0,02 до 0,83% С. Чем больше в стали углерода, тем больше в ней перлита. Количество перлита возрастает от нуля в точке Р до 100% в точке S;
3 – перлит – присутствует в эвтектоидной стали, содержащей 0,83% С;
4 – перлит и цементит вторичный, наблюдаются в заэвтектоидных сталях.
Чугуны по структуре разделяются на доэвтектические (2,14 – 4,3%) – структура перлит, ледебурит превращенный и цементит вторичный; эвтектические (4,3%) – структура ледебурит превращенный и заэвтектические (С= 4,3 – 6,67%С) – структура ледебурит превращенный и цементит вторичный.
По равновесной структуре белые чугуны подразделяют на доэвтектические, эвтектические и заэвтектические. Содержание углерода в доэвтектическом чугуне находится в пределах 2,14...4,3 %. Структура его состоит из перлита, вторичного цементита и ледебурита превращенного.
Эвтектический чугун содержит 4,3 % углерода и имеет структуру ледебурита превращенного. В заэвтектическом чугуне содержится более 4,3 % углерода (до 6,67 %). Его структура состоит из первичного цементита и ледебурита превращенного.
Чугуны со структурно свободным углеродом в зависимости от геометрической формы графитных включений называют: серыми (пластинчатый графит), ковкими (хлопьевидный графит), высокопрочными (шаровидный графит). Металлическая основа чугунов может быть ферритной, ферритно-перлитной и перлитной. В ферритных чугунах весь углерод находится в свободном состоянии в виде графита. В перлитных ─ 0.8 % углерода связанно в цементит, остальной углерод находится в свободном состоянии. При одинаковой металлической основе механические свойства чугунов возрастают от серого к высокопрочному.
Серые чугуны получают при охлаждении отливок с обычными скоростями, характерными для песчаных форм (при больших скоростях получают белый чугун). Маркируют серые чугуны буквами СЧ и числом, обозначающем временное сопротивление разрушению σв в кг/мм2 (в десятых долях МН/м2), например СЧ 24.
Ковкие чугуны получают путем длительного графитизирующего отжига белых чугунов. Маркируют ковкий чугун буквами КЧ и двумя числами, первое из которых ─ σв в кг/мм2, второе ─ относительное удлинение δ в %, например, КЧ 37-12.
Высокопрочные чугуны получают путем модифицирования в ковшах расплава серого чугуна магнием или церием. Маркируют чугуны буквами ВЧ и числом, обозначающим σв в кг/мм2, например ВЧ 65.
Влияние углерода и примесей на свойства сталей
Сталь промышленного производства является многокомпонентным сплавом, содержащим углерод и ряд постоянных примесей Mn, Si, S, P, O, N, H, которые оказывают влияние на ее свойства. Присутствие этих примесей объясняется переходом их в сталь в процессе ее раскисления (Mn, Si), трудностью удаления при выплавке (S, P).
Влияние углерода. Структура стали после медленного охлаждения состоит из феррита и цементита. Количество цементита возрастает пропорционально содержанию углерода. Частицы цементита повышают сопротивление деформации, уменьшают пластичность и вязкость. Поэтому с увеличением в стали углерода возрастает твердость, временное сопротивление, предел текучести, уменьшаются относительное удлинение, относительное сужение и ударная вязкость. При содержании углерода > 1,1% твердость возрастает, а временное сопротивление уменьшается, что объясняется особенностью строения – выделение по границам бывших зерен аустенита цементита вторичного, образующего в сталях указанного состава сплошную сетку. При испытании на растяжение в этой сетке возникают высокие напряжения, и цементит, будучи хрупким, разрушается. Это приводит преждевременному разрушению образца и, соответственно, к снижению временного сопротивления.
Влияние кремния и марганца. Марганец и кремний вводят в сталь при плавке для раскисления (т.е. удаления из стали кислорода). Их содержание в качестве примеси 0,5-0,8% Mn и 0,35-0,4% Si. Марганец повышает прочность, но так как его количество примерно одинаково, то его влияние на стали разного состава остается не ощутимым. Кремний полностью растворяется в феррите и сильно повышает предел текучести, затрудняя холодную деформацию стали.
Влияние фосфора и серы. Фосфор и сера являются вредными примесями, их содержание в стали 0,025-0,045 и 0,035-0,06% соответственно. Фосфор растворяется в феррите, повышая временное сопротивление и предел текучести, но сильно снижает пластичность и вязкость. Сера сильно снижает пластичность, вязкость, ухудшает свариваемость и коррозионную стойкость.
Влияние азота, кислорода и водорода. Азот и кислород присутствуют в стали в основном в виде хрупких включений.: оксидов FeO, SiO2, Al2O3 и нитридов F4N и др., которые снижают сопротивление хрупкому разрушению. Водород является очень вредной примесью, он растворяется в стали и сильно охрупчивает ее.
Газы содержатся в сталях в небольших количествах, зависящих от способа производства, содержание азота 0,002-0,010%, кислорода 0,002-0,008%, водорода 0,0003-0,0007%.
КОНСТРУКЦИОННЫЕ СТАЛИ
В настоящее время сталь является основным металлическим материалом промышленности. Большое разнообразие химического состава сталей и видов их обработки позволяет получать различные свойства и удовлетворять запросы многих отраслей техники. В настоящее время ежегодно в мире выплавляют стали более 2000 марок.
Классификация сталей
Существует несколько классификаций, позволяющих систематизировать стали, что упрощает поиск стали нужной марки с учетом ее свойств. Стали классифицируют по химическому составу, качеству, степени раскисления, структуре, назначению и др.
По химическому составу стали подразделяют на углеродистые и легированные. По содержанию углерода те и другие условно делят на низкоуглеродистые (С ≤ 0,25%, среднеуглеродистые (0,3 …0,6%С) и высокоуглеродистые (≥0,7%С).
Легированные стали в зависимости от содержания легирующих элементов разделяют на низколегированные, содержащие менее 2,5% легирующих элементов; среднелегированные – 2,5 – 10% легирующих элементов; высоколегированные – более 10% легирующих элементов.
По преобладающему легирующему элементу легированные стали подразделяются на хромистые, марганцовистые, хромоникельмолибденовые, хромокремнемарганцевоникелевые и т.д. В связи с тем что более широко используются стали легированные несколькими элементами, что делает данную классификацию громоздкой.
По качеству стали классифицируются на стали обыкновенного качества, качественные, высококачественные.
Классификация по качеству. Под качеством стали понимают совокупность свойств, определяемых металлургическим процессом ее производства. Однородность химического состава, строения и свойств во многом зависят от содержания вредных примесей – серы и фосфора и газов (О2, N2, Н2), поэтому их нормы содержания являются основными показателями для разделения сталей по качеству.
По качеству различают стали:
- обыкновенного качества (углеродистые), S≤0,05%, Р≤0,04%;
- качественные (углеродистые и легированные) S≤0,04%, Р≤0,035%;
- высококачественные (углеродистые и легированные) S≤0,025%, Р≤0,025%;
- особовысококачественные (легированные) S≤0,015%, Р≤0,015%.
По степени раскисления стали (углеродистые) классифицируют на спокойные, кипящие и полуспокойные. Раскисление – процесс удаления из жидкого металла кислорода, проводимый для предотвращения хрупкого разрушения стали при горячей деформации.
Спокойные стали раскисляют марганцем, кремнием, алюминием. Они содержат мало кислорода и затвердевают спокойно без газовыделения. Кипящие стали раскисляют только марганцем. При их затвердевании выделение пузырей СО создает впечатление кипения стали. Полуспокойные стали раскисляют марганцем и алюминием и по степени раскисленности занимают промежуточное положение. Легированные стали выплавляются только спокойные.
Классификация по структуре для углеродистых сталей (в отожженном состоянии) приведена в главе 1, а легированных (в отожженном и нормализированном состояниях) - в разделах 3 настоящей главы.
По назначению (применению) стали объединены в группы: конструкционные, инструментальные и со специальными свойствами. Данная классификация является более содержательной, чем рассмотренные ранее классификации. Она в большей мере характеризует стали, поэтому ее рассмотрению уделяется больше внимания.
Углеродистые конструкционные стали
Конструкционными называются стали, применяемые в машиностроении и строительстве для изготовления деталей машин, конструкций и сооружений. Они могут быть углеродистыми и легированными. Содержание углерода в этих сталях не превышает 0,6%. Однако в некоторых случаях может достигать 1%.
Детали современных машин и конструкций работают в условиях высоких динамических нагрузок, больших концентраций напряжений и низких температур. Поэтому конструкционные стали, кроме высоких механических свойств, определяемых при стандартных испытаниях (σв – временное сопротивление, σ0,2 – предел текучести, δ – относительное удлинение, ψ – относительное сужение, НВ – твердость) должны обладать высокой конструктивной прочностью, т.е. прочностью, которая проявляется в условиях их реального применения.
Конструкционные стали должны иметь хорошие технологические свойства: хорошо обрабатываться давлением (прокатка, ковка, штамповка и т.д.), резанием, обладать высокой прокаливаемостью. Строительные конструкционные стали должны хорошо свариваться всеми видами сварки.
Конструкционные стали поставляют в виде заготовок и сортовой горячекатаной, калибровочной и шлифованной стали, в виде листов, полос, фасонных профилей и др.
Углеродистые конструкционные стали (стали общего назначения). Стали углеродистые обыкновенного качества выплавляют в кислородных конверторах, мартеновских и электропечах. Стали широко применяются в строительстве. Ряд марок сталей назначается и для деталей машиностроения. Сталь изготавливается горячекатаной – сортовой, фасонной, толстолистовой, тонколистовой, широкополосной (универсальной) – и холоднокатаной – тонколистовой. Из стали изготавливаются трубы, поковки и штамповки, лента, проволока и др.
Стали обыкновенного качества (ГОСТ 380-94) изготавливают следующих марок: Ст0, Ст1, Ст2, Ст3, Ст4, Ст5, Ст6. В маркировке сталей буквы Ст обозначают «Сталь», цифры – условный номер марки в зависимости от химического состава. С увеличением номера марки, за исключением марки Ст0, в сталях увеличивается количество углерода. Информацию о количественном химическом составе (в том числе и о содержании углерода марка стали не содержит).
Стали обыкновенного качества содержат, по сравнению с другими сталями, повышенное содержание серы – до 0,05%, фосфора – до 0,04%, а в стали марки Ст0: серы не более 0,06%, фосфора – не более 0,07%.
Сталь с номерами марок 1, 2, 3, 4 изготавливают кипящей (кп), полуспокойной (пс) и спокойной (сп), с номерами 5 и 6 полуспокойной и спокойной. Сталь марки Ст0 по степени раскисления не разделяют. Степень раскисления обозначается буквами кп, пс, сп, приводимыми в конце наименования стали. Например: Ст1кп, Ст2пс, Ст5сп и др.
Сталь марок Ст 3пс, Ст 3сп и Ст 5пс изготавливают с повышенным содержанием марганца. В обозначении этих марок сталей ставят букву Г. Ст 3Гпс, Ст 3Гсп, Ст 5Гпс.
Спокойные стали (раскисленные Mn, Si, Al) содержат пониженное количество кислорода и различных оксидов. Содержание кремния составляет 0,15-0,30%, однако даже в этих относительно малых количествах кремний повышает предел текучести и снижает пластичность.
Кипящие стали (раскисленные только Мn) содержат кремний лишь в качестве примеси (≤ 0,05%). Кипящие стали по сравнению со спокойными и полуспокойными сталями имеют одинаковый предел прочности, но обладают более высокой пластичностью и хорошо подвергаются холодной обработке давлением (прокатке, вытяжке и др.). Кипящие стали более дешевые, так как отходы при их производстве минимальны. Поскольку пластичность сталей зависит и от содержания углерода, то количество его в кипящих сталях не более 0,25%.
Полуспокойные стали (раскисленные Mn и Al) содержат кремния до 0,15%. По составу и свойствам они занимают промежуточное положение. Полуспокойные стали используют, в частности, для холодного выдавливания болтов и других деталей.
Химический состав сталей обыкновенного качества соответствует ГОСТ 380-94. Этот стандарт соответствует международным стандартам ИСО 630-80 «Сталь конструкционная. Пластины, широкие фаски, бруски и профили» и ИСО 1052-82 «Сталь конструкционная общего назначения», в части требований к химическому составу сталей.
Качественные углеродистые стали (стали общемашиностроительного назначения). Стали выплавляют в мартеновских и электрических печах с соблюдением более строгих требований к составу шихты, процессам плавки и разливки. К ним предъявляют более высокие требования по химическому составу: содержание серы не должно превышать 0,04%, фосфора 0,035-0,04% (в зависимости от марки), стали также должны иметь меньшее, чем в сталях обыкновенного качества количество неметаллических включений.
Углеродистые качественные стали в соответствии с ГОСТ 1055-88 маркируют двухзначными числами, которые показывают среднее содержание углерода в сотых долях процента. Например: 05, 08, …, 15, …, 45, …, 60 (соответственно 0,05, 0,08, …, 0,15, …, 0,45, …, 0,60% С).
Низкоуглеродистые стали с содержанием углерода до 0,2% могут быть кипящими, полуспокойными и спокойными. Кипящая сталь имеет в конце маркировки буквы кп, полуспокойная – пс. Для спокойных сталей буквы в конце их наименований не добавляются, например: 08кп, 10пс, 18кп, 20, 25, 30, 35 и т.д. Химический состав углеродистых качественных конструкционных сталей соответствует ГОСТ 1050-88.
Качественные стали подразделяют на подгруппы. Низкоуглеродистые 05кп, 08кп, 08, 10кп, 10сп, 10, 11кп обладают невысокой прочностью и высокой пластичностью. Эти стали без термической обработки применяют для малонагруженных деталей (прокладок, шайб, капотов тракторов, змеевиков), элементов сварных конструкций и т.д. Стали хорошо деформируются в холодном состоянии. Тонколистовую холоднокатаную низкоуглеродистую сталь используют для холодной штамповки изделий. Штампуемость стали тем хуже, чем больше в ней углерода. Кремний, повышая предел текучести, снижает штампуемость, особенно способность стали принимать вытяжку, поэтому для холодной штамповки, особенно для вытяжки, более широко используют холоднокатаные полуспокойные и кипящие стали 08пс, 08кп.
Стали 15, 15кп, 15пс, 18кп, 20кп, 20пс, 20, 25 применяют без термической обработки или в нормализованном виде. Стали поступают в виде проката, поковок, труб, листов, ленты и проволоки, они менее пластичны несколько хуже деформируются в холодном состоянии. Сталь хорошо сваривается и обрабатывается резанием. Эти стали используют для цементуемых деталей, работающих на износ и не испытывающих высоких нагрузок (например, кулачковых валиков, рычагов, осей, втулок, шпинделей, вилок и валиков переключения передач, пальцев рессор и многих других деталей автотракторного, сельскохозяйственного и общего машиностроения).
Среднеуглеродистые стали 30, 35, 40, 45, 50 применяют после нормализации, улучшения и поверхностной закалки для самых разнообразных деталей во всех отраслях машиностроения (распределительных валков, шпинделей, фрикционных дисков, штоков, траверс, плунжеров и т.д.). Эти стали в нормализованном состоянии по сравнению с низкоуглеродистыми имеют более высокую прочность при более низкой пластичности. Стали в отожженном состоянии достаточно хорошо обрабатываются резанием. Прокаливаемость сталей невелика, поэтому их следует применять для изготовления небольших деталей или больших размеров не требующих сквозной прокаливаемости.
Стали марок 50, 55, 60 применяют после различных видов термической обработки – нормализации улучшения, закалки с низким отпуском, закалки ТВЧ и др., которые значительно повышают эксплуатационные и прочностные свойства деталей (зубчатые колеса, шпиндели, тяжело нагруженные валы, муфты сцепления, прокатные валки, колеса и бандажи для подвижного состава железных дорог, диски сцепления.
ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
Инструментальными сталями называют углеродистые и легированные стали, обладающие высокой твердостью (HRC 60-65), прочностью и износостойкостью и применяемые для изготовления различного инструмента.
Одной из главных характеристик инструментальных сталей является теплостойкость, т.е. устойчивость против отпуска при нагреве инструмента в процессе работы. Все инструментальные стали подразделяют на три группы: не обладающие теплостойкостью (углеродистые и легированные стали, содержащие до 3-5% Cr), полутеплостойкие (содержащие свыше 0,6-0,7% С и 3-18% Cr) и теплостойкие (высоколегированные стали, содержащие Cr, W, Mo, V, Co), получившие название быстрорежущих.
Другой важной характеристикой инструментальных сталей является прокаливаемость. Высоколегированные теплостойкие и полутеплостойкие стали обладают высокой прокаливаемостью. Инструментальные стали, не обладающие теплостойкостью, делят на стали небольшой прокаливаемости (углеродистые) и повышенной прокаливаемости (легированные).
Маркировка инструментальных сталей. Углеродистые инструментальные стали маркируют буквой У (углеродистые); следующая за ней цифра (У7, У8, У10 и т.д.) показывает среднее содержание углерода в десятых долях процента. Буква А в конце (У10А) указывает, что сталь высококачественная. Легированные инструментальные стали Х, 9Х, 9ХС, 6ХВГ и т.д. маркируют цифрой, показывающей среднее содержание углерода в десятых долях процента, если его содержание < 1%. Если содержание углерода ~ 1% и больше, то цифра чаще отсутствует. Буквы означают легирующие элементы, а следующие за ними цифры – содержание (в целых процентах) соответствующего легирующего элемента.
ЛЕГИРОВАННЫЕ СТАЛИ. КЛАССИФИКАЦИЯ И МАРКИРОВКА ЛЕГИРОВАННЫХ СТАЛЕЙ
Классификация по структуре включает классификацию по равновесной структуре и структуре в нормализованном состоянии (после охлаждения на воздухе).
По равновесной структуре различают стали:
- доэвтектоидные, имеющие в структуре избыточный феррит;
- эвтектоидные, имеющие перлитную структуру;
- заэвтектоидные, имеющие в структуре избыточные (вторичные) карбиды;
- ледебуритные, имеющие в структуре первичные карбиды, выделившиеся из жидкой стали. В литомвиде избыточные карбиды совместно с аустенитом образуют эвтектику – ледебурит, который при ковке или прокатке разбивается на обособленные карбиды и аустенит.
По структуре после нормализации стали подразделяют на следующие основные классы: перлитный, мартенчитный, аустенитный, ферритный.
Стали перлитного класса – низколегированные, имеют невысокую устойчивость переохлажденного аустенита. При охлаждении на воздухе они приобретают структуру перлита, сорбита или тростита, в которой могут присутствовать избыточные феррит или карбиды.
Стали мартенситного класса при охлаждении на воздухе закаливаются на мартенсит. К этому классу относятся средне и высокоуглеродистые стали легированные Cr, W, V, Mo и др. элементами стабилизирующими область α-Fe. Стали аустенитного класса содержат повышенное количество Mnили Ni (обычно в сочетании с хромом), поэтому имеют интервал мартенситного превращения ниже 00С и сохраняют аустенит при комнатной температуре.
Стали ферритного класса содержат повышенное количество легирующих элементов, стабилизирующих область α-Fe(Cr, V, W, Mo, Si и др.) при незначительном количестве углерода. Интервал мартенситного превращения сталей ниже 0оС.
Легирующие элементы в конструкционных сталях.
Основными легирующими элементами конструкционных сталей являются хром, никель, кремний, марганец. Остальные легирующие элементы вольфрам, молибден, ванадий, титан, бор и др. вводят в сталь в сочетании с основными элементами для дополнительного улучшения свойств. Легированные стали применяют после закалки и отпуска, поскольку в отожженном состоянии они по механическим свойствам не отличаются практически от углеродистых. Для достижения высокой прокаливаемости стали легируют как дешевыми элементами – марганцем, хромом, бором, так и более дорогими – никелем, молибденом. Наиболее сильно повышает прокаливаемость введение нескольких элементов: Cr+Ni, Cr+Mo, Cr+Ni+Mo и др.
Хром вводят в количестве до 2%. Он повышает твердость и прочность, увеличивает прокаливаемость.
Никель – наиболее ценный и в то же время дефицитный и дорогостоящий легирующий элемент повышает пластичность и вязкость стали, увеличивает прокаливаемость, понижает температурный порог хладноломкости. В конструкционные стали его вводят совместно с хромом и другими легирующими элементами в количестве 1-5%.
Марганец вводят до 2%. Он повышает прочность, улучшает прокаливаемость, однако делает сталь чувствительной к перегреву.
Кремний сильно повышает предел текучести, снижает вязкость и пластичность сталей, затрудняет разупрочнение стали при отпуске, повышает прокаливаемость, количество его в конструкционных сталях не превышает 2%.
Молибден и вольфрам (дорогостоящие элементы) уменьшают величину зерна, повышают твердость и прочность сталей, увеличивают прокаливаемость. Количество молибдена 0,2-0,4%, вольфрама 0,8-1,2%. Молибден значительно повышает механические свойства стали после цементации и нитроцементации.
Ванадий и титан – сильные карбидообразующие элементы; добавляют в количестве до 0,3%V и до 0,1%Ti в стали содержащие хром, марганец, никель для измельчения зерна.
Бор вводят в микродозах (0,002-0,005%) для увеличения прокаливаемости.
Маркировка легированных сталей. Обозначения марок легированных сталей состоят из сочетания букв и цифр, указывающих на примерный состав стали. Каждый легирующий элемент обозначают буквой: Н – никель; Х – хром; Г – марганец; В – вольфрам; М – молибден; Ю – алюминий; С – кремний; Ф – ванадий; К – кобальт; Д – медь; Р – бор; Т – титан; Б – ниобий; А – азот (в середине наименования); Ц – цирконий; П – фосфор.
Число, стоящее в начале марки указывает среднее содержание углерода. Если это число двузначное, то оно соответствует содержанию углерода в сотых долях процента (у всех сталей, кроме инструментальных), если однозначное – в десятых долях процента; если перед маркой нет числа, то это означает, что содержание углерода равно или больше одного процента. Цифры после буквы указывают примерное содержание соответствующего легирующего элемента в процентах. Отсутствие цифры указывает, что оно составляет 1-1,5% и менее. Исключение сделано для молибдена и ванадия для которых отсутствие цифры соответствует содержанию их не более 0,3%.
Например, сталь 12ХН3 в среднем содержит 0,12%С, 1%Cr, 3%Ni. Сталь 25Х2М1Ф – 0,25%С, 2%Cr, 1%Мо, 0,3%V.
Сталь 9ХС – 0,9%С, 1%Cr, 1%Si. Сталь Х12Ф1 - >1%C, 12%Cr, 1%V.
В сталях целевого назначения, в которых изменение количества легирующего элемента вызывает значительное изменение свойств, цифра не ставится, если содержание легирующего элемента менее 1%. Например по ГОСТ20072 – 74. Сталь теплоустойчивая, марка 12Х1МФ обозначает сталь содержащую в среднем 0,12%С, 1%Cr, 0,2%V, 0,3%Мо.
Высококачественные стали обозначаются буквой А в конце наименования марки, например 30ХГСА. Особовысококачественные обозначают добавлением через тире буквы Ш, например 18ХГ – Ш, 20ХГНТР – Ш и др. Существуют и другие отклонения от общепринятых маркировок сталей. Обозначение таких марок будет приведено при рассмотрении этих сталей. Нестандартные легированные стали, выплавляемые заводом «Электросталь», маркируют сочетанием букв ЭИ (электросталь исследовательская) или ЭП (пробная) и порядковым номером (например ЭИ415, ЭП716 и т.д.). После промышленного освоения условное обозначение заменяют на марку, отражающую примерный состав стали.
Подшипниковые стали
Стали применяются для изготовления элементов подшипников – тел качения (шариков или роликов), колец. Подшипниковая сталь должна обладать высокой твердостью (HRC≥62), поэтому применяют высокоуглеродистую сталь с содержанием углерода в среднем 1%. Стали должны иметь высокую прокаливаемость, т.к. элементы подшипника должны прокаливаться насквозь. Для достижения этого стали легируют хромом. Чем больше размер закаливаемой детали подшипника, тем больше должно быть содержание хрома в стали. К подшипниковым сталям предъявляют высокие требования по содержанию неметаллических включений (оксидных, сульфидных) и карбидной ликвации, потому что нагрузка в подшипниках локальная и если в точках касания шарика (ролика) и кольца окажется включение, то может произойти местное разрушение (выкрашивание), и долговечность работы подшипника снизится.
Термическая обработка детали подшипника состоит из закалки в масло с температурой 830-8400С и низкого отпуска при температуре 150-1600С, что обеспечивает твердость не ниже 62 HRC. Структура стали – мелкоигольчатый мартенсит с равномерно распределенными карбидами.
Марки подшипниковых сталей обозначаются буквами ШХ, что расшифровывается как подшипниковая (шарикоподшипниковая) хромистая, цифра после буквы Х показывает содержание хрома в десятых долях процента. Дополнительно стали легируют кремнием и марганцем. Химический состав подшипниковых сталей соответствует ГОСТ 801-78.
Быстрорежущие стали
маркируют буквой Р. Следующая за ней цифра указывает среднее содержание главного легирующего элемента быстрорежущей стали – вольфрама (в процентах). Среднее содержание остальных легирующих элементов, кроме хрома, обозначают цифрой после соответствующей буквы. Среднее содержание хрома в большинстве быстрорежущих сталей составляет 4% и поэтому в обозначении марки стали не указывается.
Быстрорежущие сталиобладают высокой теплостойкостью (до 600-620 0С), которая достигается легированием карбидообразующими элементами (W, Mo, Cr, V) в таком количестве, при котором они весь углерод связывают в специальные карбиды и эти карбиды переходят в раствор при закалке. Быстрорежущие стали предназначены для изготовления режущего инструмента, работающего при высоких скоростях резания; фактически скорость резания в 2-4 раза выше, а стойкость инструмента в 10-30 раз выше по сравнению со сталями, не обладающими теплостойкостью.
Для придания стали высокой теплостойкости их подвергают закалке и трехкратному отпуску. Температуры закалки высокие (1230-1280оС), с целью более полного растворения легирующих элементов в аустените, из которого в процессе закалки образуется легированный мартенсит, обладающий большой теплостойкостью. В структуре закаленной стали присутствует также около 30% остаточного аустенита, который ухудшает режущие свойства. Для превращения остаточного аустенита в мартенсит (и повышения твердости) сталь после закалки подвергают трехкратному отпуску (550-570оС) или обработке холодом (-70оС) и однократному отпуску.
Твердость сталей после такой термической обработки HRC63-65. Наиболее известные марки Р18, Р12, Р6М5, Р9К10 , Р12Ф3, Р6М5К5 и др.
Стали для режущего инструмента
Стали для режущего инструмента после закалки и низкого отпуска должны иметь высокую твердость по режущей кромке (HRC 60-65); высокую износостойкость; достаточную прочность при некоторой вязкости для предупреждения поломки инструмента в процессе работы; теплостойкость, когда резание выполняется с повышенной скоростью.
Углеродистые стали небольшой прокаливаемости, не обладающие теплостойкостью. Углеродистые инструментальные стали У7 (У7А), У8 (У8А), У8ГА, У9 (У9А), У10 (У10А), У12 (У12А) имеют небольшую прокаливаемость, поэтому их применяют для инструментов небольших размеров, применяемых для резания материалов с низкой твердостью и с малой скоростью, т.к. их твердость сильно снижается при нагреве выше 190-200оС. Для режущего инструмента (фрезы, зенкеры, сверла и др.) применяют заэвтектоидные стали (У10, У12 и др.). Деревообрабатывающий инструмент - зубила, кернеры, топоры и т.п. - изготовляют из сталей У7 и У8.
Легированные стали повышенной прокаливаемости, не обладающие теплостойкостью. Стали содержат 1-3% легирующих элементов и поэтому обладают повышенной прокаливаемостью. Легированные стали применяют для изготовления режущего инструмента большого сечения для обработки материалов с небольшой скоростью, при нагреве во время работы не свыше 2500С.
Из сталей марок Х, 9ХС и др. изготавливают ручные сверла, метчики, развертки и др. Стали, легированные марганцем ХГ, ХВГ, применяют для изготовления длинномерного инструмента (протяжки, длинные развертки и т.д.), т.к. присутствие марганца способствует увеличению количества остаточного аустенита, что уменьшает деформацию инструмента при закалке. Стали, легированные вольфрамом, марок В2Ф, ХВ4 имеют после закалки и низкого отпуска очень высокую твердость (HRC 67-70) и их применяют для обработки твердых материалов.
Стали высокой обрабатываемости резанием (автоматные стали)
Для деталей, производимых в больших количествах на станках автоматах (болты, гайки, винты, втулки, кольца и т.д.), используют так называемые автоматные стали, обладающие повышенной обрабатываемостью резанием. В качестве автоматных применяют углеродистые и легированные стали с повышенным содержанием серы (0,08-0,3%) и фосфора (0,06%). В сталях сера находится в основном в виде сульфидов марганца (MnS), которые способствуют образованию короткой и ломкой стружки. Фосфор способствует образованию ломкой стружки и получению гладкой блестящей поверхности. Однако применение сернистых сталей ограничивается из-за некоторого снижения механических свойств и коррозионной стойкости.
Улучшение обрабатываемости сталей достигается также легированием свинцом (0,15-0,3 %). Свинец присутствует в стали в виде мелких округлых включений и действует как разрушитель стружки сильнее чем MnS. Присадки свинца к легированным сталям мало влияют на их механические свойства. После оптимальной термической обработки такие стали используются для изготовления нагруженных деталей в автомобильной и тракторной промышленности. Недостаток применения свинца – необходимость специальных мер при производстве свинцовистых сталей из-за токсичных выделений. Стали, подвергающие сложной механической обработке, а также нержавеющие стали дополнительно легируют селеном (0,04-0,10 %) и кальцием, что позволяет дополнительно увеличить скорость резания и стойкость инструмента.
Обозначения автоматных сталей по ГОСТ 1414-75 начинаются с буквы А (автоматная) – содержит повышенное количество серы и фосфора. Если сталь легирована свинцом, то ее обозначение начинается с букв АС. Для отражения содержания остальных элементов используются те же правила, что и для конструкционных углеродистых и легированных сталей. Например, А12 – автоматная сталь с содержанием углерода ≈0,12%, серы 0,08-0,15 %, фосфора 0,15-0,30 %. АС20ХГНМ – автоматная свинецсодержащая, С ≈0,20%, Cr= 0,4-0,7%, Mn ≈1%, Ni = 0,4-0,7%, Мо = 0,15-0,25%. Присутствие в обозначении марки буквы Е указывает на присутствие селена.
Строительные стали
Строительные стали применяются для изготовления строительных конструкций – мостов, газо- и нефтепроводов, ферм и т.д. Все строительные конструкции, как правило, являются сварными и свариваемость одно из основных свойств строительных сталей. Поэтому строительные стали содержат углерода до 0,25%. По химическому составу строительные стали – углеродистые и низколегированные, содержащие небольшое количество марганца и кремния, как наиболее дешевых легирующих элементов. Низколегированные низкоуглеродистые стали хорошо свариваются, не образуют при сварке холодных и горячих трещин. Для повышения механических свойств стали дополнительно легируют ванадием и молибденом. Добавки никеля понижают порог хладноломкости. Добавки меди с никелем или меди с фосфором повышают коррозионную стойкость в атмосферных условиях.
Строительные стали у потребителя не подвергаются термической обработке. Структура и служебные характеристики формируются при производстве сталей путем проведения термической обработки или регулированием теплового и механического режимов прокатки.
Маркировка сталей. Строительные стали по ГОСТ 27772-88 обозначаются буквой С (строительная) и цифрами, соответствующими минимальному пределу текучести стали. Буква К в конце наименования указывает на стали с повышенной коррозионной стойкостью, буква Т – на термоупрочненный прокат, а буква Д – на повышенное содержание меди, например, 235, С245, С255, С345Т, С390К, С440Д и т.д.
Рессорно-пружинные стали общего назначения
Основным требованиями, предъявляемыми к деталям типа рессор и пружин, являются высокий предел упругости, высокое сопротивление усталости при достаточной пластичности. Для получения этих свойств стали должны содержать углерода ≥ 0,5% и быть подвергнуты закалке (в воде или масле) и среднетемпературному отпуску при 400-5000С (в зависимости от марки). Стали также должны обладать хорошей закаливаемостью и прокаливаемостью. В соответствии с ГОСТ 14959-79 в качестве рессорно-пружинных используются углеродистые стали марок 65, 70, 80, 85 и легированные качественные и высококачественные стали. Основные легирующие элементы – кремний, марганец, хром, ванадий. Наиболее часто используются кремнистые стали, например, 55С2, 70С3А и др., в основном для пружин вагонов, автомобильных валов и т.д.
Стали 60С2ХФА, 65С2ВА применяют для крупных высоконагруженных пружин и рессор. Для клапанных пружин рекомендуется сталь 50ХФА, не склонная к перегреву и обезуглероживанию.
Химический состав сталей регламентирован по ГОСТ 4955-77.
Кроме сталей, применяемых для изготовления пружин в термически обработанном состоянии, в качестве пружинного материала применяют также высокоуглеродистые стали марок 65…85 (ГОСТ4955-77) и инструментальные стали У10, У12 в виде холоднотянутой (со степенью деформации не менее 70%) шлифованной проволоки (серебрянки). Пружины после холодной навивки подвергают отпуску при 250-320оС для снятия напряжений и повышения предела упругости.
Конструкционные машиностроительные улучшаемые стали
Такими сталями являются углеродистые и легированные стали с содержанием углерода 0,3…0,5%. Стали применяют после закалки и высокого отпуска (такую термическую обработку называют улучшением). Стали имеют высокие пределы текучести и выносливости и достаточный запас вязкости. Их применяют для большой группы деталей машин, работающих не только при статических, но и в условиях циклических и ударных нагрузок (валы, штоки, шатуны, шпиндели, шестерни и др.). Высокие механические свойства при улучшении возможны лишь при обеспечении сквозной прокаливаемости, которая определяется количеством легирующих элементов (чем больше легирующих элементов, тем выше прокаливаемость). В условиях полной прокаливаемости механические свойства мало зависят от характера легированности и определяются в основном содержанием углерода, количество которого в улучшаемых сталях изменяется незначительно. Поэтому важной характеристикой при выборе сталей является прокаливаемость. Чем больше сечение детали, тем более легированную сталь необходимо выбирать.
Улучшаемые стали условно разделяют на группы. По мере увеличения номера группы растут степень легирования и, следовательно, размер сечения, в котором достигается сквозная прокаливаемость:
1. Углеродистые стали марок 40, 45 и др., обладающие небольшой прокаливаемостью, в сечениях до 12 мм при закалке в воде.
2. Хромистые стали 30Х, 40Х и др., применяемые для средненагруженных деталей небольших размеров. Прокаливаются на глубину до 20 мм. Введение бора увеличивается прокаливаемость.
3. Хромистые стали, дополнительно легированные марганцем, молибденом, титаном (30ХГТ, 30ХГС, 40ХГ и др.) для повышения прокаливаемости и улучшения технологических и механических свойств. Стали прокаливаются на глубину до 30 мм в масле и до 40 мм в воде. Стали, легированные хромом, кремнием и марганцем, сочетают хорошие технологические (хорошо штампуются, свариваются) и механические свойства.
4. Стали, легированные никелем до 1…1,5%. Они имеют повышенную прокаливаемость, высокую прочность и вязкость. Для улучшения свойств и повышения прокаливаемости стали дополнительно легируют молибденом, ванадием (40ХН, 40ХНМ и др.). Их применяют для деталей сечением до 70 мм.
5. Стали, содержащие никеля до 3% и дополнительно легированные Мо, W, V и др. элементами (30ХНЗ, 38ХН3МФ и др.). Их применяют для крупных изделий сложной конфигурации, работающих при вибрацинонных и динамических нагрузках. Химический состав углеродистых улучшаемых сталей регламентируется по ГОСТ 1055-88, легированных по ГОСТ 4543-71.
Конструкционные машиностроительные цементуемые (нитроцементуемые) стали
К цементуемым относятся малоуглеродистые стали с содержанием углерода 0,1-0,25%. Эти стали используются для изготовления деталей, которые в процессе работы подвергаются интенсивному изнашиванию и от которых требуются высокие механические свойства (сопротивление статическим и динамическим нагрузкам и усталости) – зубчатые колеса, кулачки, валики, поршневые пальцы, втулки и т.п.
После цементации (нитроцементации) стали подвергают закалке и низкому отпуску, что обеспечивает получение твердого поверхностного слоя (НRС 58-62) и достаточно прочную и вязкую сердцевину (HRC15-40), устойчивую к воздействию циклических и ударных нагрузок. Работоспособность цементованных деталей зависит от свойств поверхностного слоя и сердцевины. При одинаковых свойствах цементованного слоя работоспособность деталей повышается по мере увеличения твердости и предела текучести сердцевины. Цементуемые стали в зависимости от степени упрочнения сердцевины детали подразделяют на три группы:
1. Углеродистые стали с неупрочняемой сердцевиной при термической обработке марок 10, 15, 20, применяемые для изготовления изделий небольших размеров, не испытывающих значительных напряжений.
2. Низколегированные стали со слабоупрочняемой сердцевиной. К этой группе относятся хромистые стали марок 15Х, 20Х, а также содержащие дополнительно ванадий (15ХФ) или бор (20ХР). Стали этой группы применяют для небольших деталей простой формы сечением до 25 мм, работающие в условиях трения при средних нагрузках (втулки, валики, оси, поршневые пальцы и т.п.)
3. Относительно высоколегированные стали с сердцевиной, сильно упрочняемой при термообработке. К этой группе –сталям относятся: хромоникелевые – марок 12ХН2, 20ХН3А, 20ХНР и др., применяемые для изготовления крупных деталей ответственного назначения, испытывающих большие напряжения и удары. Прокаливаемость сталей до 100 мм. Стали дополнительно легируют молибденом и вольфрамом, что повышает их механические и эксплуатационные свойства и детали прокаливаются практически в любом сечении.
Хромомарганцовистые стали с добавками титана и молибдена марок 18ХГТ, 20ХГН, 25ХГТ и др. применяют вместо дорогостоящих хромоникелевых сталей. Они превосходят по прочности хромоникелевые, но имеют меньшую вязкость и менее устойчивы против нагрева. Прокаливаемость их до 60 мм. Повышение прокаливаемости достигается дополнительным легированием никелем (например, сталь 15ХГН2ТА и др.). Химический состав углеродистых сталей регламентируется по ГОСТ 1050-88, легированных по ГОСТ 4543-71.
Коррозионно-стойкие (нержавеющие) стали
Коррозией называют разрушение металлов под действием окружающей среды. В результате воздействия коррозии механические свойства металлов резко ухудшаются. Различают химическую коррозию, протекающую при воздействии на металл сухих газов (газовая коррозия) и жидких неэлектролитов (нефть и ее производные, и некоторые неорганические вещества – бром, расплав серы и др.) и электрохимическую коррозию, вызываемую действием жидких электролитов (влажная атмосфера, почва, вода, растворы солей, щелочей, кислот).
Стали, устойчивые против электрохимической коррозии называют коррозионно-стойкими (нержавеющими). Повышение устойчивости стали против коррозии достигается введением в нее элементов, образующих на поверхности защитные пленки, прочно связанные с основным металлом и предупреждающие контакт между сталью и наружной агрессивной средой, а также повышающие электрохимический потенциал. Основным легирующим элементом в нержавеющих сталях является Cr, введение его в сталь в количестве 12-14% (по массе) скачкообразно повышает коррозионную стойкость в атмосфере и во многих других промышленных средах путем образования на поверхности защитной пленки оксида Cr2O3 и повышения электрохимического потенциала. Дополнительно коррозионную стойкость сталей повышают легированием никеля.
По составу нержавеющие стали разделяют на хромистые и хромоникелевые. Хромистые стали применяют трех типов: с 13% хрома (содержание углерода 0,08-0,4%), с 17% хрома и 25-28% хрома (содержание углерода 0,08-0,17%) следующих классов: ферритного (стали 08Х13, 12Х17, 15Х28 и др.), мартенситного (стали 20Х13, 30Х13, 40Х13 и др.) и промежуточного ферритно-мартенситного класса (сталь 12Х13).
Хромистые стали коррозионно-стойки во влажной атмосфере воздуха, водопроводной и речной воде, слабых растворах солей, щелочей, в азотной кислоте и некоторых органических кислотах.
Хромоникелевые нержавеющие стали, содержащие 18%Cr и 8-10% Ni, имеют структуру устойчивого аустенита (после охлаждения на воздухе) и соответствуют аустенитному классу (стали 12Х18Н9, 08Х18Н10, 12Х18Н10Т, 08Х18Н12Б и др.). Стали имеют умеренную прочность, высокую пластичность и хорошую коррозионную стойкость в окислительных средах (в растворах азотной и серной кислот и др.) поэтому являются наиболее распространенными.
Для работы в слабоагрессивных средах в хромоникелевых аустенитных сталях часть дефицитного никеля заменяют более дешевым аустенитообразующим элементом – марганцем (сталь 10Х14Г14Н4Т и др.). Легирование сталей титаном или ниобием делает их стойкими к межкристаллитной коррозии. Наряду со сталями аустенитного класса используются стали промежуточных классов: аустенито-ферритного (сталь 12Х22Н5Т и др.) и аустенито-мартенситного (сталь 09Х17Н7Ю и др.).
Составы хромистых и хромоникелевых коррозионно-стойких (нержавеющих) сталей соответствуют ГОСТ 5632-72.
Штамповые стали
Для обработки металлов давлением применяют инструменты – штампы, пуансоны, ролики и т.д., деформирующие металл. Стали, применяемые для изготовления такого рода инструмента называются штамповыми сталями (по виду наиболее распространенного инструмента). Штамповые стали делятся на две группы: деформирующие металл в холодном состоянии и горячем состоянии. Условия работы этих сталей сильно различаются между собой.
Штамповые стали для деформирования в холодном состоянии.
Стали используемые для изготовления штампов, деформирующих металл при нормальных температурах должны обладать высокой твердостью (HRC 56-60), износостойкостью, прочностью сочетающейся с достаточной вязкостью. При термической обработке необходимо обеспечить сквозную прокаливаемость штампов и небольшие объемные изменения. Штампы небольших размеров и простой конфигурации изготавливают из углеродистых сталей У10, У11, У12. Для более сложных конфигураций и более тяжелых условий работы применяют стали ШХ 15, Х, ХВСГ и др. Для крупных штампов применяют стали Х12, Х12Ф1, Х12М и др.
Штамповые стали для деформирования в горячем состоянии (полутеплостойкие и теплостойкие). Стали, применяемые для штампов, деформирующих металл в горячем состоянии должны иметь высокие механические свойства (прочность и вязкость) при повышенных температурах и обладать окалиностойкостью и разгаростойкостью, т.е. способностью выдерживать многократные нагревы и охлаждения без образования разгарных трещин. Кроме того, стали должны иметь высокую износостойкость и теплопроводность для лучшего отвода тепла, передаваемого обрабатываемой заготовкой. Многие штампы имеют большие размеры, поэтому сталь для их изготовления должна обладать высокой прокаливаемостью, что обеспечивает высокие механические свойства по всему сечению штампа.
Штампы, работающие при умеренных нагрузках и нагревающиеся при работе до 550 0С изготавливают из полутеплостойких сталей 5ХНМ, 5ХГМ и др., обладающих повышенной вязкостью. Средненагруженные штампы, работающие с разогревом поверхности до 600 0С изготавливают из сталей 4Х5В2ФС, 4Х5МФ1С и др. Стали повышенной теплостойкости 5Х3В3МФС, 3Х2В8Ф и др. используют для штампов нагревающихся при деформировании до 600-700 0С.
ЧУГУНЫ
Процесс графитизации в чугунах
Чугун отличается от стали по химическому составу более высоким содержанием углерода. В промышленных чугунах кроме железа и углерода содержится кремний, марганец, сера и фосфор, причем в количествах, больших, чем в углеродистых сталях. Чугуны обладают лучшими по сравнению со сталью, литейными свойствами (большей жидкотекучестью, меньшей усадкой), они дешевле стали, но уступают по прочности (особенно при растягивающих нагрузках) и пластическими свойствами (не поддаются обработке давлением).
Углерод в чугуне может находиться в связанном состоянии – в виде карбида железа (цементита) и в свободном – в виде графитовых включений различной формы, или одновременно в виде карбида и графита. В зависимости от этого различают чугуны.
1. Белый, в нем весь углерод находится в связанном состоянии в виде карбидов, излом чугуна имеет характерный блестящий белый цвет;
1. Серый, большая часть углерода в нем находится в свободном состоянии в виде графита, имеющего пластинчатую форму;
2. Ковкий, большая часть углерода в этом чугуне находится в свободном состоянии в виде графита, имеющего хлопьевидную форму (углерод отжига);
3. Высокопрочный, в нем большая часть углерода находится в свободном состоянии в виде графита, имеющего шаровидную форму.
Серый, ковкий и высокопрочные чугуны содержат графит, их изломы, поэтому получаются серого цвета и по цвету излома все перечисленные чугуны можно называть серыми. Структура серого, ковкого и высокопрочного чугунов состоит из графитовых включений и металлической основы, которая может быть ферритной, феррито-перлитной и перлитной.
Процесс образования графита в чугуне называется графитизацией. Основными факторами, влияющими на процесс графитизации, являются скорость охлаждения и химический состав чугуна.
Скорость охлаждения. Образование графита из жидкости или аустенита при охлаждении происходит в узком интервале температур, следовательно, для того, чтобы как можно дольше жидкость и аустенит находились в этих интервалах температур, скорость охлаждения должна быть мала. В производственных условиях скорость охлаждения удобно характеризовать по толщине стенки отливки. Чем тоньше отливка, тем быстрее охлаждение и в меньшей степени протекает графитизация.
Химический состав. Углерод и кремний способствует графитизации чугуна, поэтому с увеличением их содержания в чугуне графитизация будет протекать полнее. Содержание кремния в чугуне составляет 1,2-3,5%.
Марганец препятствует графитизации, т.е. затрудняет выделение графита и способствует образованию карбидов и таким образом способствует получению белого чугуна.
Сера способствует отбеливанию чугуна. Ее отбеливающее влияние в 5 раз больше, чем для марганца.
Фосфор на процесс графитизации заметного влияния не оказывает.
Образование графита может происходить не только при кристаллизации из жидкости или аустенита. Возможен и другой способ его образования – в результате распада предварительно образовавшегося цементита, в процессе длительного нагрева его при высоких температурах. При температуре выше PSKцементит распадается на аустенит и графит, а ниже PSKцементит распадается на феррит и графит.
Структура, свойства и применение чугунов
Белый чугун. Структура белых чугунов представлена на диаграмме железо-цементит, в соответствии с которой белые чугуны делятся на: доэвтектические – содержащие углерода от 2,14 до 4,3%, эвтектические - С=4,3%, заэвтектические – С>4,3%. В белых чугунах весь углерод находится в форме цементита, т.е. степень графитизации равна нулю. Белый чугун обладает высокой твердостью, хрупкостью, практически не поддается обработке режущим инструментом, поэтому имеет ограниченное применение (для отливок, не требующих механической обработки и работающих в условиях абразивного износа при сухом трении). Его также используют как исходный материал для получения ковкого чугуна.
Серый чугун. В чугуне весь углерод или частично присутствует в виде графита пластинчатой формы. В структуре чугуна различают металлическую основу и графитовые включения. По строению металлической основы серый чугун разделяют на ферритный; структура – феррит и графит. Феррито-перлитный: структура – феррит + перлит + графит. Перлитный; структура перлит + графит.
Механические свойства серых чугунов зависят как от свойств металлической основы, а так же количества и характера графитовых включений. Чугуны разделяются на марки в зависимости от значений механических свойств. Чугун маркируется буквами СЧ (серый чугун) и числом, показывающим минимальную величину временного сопротивления при растяжении в МПа·10-1. Например чугуны марок СЧ10 и СЧ35 имеют временное сопротивление при растяжении не менее 100 и 350 МПа соответственно. Применение серых чугунов определяется их механическими свойствами.
Ферритные и феррито-перлитные чугуны СЧ10…СЧ15 используют для строительных колон, фундаментных плит, малонагруженных деталей сельхозмашин и т.д.
Перлитные чугуны (СЧ18…) применяют для изготовления отливок, например станины станков, блоки двигателей, цилиндры, компрессорное и арматурное литье, для металлургического оборудования и др. Чугуны марок СЧ30, СЧ35, СЧ40, СЧ45 получают модифицированием (добавлением в жидкий чугун перед разливкой ферросилиция или силикокальция в количестве 0,3-0,8%) с целью уменьшения графитовых включений, которые обеспечивают получение более высоких значений прочности.
Для деталей работающих при повышенных температурах, применяют легированные серые чугуны: жаростойкие (дополнительно содержат Cr, Al), жаропрочные (Cr, Ni, Mo). Применяются также немагнитные хромоникелевые чугуны с аустенитной структурой.
Отливки из серого чугуна подвергают термической обработке. Используют низкий отжиг (5600С) для снятия внутренних напряжений и стабилизации размеров, нормализацию или закалку с отпуском для повышения механических свойств и износостойкости. Серые чугуны обладают лучшими по сравнению с другими чугунами, литейными свойствами, отливки из серого чугуна дешевле, чем из остальных чугунов и в 1,5 раза дешевле стальных. Серый чугун является самым распространенным литейным сплавом, из него получают 64% всех отливок по массе.
Высокопрочный чугун с шаровидным графитом. Высокопрочный чугун получают присадкой в жидкий чугун (модифицированием) магния или церия в количестве 0,03-0,07%. По содержанию остальных элементов высокопрочный чугун не отличается от обычного серого чугуна. Под действием магния (или церия) графит в процессе кристаллизации принимает не пластинчатую, а шаровидную форму. Шаровидный графит значительно меньше ослабляет металлическую основу чугуна, чем пластинчатый, поэтому эти чугуны имеют более высокие механические свойства, не уступающие литой углеродистой стали, сохраняя при этом хорошие литейные свойства. Высокопрочные чугуны, как и серые, разделяются по строению металлической основы на ферритный, феррито-перлитный, перлитный.
Чугун маркируется буквами ВЧ (высокопрочный чугун) и числом, показывающим минимальную величину временного сопротивления при растяжении в МПа·10-1. Например, чугуны марок ВЧ35 и ВЧ100 имеют временное сопротивление при растяжении 350 и 1000МПа соответственно. Марки высок5опрочных чугунов согласно ГОСТ7293-85 от ВЧ35 до ВЧ100.
Отливки из высокопрочного чугуна используют в автостроении и дизелестроении (коленчатые валы, крышки цилиндров и др.) в тяжелом машиностроении (детали прокатных станов, траверсы прессов, прокатные валки и др.), химической и нефтяной промышленности (корпуса насосов и др.). Для повышения механических свойств высокопрочные чугуны подвергают специальной термической обработке, состоящей из нагрева до 9500С, охлаждения до 6000С и подогрева до 7250С с длительной выдержкой при этой температуре, обеспечивающей получение зернистого перлита.
Ковкий чугун получают длительным нагревом при высоких температурах (отжигом) отливок из белого чугуна. В результате отжига образуется графит хлопьевидной формы. Такой графит по сравнению с пластинчатым меньше снижает прочность и пластичность металлической основы структуры чугуна. Кроме того, чугун имеет пониженное содержание углерода и кремния. Металлическая основа ковкого чугуна: феррит (ферритный ковкий чугун), феррит и перлит (феррито-перлитный ковкий чугун), перлит (перлитный ковкий чугун). Наибольшей пластичностью обладает ферритный ковкий чугун, который наиболее широко применяют в машиностроении.
Толщина сечения отливки из ковкого чугуна не должна превышать 40 мм. При большем размере отливок в сердцевине образуется пластинчатый графит и чугун становится непригодным для отжига. Продолжительность отжига составляет 70-80 часов. Для ускорения отжига применяют различные меры: чугун модифицируют алюминием, повышают температуру нагрева чугуна перед разливкой, повышают температуру графитизации.
Ковкий чугун маркируют буквами КЧ (ковкий чугун) и цифрами. Первые две цифры указывают минимальную величину временного сопротивления при растяжении в МПа·10-1, вторые – относительное удлинение в процентах. Например, чугун марки КЧ30-6 имеет временное сопротивление разрыву 300 МПа (не менее) и относительное удлинение 6% (не менее). Некоторые марки ковких чугунов по ГОСТ 1215-79 – КЧ 30-6; КЧ35-10, КЧ60-3, КЧ80-1,5 и др.
Из отливок ковкого чугуна изготавливают детали, работающие при ударных и вибрационных нагрузках (картеры редукторов, ступицы, крюки, вилки карданных валов, муфты, тормозные колодки и др.). Для повышения твердости, износостойкости и прочности ковкого чугуна применяют нормализацию с 800-8500С или закалку с 850-9000С и отпуск при 450-7000С.
ОСНОВЫ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
Термическая обработка – это совокупность операций нагрева до определенной температуры, выдержки во времени при температуре нагрева, достаточной для завершения протекающих процессов и последующего охлаждения со скоростью, обеспечивающей получение необходимых свойств и строения. Рациональное использование металлов и сплавов возможно при правильно выбранной и проведенной термической обработке.
Режим любой термической обработки можно представить графиком в координатах температура – время (рис.2.1). Термическую обработку характеризуют следующие основные параметры: температура нагрева, время выдержки при температуре нагрева, скорости нагрева и охлаждения.
Термическую обработку стали подразделяют на предварительную и окончательную. Предварительная термическая обработка (отжиг, нормализация) применяется для подготовки структуры и свойств материала для обработки давлением, улучшения обрабатываемости резанием и т.д.
Окончательная термическая обработка формирует свойства готового изделия.
Основными видами термической обработки сталей являются отжиг, нормализация, закалка, отпуск, химико-термическая обработка (ХТО), термомеханическая обработка (ТМО).
Общие положения о термической обработке
Для выбора температурных режимов термической обработки используется диаграмма Fe-Fe3C. Температуры нагрева стали устанавливаются по критическим точкам диаграммы и зависят от состава стали и выбранного процесса термической обработки (рис. 2.2).
Температуры фазовых превращений при термической обработке сталей (критические точки) определяются линиями PSK (А1), GS (A3) и SE (АСт) диаграммы состояния Fe-Fe3C. Нижняя критическая точка, соответствующая превращению А↔П при температуре линии PSK, обозначается А1. Верхняя критическая точка, соответствующая началу выделения из аустенита феррита или концу превращения феррита в аустенит (линия GS), обозначается А3. Температура линии SE обозначается АСт.
Чтобы отличить критическую точку при нагреве от критической точки при охлаждении (поскольку они не совпадают), к обозначению критической точки при нагреве приписывают букву «с», т.е. эти точки обозначаются Ас1 и Ас3. Критические точки при охлаждении имеют индекс rи обозначаются соответственно Аr1 и Ar3.
Легирование изменяет положение критических температур, поэтому пользоваться диаграммой Fe-Fe3C при определении режимов термической обработки без учета влияния легирующих элементов на критические температуры нельзя.
Основные виды термической обработки стали
Отжиг 1-го рода. Нагрев стали до требуемой температуры с целью устранения физической или химической неоднородностей, созданных предшествующими обработками. Разновидностями его являются:
Диффузионный отжиг. Применяют для слитков и отливок из легированных сталей с целью уменьшения дендритной (внутрикристаллической) ликвации, которая повышает склонность стали к хрупкому излому. Ликвация также понижает пластичность и вязкость легированных сталей. Температура отжига составляет 1100-12000С, длительность выдержки при заданной температуре 12-18 ч.
Рекристаллизационный отжиг. Применяют для устранения наклепа после холодной пластической деформации (обработки давлением), а также для восстановления пластичности, необходимой для дальнейшей обработки давлением (например, промежуточный отжиг при волочении проволоки). Температура рекристаллизационного отжига стали зависит от состава стали и находится в пределах 650-7600С.
Отжиг для снятия остаточных напряжений. Этот вид отжига применяют для отливок, сварных изделий, деталей после обработки резанием и др., в которых в процессе предшествующих технологических операций из-за неравномерного охлаждения, неоднородной пластической деформации и т.п., возникли остаточные напряжения. Они могут вызвать изменения размеров, коробления и поводку изделия в процессе его обработки, эксплуатации или хранения. Отжиг для стальных изделий для снятия напряжений проводят при 160-7000С с последующим медленным охлаждением (для снятия шлифовочных напряжений 160-1800С в течение 2-2,5 ч, для снятия сварочных напряжений 650-7000С).
Отжиг 2-го рода. Отжиг 2-го рода заключается в нагреве стали выше температуры фазовых превращений на 30-500С, выдержке и последующем медленном охлаждении. Медленное охлаждение обеспечивает достижение практически равновесного структурного состояния. Углеродистые стали после отжига получают структуры, указанные на диаграмме железо-цементит.
Отжиг сталей производится для уменьшения прочности, твердости, улучшения обрабатываемости резанием, измельчения зерна, увеличения пластичности и вязкости, для полного устранения внутренних напряжений. Результат отжига зависит от температуры нагрева, времени выдержки, а в большей мере – от режима охлаждения. Углеродистые стали охлаждают со скоростью 150-2000С в час, а легированные 100-1300С в час. В зависимости от температуры нагрева для стали различают полный отжиг с нагревом до температуры выше АС3 (для доэвтектоидных сталей) и неполный – с нагревом до температуры выше АС1, но ниже АС3, Аст – для заэвтектоидных.
В зависимости от способа охлаждения отжиг делится на обычный – при непрерывном охлаждении и изотермический с выдержкой при температуре немного ниже Аr, достаточной для полного распада аустенита.
Нормализация стали. Нормализация заключается в нагреве стали до температуры, превышающей точку АС3 или АСт на 30-500С, выдержке при этой температуре для завершения фазовых превращений и последующего охлаждения на спокойном воздухе. Твердость и прочность нормализованной стали на 10-15% больше, чем отожженной. Целью нормализации является получение мелкозернистой, более однородной структуры, устранение внутренних напряжений и наклепа, уничтожение сетки вторичного цементита заэвтектоидной стали, снижение твердости и прочности, повышение пластичности, улучшение штампуемости и обрабатываемости.
Она проводится как предварительная термическая обработка перед штамповкой, обработкой резанием, окончательной термической обработкой.
Закалка стали. Закалкой называется термическая обработка, при которой сталь нагревается выше температуры фазовых превращений АС3 или АС1 на 30-500С, выдерживается во времени для завершения превращений и затем охлаждается со скоростью, превышающей критическую (Vкр). Для углеродистых сталей Vкр составляет от 140 до 4000С/с. Охлаждение при закалке углеродистых сталей может производиться в воде, водных растворах солей (NaCl, KCl) и щелочей (NaОН, KОН). Для закалки крупных заготовок применяют водо – воздушные охлаждаемые смеси подаваемые через форсунки. Для закалки легированных сталей, обладающих большей устойчивостью переохлажденного аустенита, применяют минеральные масла.
При закалке сталь приобретает мартенситную структуру. Мартенсит представляет собой пересыщенный твердый раствор углерода в α-железе. Чем больше в стали углерода, тем выше твердость закаленной стали. Назначение закалки – получение высокой твердости, прочности, износостойкости.
В зависимости от температуры нагрева стали различают полную (нагрев выше АС3) и неполную закалку (нагрев выше АС1, но ниже АС3). Полной закалке подвергаются доэвтектоидные стали. Нагрев этих сталей ниже АС3 недопустим, т.к. при последующем охлаждении с критической скоростью образуется смесь структур мартенсита и феррита, твердость которой будет сильно снижена. Заэвтектоидные стали подвергаются неполной закалке. После охлаждения с критической скоростью образуется смесь структур мартенсита и цементита вторичного. При таком сочетании структур обеспечивается максимальная твердость стали после закалки. Закалка не является окончательной операцией термической обработки. Чтобы уменьшить хрупкость и напряжения, вызванные закалкой, и получить требуемые механические свойства, сталь после закалки обязательно подвергают отпуску.
Отпуск стали. Отпуск закаленной стали состоит из нагрева ее до температуры ниже АС1, выдержки во времени и последующего охлаждения с любой скоростью. Структура и свойства стали зависят в большей мере от температуры нагрева.
Низкий отпуск проводится при температурах 150-2200С и назначается для уменьшения внутренних напряжений и хрупкости без значительного снижения твердости. Этому виду отпуска подвергают мерительный и режущий инструменты, а также детали, прошедшие поверхностную закалку или цементацию, от которых требуется твердость и износостойкость. Структура закаленной и низкоотпущенной стали – отпущенный мартенсит.
Средний отпуск производится при температурах 300-4500С и назначается, в основном, для пружин и рессор. При среднем отпуске мартенсит превращается в тростит отпуска, который обладает хорошей упругостью при достаточно высокой твердости и прочности.
Высокий отпуск. Закаленная сталь нагревается до температуры 500-6000С, что обеспечивает полное снятие внутренних напряжений. Сталь приобретает хорошую прочность, пластичность и вязкость. Сочетание закалки с высоким отпуском называется улучшением.
Химико-термическая обработка стали
Химико-термическая обработка стали (ХТО) – поверхностное насыщение стали соответствующим элементом путем его диффузии из внешней среды при высокой температуре. ХТО включает три последовательные стадии:
1. Диссоциация – распад молекул и образование активных атомов диффундирующего элемента в насыщающей среде вблизи поверхности. Например:
2СО → СО2+Сат; 2NH3 → 3H+Nат
2. Адсорбция (поглощение)образовавшихся активных атомов поверхностью насыщения. Происходит на границе газ – металл.
3. Диффузия – перемещение адсорбированных атомов от поверхностных вглубь обрабатываемого металла. В результате образуется диффузионный слой. Это слой материала детали у поверхности насыщения, отличающийся от исходного по химическому составу. На поверхности слоя концентрация диффундирующего элемента наибольшая, по мере удаления от поверхности концентрация падает. Глубина проникновения будет представлять толщину слоя. Материал детали под диффузионным слоем, не затронутый воздействием окружающей активной среды, называют сердцевиной. Процесс диффузии возможен только при наличии растворимости диффундирующего элемента в обрабатываемом металле и достаточно высокой температуре, обеспечивающей необходимую энергию атомам.
Рассмотрим некоторые виды химико-термической обработки.
Цементация стали. Цементацией (науглероживанием) называется химико-термическая обработка, заключающаяся в диффузионном насыщении поверхностного слоя стали углеродом при нагревании в соответствующей среде – карбюризаторе. Как правило, цементацию проводят при температурах выше точки АС3 (930-9500С), когда устойчив аустенит, растворяющий углерод в больших количествах (до 2,14%).
Окончательные свойства цементированные изделия приобретают в результате закалки и низкого отпуска, выполняемых после цементации.
Назначение цементации и последующей термической обработки – придать поверхностному слою высокую твердость и износостойкость, повысить предел контактной выносливости и предел выносливости при изгибе и кручении. Для цементации обычно используют низкоуглеродистые (0,1-0,2 %С), чаще легированные, стали. Для цементации крупногабаритных деталей применяют стали с более высоким содержанием углерода (0,25-0,3%). Выбор таких сталей необходим для того, чтобы сердцевина изделия, не насыщающаяся углеродом при цементации, сохраняла высокую вязкость после закалки.
Цементированный слой имеет переменную концентрацию углерода по толщине слоя. На поверхности количество углерода должно составлять 0,8-1,0% (max 1,2%С).
Различают два основных вида цементации: в твердой и в газовой средах. При цементации в твердой науглероживающей среде (в твердом карбюризаторе) в качестве карбюризатора используется древесный уголь с добавками углекислых солей (ВаСО3, Na2CO3 и др.) в количестве 10…40%. (Готовые карбюризаторы выпускаются промышленностью).
Глубина цементированного слоя составляет обычно около 0,5…1,5мм, на что потребуется весьма много времени (при температуре 9300С примерно 1 ч на каждые 0,1…0,12 мм толщины слоя). Цементацию в твердом карбюризаторе применяют в единичном и мелкосерийном производстве.
Газовая цементация. Этот процесс осуществляют нагревом изделия в печах с герметичной камерой, наполненной цементирующим газом. Цементирующими газами являются окись углерода и газообразные углеводороды, разложение этих соединений приводит к образованию активного атомарного углерода: 2СО→СО2+С(ат); СН4→2Н2+Сат.
Наибольшее распространение в качестве газового карбюризатора получил природный газ, содержащий 92-96% СН4. Применяют также газы, образующиеся при распаде керосина, бензола и др.
Применяют газовую цементацию при серийном и массовом производстве изделий. Окончательные свойства изделий (твердость, износостойкость и др.) достигаются в результате термической обработки, выполняемой после цементации. Этой термообработкой исправляется структура, измельчаются зерна и достигается необходимая твердость слоя и сердцевины. Такой ТО является закалка (tзак выше АС1 сердцевины – 820-8500С) и низкий отпуск (160-1800С). После термической обработки твердость слоя 59-62 HRC, сердцевины 15-30 HRC, в зависимости от состава сталей.
Азотирование – процесс диффузионного насыщения стали азотом. Азотирование повышает твердость поверхностного слоя изделия, его износостойкость, пределы выносливости и сопротивление коррозии в атмосфере, воде, паре. Твердость азотированного слоя выше цементованного и сохраняется до температур 400-5000С, а цементированного – до 200-2500С. Азотированию подвергают в основном легированные среднеуглеродистые стали. Азотированный слой приобретает высокую твердость сам, без последующей термической обработки, а размеры изделия изменяются мало, поэтому азотирование проводят на готовых изделиях, прошедших окончательную термическую (закалка + высокий отпуск) и механическую обработки. Температура азотирования 500-6000С. Для достижения рекомендуемой толщины слоя (0,25-0,75 мм) продолжительность процесса составляет десятки часов (24…60 ч).
Нитроцементация – процесс диффузионного насыщения поверхностного слоя стали одновременно азотом и углеродом в газовой среде, состоящей из науглероживающего газа и аммиака. Температура нитроцементации (НЦ) 840-8600С, продолжительность 4-10 ч, толщина нитроцементированного слоя 0,2-1,0 мм. Установлено, что при одновременной диффузии углерода и азота ускоряется диффузия углерода поэтому скорость роста цементированного и нитроцементированного слоев практически одинакова, хотя температура НЦ почти на 1000С ниже цементации. Используемое оборудование аналогично газовой цементации.
Для НЦ используют смесь аммиака и природного газа. НЦ подвергают углеродистые и легированные стали, содержание углерода до 0,25%. После НЦ следует закалка непосредственно из печи, после закалки – отпуск 160-1800С. Твердость НЦ слоя HRC 58-60. НЦ подвергают изделия сложной конфигурации, склонные к короблению. Нитроцементацию широко применяют на автомобильных и тракторных заводах.
Цианирование – процесс диффузионного насыщения поверхностного слоя стали одновременно азотом и углеродом в расплавленных цианистых печах. Окончательные свойства цианированный слой приобретает после закалки и низкого отпуска. Твердость слоя HRC 58-62, слой имеет большую износостойкость чем нитроцементированный, эффективно повышает предел выносливости. Основной недостаток цианирования – высокая токсичность цианистых ванн, высокая стоимость применяемых химикатов.
Борирование – диффузионное насыщение поверхностного слоя стали бором при нагревании в борсодержащей среде. Борирование обеспечивает высокую абразивную износостойкость, коррозионную и окалиностойкость. Борированию подвергают детали нефтяного и горнобурового оборудования, штампы и детали пресс-формы.
Силицирование – диффузионное насыщение поверхности стали кремнием. Силицирование придает высокую коррозионную стойкость (в морской воде, соляной и азотной кислотах), окалиностойкость (до 7500С). Толщина слоя составляет 0,3-1,0 мм. Силицированию подвергают детали оборудования для химической, бумажной и нефтяной промышленности.
Диффузионная металлизация. Диффузионное насыщение поверхности стали металлами (Cr, Al, Zn и др.). Поверхность, обогащенная этими элементами, приобретает ценные свойства, к числу которых относятся высокая жаростойкость и коррозионная стойкость, твердость и др. Наиболее распространенными являются:
Диффузионное хромирование– насыщение поверхности стали хромом. Процесс обеспечивает повышенную окалиностойкость (до 8000С), высокую коррозионную стойкость в воде, паре, щелочах, кислотах. Хромирование сталей с содержанием углерода 0,4% и более повышает твердость и износостойкость. Толщина хромированного слоя 0,1…0,2 мм.
Алитирование – насыщение поверхности стали алюминием; при этом сталь приобретает высокую окалиностойкость (до 850-9000) и сопротивление коррозии в атмосфере и морской воде.
Применяют также насыщение поверхности стали одновременно двумя и более элементами (многокомпонентное насыщение).
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
Медь и ее сплавы
Медь ─ металл красноватого цвета с ГЦК кристаллической решеткой. Плотность Сu равна 8890 кг/м3. При 1083 ºС медь плавится. Она обладает высокой электро- и теплопроводностью, коррозионной стойкостью в сухой атмосфере (Сu примыкает к группе благородных металлов). Механические свойства меди характеризуются высокой пластичностью и невысокими прочностью и твердостью.
В технике наряду с чистой медью широко используются ее сплавы. Наибольшее распространение получили сплавы меди с цинком, называемые латунями, и сплавы с другими элементами (Sn, Si, Al, Ве т.д.), получившие название бронзы.
Латуни, содержащие цинка до 39 %, имеют структуру твердого раствора α и называются α-латунями. Чем больше в α-латуни цинка, тем выше прочность и пластичность сплава. Увеличение концентрации Zn сверх 39% приводит к появлению в структуре сплава фазы β-твердого раствора на базе химического соединения CuZn с электронным типом связи. Прочность сплавов α+β по мере возрастания содержания цинка увеличивается, а пластичность убывает. При концентрации Zn более 45 % сплав становится однофазным твердым раствором β. Такие сплавы хрупки и практического применения не имеют.
Кроме основных компонентов (Cu и Zn) латунь может содержать легирующие элементы (Al, Fe, Pb, Sn и т.д.).
Латуни делят на деформируемые и литейные, простые и специальные. Простые латуни имеют в составе только медь и цинк, а в состав специальных входят и легирующие элементы. Деформируемые латуни маркируют буквой Л и следующими за ней буквенными обозначениями легирующих элементов, если таковые имеются. Затем следует группа чисел, первое из которых указывает на концентрацию меди, а каждое из последующих ─ на содержание соответствующего легирующего элемента. Концентрация цинка определяется по разности. Например, сплав Л62 содержит 62 % Cu и 38 % Zn; ЛАН 59-3-2 содержит 59 % Cu, 3 % Al, 2 % Ni и 36 % Zn.
Литейные латуни обозначают ЛЦ, содержание цинка указывается после буквы Ц, а содержание меди определяют по разности. Концентрация легирующих элементов указывается непосредственно за буквенными символами. Например, сплав ЛЦ40Мц3А содержит 40 % Zn, 3 % Mn, 1 % Al и 56 % Cu.
Бронзы делят на литейные и деформируемые, оловянистые и безоловянистые. Маркировка производится буквами Бр, а затем в деформируемых бронзах ставятся буквенные обозначения имеющихся легирующих элементов. А после них группа цифр, означающая их количественное содержание. У литейных бронз после каждой буквы ставится цифра, означающая содержание легирующего элемента. Например, сплав БрОЦС 4-4-17 ─ деформируемая бронза, содержащая 4 % Sn, 4 % Zn, 17 % Pb, основа сплава ─ медь; сплав БрО3Ц12С5 ─ литейная бронза, содержащая 3 % Sn, 12 % Zn, 5 % Pb, основа сплава Cu.
Сплавы меди широко применяют для изделий, обладающих высокой теплопроводностью, электрической проводимостью (контакты, детали реле, токопроводящая арматура и др.), коррозионной стойкостью. Например, латуни Л62, Л68 используют для различной теплообменной аппаратуры; для паровой и водяной арматуры используют морскую латунь ЛО 70-2, бронзы БрО5Ц5С5, БрО3Ц7С5Н. Оловянистые, оловянисто-цинково-свинцовые, алюминиевые, свинцовые бронзы, кремнистые и марганцовистые латуни, например, БрО10Ф1, БрС30, ЛЦ16К4 применяют для изготовления вкладышей подшипников скольжения. Бериллиевые бронзы, например БрБ2, применяют для изготовления ответственных пружин, мембран, пружинящих контактов.
Алюминий и его сплавы
Алюминий ─ легкий металл (плотность 2700 кг/м3) серебристо-белого цвета с ГЦК кристаллической решеткой. Температура плавления алюминия 660ºС. Обладает высокой электро- и теплопроводностью, высокой химической активностью и одновременно исключительной коррозионной стойкостью, объясняемой образованием на поверхности беспористой оксидной пленки Al2О3, надежно защищающей металл от дальнейшего окисления. Механические свойства алюминия характеризуются низкой прочностью и твердостью и высокой пластичностью.
Сплавы на основе алюминия обладают малой плотностью, высокими удельными механическими свойствами, высокой коррозионной стойкостью, свариваемостью и т. д.
Алюминиевые сплавы классифицируют на деформируемые (в их структуре отсутствует эвтектика), литейные (сплавы с эвтектикой), неупрочняемые термической обработкой (нагрев таких сплавов не сопровождается твердофазными превращениями), упрочняемые термической обработкой (сплавы с твердофазными превращениями). Кроме того, сплавы подразделяют на жаропрочные, высокопрочные, ковочные, сплавы для заклепок и т. д.
Деформируемыми сплавами, не упрочняемыми термообработкой, являются сплавы на основе систем: Al-Mg и Al-Mn . Сплавы Al-Mg ‑ магналии, например, АМг2, АМг3, АМг6; сплавы Al-Mn, например, АМц.
Наиболее важными деформируемыми сплавами, упрочняемыми термической обработкой, являются:
─ сплавы на основе системы Al-Cu-Mg с добавками Mn(дюралюмины), например, Д1, Д16, ВД17, Д18, Д19, В65 (сплав ВД17 жаропрочный, Д18 и В65 – сплавы для заклепок);
─ сплавы на основе системы Al-Mg-Si (авиали), например, АВ, АД31, АД35;
─ ковочные сплавы на основе системы Al-Mg-Si-Cu, например, АК6, АК8, на основе системы Al-Cu-Mg с добавками Fe и Ni, например, АК4-1 (сплав жаропрочный);
─ высокопрочные сплавы на основе системы Al-Zn-Mg-Cu, например, В93, В95, В96Ц. К высокопрочным сплавам относится сплав, на основе системы Al-Cu-Li, ─ ВАД23.
Литейными сплавами являются сплавы на основе систем Al-Si (силумины), например, АЛ12 (АЛ2), АЛ7ч (АЛ9); Al-Cu, например, АЛ19, АЛ33; Al-Mg, например, АЛ8, АМг10 (АЛ27).
В соответствии с новой цифровой системой маркировки Al cплавов единица, стоящая в начале марки, характеризует основу сплава – алюминий, вторая цифра обозначает основной легирующий элемент или группу элементов, третья или третья и вторая цифры ‑ те же, что и в старой маркировке, нечетное число или ноль. Цифры, стоящие на четвертом месте, обозначают деформируемый сплав. У литейных сплавов четвертая цифра четная. При такой маркировке сплав Д16, например, обозначается 1160.
Чистота сплавов по контролируемым примесям (Fe, Si и др.) обозначается буквами: пч (практически чистый), ч (чистый), оч(очень чистый), стоящими после марки сплава, например, АМг5оч.
Состояние деформируемых сплавов, отражающее термическое и термомеханическое воздействие, имеет обозначения: М – мягкий, отожженный; Т – закаленный и естественно состаренный; Т1 – закаленный и искусственно состаренный на максимальную прочность; Н – нагартованный (деформация 1…7%); Н1 или НН – усиленно нагартованный; ТН – закаленный, естественно состаренный и нагартованный. Например, АК6Т1 – обозначение закаленного и искусственно состаренного деформируемого (ковочного) алюминиевого сплава АК6, АМг2Н1 – обозначение усиленно нагартованного деформируемого неупрочняемого термической обработкой сплава АМг2.
Термическое упрочнение алюминиевых сплавов достигается закалкой и последующим старением. Обосновать режимы термообработки таких сплавов, как дюралюмины можно в первом приближении, рассматривая их как сплавы системы Al-Cu ( в дюралюминах медь главный легирующий элемент). Свежезакаленные сплавы имеют довольно низкую твердость и прочность, высокую пластичность. При длительном пребывании закаленного сплава при нормальной температуре происходит естественное старение,при котором атомы легирующих элементов (в сплавах системы Al-Cu атомы меди), расположенные после закалки случайно, собираются в определенных местах кристаллической решетки, образуя участки повышенной концентрации – зоны Гинье-Престона. В результате естественного старения образуются зоны толщиной 0,5…1 и протяженностью 3…6 нм (их называют зоны ГП-1), вызывая упрочнение сплава.
Если естественно состаренный сплав подвергнуть кратковременному нагреву до 250…270ºС, то зоны ГП растворяются и сплав возвращается в свежезакаленное состояние с характерными для него свойствами (низкой твердостью и высокой пластичностью). Это явление получило название возврат. После возврата сплав может быть вновь упрочнен при естественном или искусственном старении.
При искусственном старении зоны Гинье-Престона укрупняются, достигая 1…4 по толщине и 20…30 нм по протяженности (зоны ГП-2). Концентрация меди в них приближается к стехиометрическому соотношению в соединении CuAl2. Дальнейшее развитие процессов искусственного старения приводит к образованию метастабильных когерентно связанных с твердым раствором, а затем стабильных обособленных от раствора фаз. Скорость искусственного старения зависит от температуры. Повышение температуры ускоряет процесс, но снижает прочность сплавов. Наибольшее упрочнение получают при естественном старении в результате образования зон ГП-1. Не всегда максимум прочности достигается естественным старением, более того, во многих высокопрочных сплавах (В93, В95 и др.) естественное старение не протекает вообще (упрочнения при длительной выдержке при нормальной температуре не происходит).
Титан и его сплавы
Титан существует в двух аллотропических модификациях. Ниже 882 ºС существует α-титан, обладающий ГПУ кристаллической решеткой. При более высоких температурах вплоть до температуры плавления (1665 ºС) Tiсуществует в модификации β с ОЦК решеткой. Титан может быть отнесен как к тугоплавким металлам (температура плавления выше, чем у Fe), так и к легким (плотность Ti ~ 4500 кг/м3). По химической стойкости он не уступает коррозионно-стойким (нержавеющим) сталям, а в ряде случаев превосходит их.
Титановые сплавы наиболее широко применяют в авиации и ракетной технике для изготовления деталей, работающих при температурах 250…550 ºС, когда легкие алюминиевые сплавы уже не могут работать, а стали и никелевые сплавы уступают им по удельной прочности.
Для повышения прочности титановые сплавы легируют марганцем, железом, алюминием, молибденом, хромом, ванадием, оловом и другими элементами. Элементы, расширяющие область существования α-Ti и повышающие температуру α → β перехода, называют α-стабилизаторами. Важнейшим элементом этой группы является Al. Элементы, расширяющие область существования β-модификации титана и снижающие температуру полиморфного превращения, называют β-стабилизаторами. Важнейшими из них являются Mo, V, Cr, Mn, Fe, Ni и др. Способность β-фазы к переохлаждению лежит в основе термической обработки титановых сплавов. Элементы, практически не влияющие на температуру полиморфного превращения, называют нейтральными. Наибольшее практическое значение из них имеют Sn и Zr.
По структуре в отожженном состоянии титановые сплавы подразделяют на пять групп: α-сплавы (ВТ1-0, ВТ5 и др.); псевдо α-сплавы (ОТ4, ВТ4, ВТ18 и др.); α+β-сплавы (ВТ6, ВТ3-1, ВТ22 и др.); псевдо β-сплавы (ВТ15, ТС6 и др.); β-сплавы (4201и др.).
Альфа-сплавы характеризуются однофазной структурой. Они не упрочняются термической обработкой. Повышение их прочности достигается холодной пластической деформацией.
Псевдо α-сплавы могут закаливаться с образованием титанового мартенсита, представляющего собой твердый раствор легирующих элементов в α-титане. Мартенсит в псевдо α-сплавах имеет слабую степень пересыщения. Упрочнение сплава при этом незначительно.
Упрочняющая термическая обработка для α+β-сплавов состоит из закалки и старения. Закалка зеключается в нагреве до температур, несколько ниже полного превращения α+β → β (в β-состоянии происходит интенсивный рост зерна), выдержке и последующем быстром охлаждении. В зависимости от содержания β-стабилизаторов в закаленном сплаве возможно образование мартенситгых фаз α′ и α˝, а также метастабильной фазы β′. При высоком содержании β-стабилизаторов и при малых и средних скоростях охлаждения может образоваться фаза ω, сильно охрупчивающая сплав. Появление этой фазы стремятся не допускать. При искусственном старении происходит распад закалочных структур (α′ , α˝, β′ ). Конечные продукты ─ дисперсные α и β-фазы, близкие к равновесному состоянию, образование которых вызывает дисперсионное упрочнение (твердение) сплава.
При закалке псевдо β-сплавов фиксируется метастабильная β′-фаза. При старении из β′ выделяется тонкодисперсная α-фаза, повышающая прочность и твердость сплава.
Бета-сплавы при всех температурах имеют структуру β-фазы. Термической обработкой не упрочняются.
Магний и его сплавы
В ряду технических легких металлов (Al, Be, Mg, Ti) наиболее легким является магний. Его плотность ─ около 1740 кг/м3, температура плавления 651ºС. Он обладает ГПУ кристаллической решеткой. Mg─ активный металл, энергично взаимодействующий с кислородом воздуха. Тонкая пленка оксида MgO при температуре ниже 450 ºС предохраняет поверхность от дальнейшего оксидирования, однако, при более высоких температурах защитные свойства оксида нарушаются, и при 623 ºС магний сгорает ослепительно белым пламенем. Магний обладает весьма низким, особенно в литом состоянии, комплексом механических свойств (σв=100…120 МПа; σ0,2=20…30 МПа; δ=6…8 %; НВ=300 МПа; Е=45 ГПа). Прочностные свойства в значительной мере зависят от зернистости и дефектности литой структуры. Низкая пластичность Mg объясняется тем, что в металлах с гексагональной кристаллической решеткой при температуре, близкой к комнатной, скольжение происходит только по базисным плоскостям и лишь при нагреве появляются дополнительные плоскости скольжения и двойникования.
Для упрочнения магниевых сплавов широко используется эффект дисперсионного твердения с выделением дисперсных фаз типа Mg4Al3, MgZn2 и др., протекающего при искусственном старении закаленных сплавов. Диффузионные процессы в магниевых сплавах протекают чрезвычайно медленно, поэтому операции термообработки имеют большую продолжительность (время выдержки при температуре закалки доходит до 24 ч.). Охлаждение при закалке ведут в горячей воде или на воздухе.
Основные виды термической обработки имеют определенные условные обозначения. Отжиг обозначают Т2, закалку ─ Т4, закалку и старение для получения максимальной твердости ─ Т6, закалку и стабилизирующий отпуск ─ Т7 и т.д. Например, МА11Т4 означает деформируемый магниевый сплав МА11, подвергнутый закалке.
По технологии изготовления магниевые сплавы подразделяют на литейные и деформируемые (литейные маркируют буквами МЛ, деформируемые ─ МА). По применению сплавы классифицируют на конструкционные (большинство сплавов) и сплавы со специальными свойствами (например, МА17 применяют для изготовления звукопроводов ультразвуковых линий задержки). По плотности сплавы подразделяют на легкие и сверхлегкие. К легким относятся сплавы, легированные литием (МА18, МА21), остальные ─ легкие. Сплавы, легированные значительным количеством иттрия (ИМВ5, ИМВ7) отличает высокая прочность и пластичность при температурах выше 250ºС.
Антифрикционные сплавы
Сплавы цветных металлов широко применяются в качестве антифрикционных (подшипниковых) материалов. Они обладают гетерогенной структурой, состоящей из мягкой основы с равномерно распределенными включениями твердых частиц (баббиты, ряд сплавов на основе меди, цинковые антифрикционные сплавы) или из твердой основы и мягких включений (свинцовистая бронза, оловянистый алюминий).
Баббиты, например, Б83, Б18, БКА ─ сплавы на основе олова (Б83) или свинца (Б16 ─ с добавкой Sn, БКА ─ безоловянистый). Применяют баббиты для изготовления вкладышей подшипников скольжения быстроходных тяжелонагруженных машин (Б83, б88), автомобильных моторов (Б16), подшипников вагонов (БКА, БК2).
Алюминиевые подшипниковые сплавы, например АО9-2, АО20-1, работают в условиях высокой энергонапряженности (при высоких давлениях и скоростях скольжения).
Несколько уступает по антифрикционным свойствам алюминиевым сплавам свинцовистая бронза БрС30. Бронзу О5Ц5С5, латунь ЛЦ16К4 и др. применяют в качестве антифрикционных материалов при невысоких скоростях скольжения (1…3 м/с).
МЕТАЛЛЫ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
По электрическим свойствам материалы могут быть проводниками, полупроводниками и диэлектриками.
Проводниковые материалы классифицируют в зависимости от удельного электрического сопротивления на металлы и сплавы высокой проводимости, криопроводники и сверхпроводники, сплавы с повышенным электросопротивлением.
Среди металлов высокой электрической проводимости широко распространены медь (удельное электросопротивление ρ = 0,017 мкОм · м), алюминий (ρ = 0,028 мкОм · м) и железо (ρ = 0,098 мкОм · м). Имеют практическое значение также серебро (ρ = 0,006 мкОм · м) и золото (ρ = 0,022 мкОм · м).
Электрические и механические характеристики меди в значительной степени определяются наличием примесей и напряженностью структуры металла. Наименьшим электрическим сопротивлением обладает чистая медь. Любые примеси снижают ее электропроводность. Деформационное упрочнение ухудшает проводниковые свойства меди, но увеличивают ее механическую прочность. Холоднотянутая (твердая) медь ─ МТ применяется в основном там, где необходимы, наряду с достаточной электрической проводимостью (ρ = 0,018 мкОм·м), прочность, твердость, высокое сопротивление истирающим нагрузкам (например, контактные провода, коллекторные пластины электрических машин). Отожженная (мягкая) медь ─ ММ имеет высокую электрическую проводимость (ρ ≤ 0,01724 мкОм·м) и применяется в виде проволок для изготовления токопроводящих жил кабелей, обмоточных и монтажных проводов, в производстве волноводов и т. д.
Алюминий как проводниковый материал занимает второе место после меди. Для электротехнических целей используют специальные марки алюминия А5Е (общее содержание примесей 0,5 %) и А7Е (примесей 0,3 %), в которых содержание железа и кремния находится в определенном соотношении, а концентрация Ti, V, Cr и Mn снижена до тысячных долей процента. Удельное электрическое сопротивление проводникового алюминия не более 0,0289 мкОм·м.
Железо значительно уступает меди и алюминию по электрической проводимости, но оно обладает более высокими механическими характеристиками. В качестве проводникового материала железо (низкоуглеродистые стали) применяют в тех случаях, когда прочностные свойства имеют решающее значение, например, для рельсов подвижного состава с электрической тягой.
К проводникам относятся материалы, приобретающие при глубоком охлаждении (ниже ─173 ºС) высокую электрическую проводимость, но не переходящие в сверхпроводниковое состояние. Одним из таких материалов является алюминий особой чистоты А999 (99,999 % Al). При температуре жидкого азота минус 195,6 ºС удельное электрическое сопротивление составляет около 0,003 мкОм·м, а при температуре жидкого водорода минус 252,6 ºС ─ около 0,00005 мкОм·м.
К сплавам с повышенным удельным электрическим сопротивлением (не менее 0,3 мкОм·м) относятся медноникелевые сплавы: манганин (МНМц 3-12), константан (МНМц 40-1,5); сплавы на основе никеля: нихромы (Х20Н80, Х15Н60); на железной основе: фехраль (Х13Ю4), хромель 0Х23Ю5) и др.
Манганин ─ сплав на основе Cu, легированный 3 % Ni и 12 % Mn, обладает стабильным удельным электрическим сопротивлением в интервале температур от ─100 до +100 ºС. Низкое значение термоЭДС в паре с медью и высокая стабильность электросопротивления во времени позволяют широко использовать манганин при изготовлении резисторов и электроизмерительных приборов высоких классов точности.
Константан (около 40 % Ni и 1,5 % Mn, основа Cu) по стойкости к нагреву превосходит манганин, что позволяет использовать его в реостатах и электронагревательных приборах, работающих при температуре до 500 ºС. Высокая термоэлектродвижущая сила константана в паре с медью и железом исключает возможность применения его в электроизмерительных приборах, однако, она позволяет применять константан при изготовлении термопар.
Сплавы высокого электросопротивления (нихром, фехраль, хромель и др.) применяют для изготовления нагревательных элементов электрических приборов и печей. Рабочие температуры таких сплавов 900…1200 ºС.
Диэлектриками называют материалы, основным электрическим свойст-вом которых является способность поляризоваться в электрическом поле. В диэлектриках электрические заряды прочно связаны с атомами, молекулами или ионами и в электрическом поле лишь несколько смещаются относительно положения равновесия. Происходит поляризация, т.е. разделение центров положительного и отрицательного зарядов. Для диэлектриков характерно высокое сопротивление прохождению постоянного электрического тока. Мерой поляризуемости диэлектрика является относительная диэлектрическая проницаемость, равная отношению емкости конденсатора с диэлектриком к емкости такого же конденсатора с вакуумом. Важнейшей характеристикой диэлектрических материалов является электрическая прочность. При превышении в объеме диэлектрика некоторой критической величины напряженности электрического поля происходит пробой. Под напряженностью электрического поля понимают отношение приложенного к диэлектрику напряжения к расстоянию между подводящими напряжение электродами. Значение напряжения в момент пробоя называют пробивным напряжением, а достигнутую к этому моменту напряженность – электрической прочностью.
В приборостроении в ряде случаев требуются материалы с минимальным или заданным по величине температурным коэффициентом линейного расширения, материалы с малым температурным коэффициентом модуля упругости и др. Сплавы, имеющие подобные свойства, принадлежат системе Fe-Ni.
Минимальное значение температурного коэффициента линейного расширения (1,5 · 10 1/ ºС) в интервале температур от –60 до +100 ºС имеет сплав с 36% никеля – 36Н, называемый инвар. Малое значение температурного коэффициента линейного расширения сплавов инварного типа имеет ферромагнитную природу и связано с большой магнитострикцией, т. е. изменением размеров ферромагнетика при его намагничивании. Размеры изделий инварного сплава определяются двумя составляющими: нормальной, зависящей от энергии связи между атомами, и магнитострикционным увеличением размера, вызванным внутренним магнитным полем ферромагнетика. С увеличением температуры размер любого тела растет вследствие ослабления межатомных связей, но в сплавах инварного типа этот рост компенсируется уменьшением магнитострикциионной составляющей, поскольку увеличение тепловых колебаний атомов влечет за собой снижение намагниченности, а, следовательно, и магнито-стрикции.
Частичная замена в инваре никеля на кобальт и дополнительное легирование медью уменьшает коэффициент линейного расширения сплава в том же температурном интервале до 1,0 · 10 1/ ºС (32НКД – суперинвар). Сплав 29НК (ковар) имеет такой же коэффициент, как термостойкое стекло, вольфрам и молибден. У сплава 47НД (платинит) коэффициент линейного расширения такой же, как у обычного стекла и у платины. Сплавы с малым температурным коэффициентом модуля упругости называют элинварными, например, 36НХ (элинвар), 42НХТЮ, 44НХТЮ.
Ферромагнитные материалыв зависимости от конфигурации их петли магнитного гистерезиса подразделяют на магнито-твердые и магнито-мягкие.
Магнитотвердые сплавы используют для изготовления постоянных магнитов. Они имеют широкую петлю гистерезиса с большой коэрцитивной (размагничивающей) силой Нс > 4 кА/м и обладают значительной магнитной энергией, пропорциональной величинам Нс и остаточной магнитной индукции μ.
Увеличение коэрцитивной силы магнитотвердых материалов достигается получением неоднородной напряженной структуры, представленной высокоуглеродистым мартенситом с высокой плотностью дефектов строения.
Для постоянных магнитов небольшой мощности могут быть исполь-зованы углеродистые инструментальные стали. Обычно применяют высоко-углеродистые стали, легированные хромом и кобальтом (ЕХ3, ЕХ5К5 и др.). Легирующие элементы увеличивают прокаливаемость стали, повышают ее коэрцитивную силу и магнитную энергию. Широкое применение получили литые сплавы типа алнико, например ЮНДК15, ЮНДК24, ЮНДК40Т8АА, обладающие значительно большей коэрцитивной силой и магнитной энергией, чем легированные стали. В качестве материалов постоянных магнитов применяют сплавы системы Fe-Ni-Al, сплавы на основе РЗМ (Sm, Pr, Y), получаемые методом порошковой металлургии.
Из магнитомягких сплавов изготавливают электромагниты, магнитопроводы электрических машин, трансформаторов, электрических приборов и аппаратов. Основные требования, предъявляемые к магнитомягким материалам, – низкая коэрцитивная сила (узкая петля гистерезиса), высокая магнитная проницаемость, высокая индукция насыщения, малые потери на вихревые токи и перемагничивание. Низкие значения Н и высокая магнитная проницаемость достигаются в ферромагнетиках при однофазной близкой к равновесию структуре с минимумом внутренних напряжений.
Магнитомягким материалом является, например, техническое железо. Оно обладает достаточно высокой начальной и максимальной магнитной проницаемостью (μн= 0,3 и μmax = 9 мГн/м) и низкой коэрцитивной силой (Нc=
=64 А/м). Недостатком железа является низкое удельное электро-сопротивление (не более 0,1 мкОм·м), обусловливающее значительные тепловые потери, связанные с вихревыми токами, возникающими при перемагничивании. Поэтому применение технического железа ограничено устройствами, работающими на постоянном токе.
Наиболее широкое распространение в качестве магнитомягких материалов, работающих в полях промышленной частоты (низкочастотные поля), получили кремнийсодержащие (электротехнические) стали. Основное назначение кремния – увеличение удельного электросопротивления стали и, следовательно, сокращение потерь при перемагничивании. Дальнейшее уменьшение тепловых потерь достигается изготовлением магнитопроводов (роторов и статоров двигателей, сердечников трансформаторов и т.д.) из набора тонколистовых деталей с прослойкой изоляции (полимеров, оксидов).
Электротехнические сталимаркируют четырехзначными цифрами. Первая цифра характеризует вид и структуру проката: 1 – горячекатаная изотропная сталь, 2 – холоднокатаная изотропная, 3 – холоднокатаная анизотропная с ребровой структурой. Вторая цифра указывает на содержание кремния: 0 – менее 0,4 %, 1 – более 0,4 % до 0,8 %, 2 – более 0,8 до 1,8 %,… 5 – более 3,8 до 4,8 %. Третья цифра определяет тепловые потери при определенных значениях индукции В и частоты f. Например, единица указывает, что потери нормированы при В = 1,5 Тл и f = 50 Гц (Р1,5/50). Четвертая цифра – код числового значения нормируемого параметра. Чем цифра больше, тем потери меньше.
В радиотехнике, в телефонии для достижения больших значений индукции в слабых магнитных полях для магнитопроводов применяют железоникелевые сплавы – пермаллои, содержащие 45…83 % Niи отличающиеся высокой магнитной проницаемостью (μн до 88 мГн/м и μmax до 310 мГн/м). К пермаллоям относятся, например, сплавы 45Н, 50Н (низконикелевые); 79НМ, 81НМА (высоконикелевые). Пермаллои применяют при частотах до 25 кГц. Наряду с пермаллоями применяют литейные сплавы системы Fe-Al-Si (альсиферы), обладающие свойствами, близкими к пермаллоям. Альсиферы не содержат дорогостоящих легирующих элементов, но они менее технологичны.