Гофрокартон – самая востребованная разновидность упаковочного материала. Он недорогой, легкий и прочный, поэтому гофрированный картон используют в промышленности, торговле, дизайне. В гофрированную картонную бумагу упаковывают пищу, сладости, бытовую и вычислительную технику.
Виды гофрокартона по количеству слоев
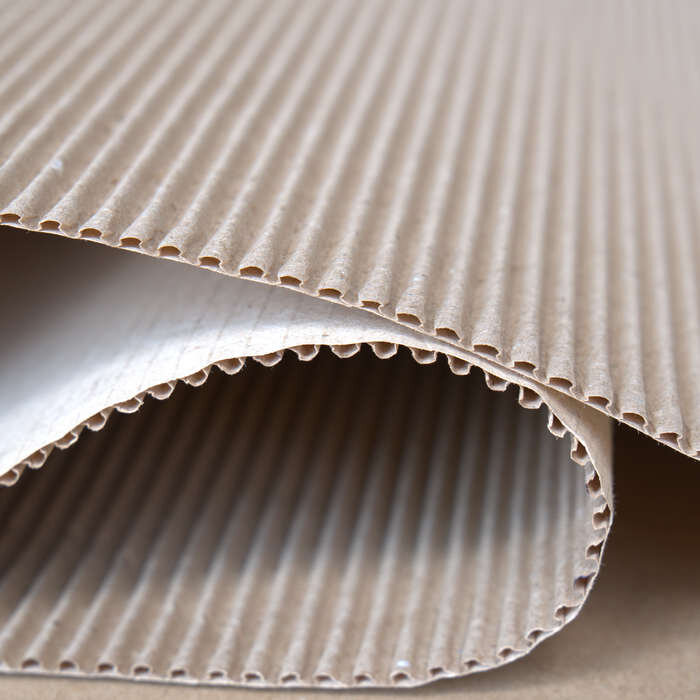
Картон производят по той же технологии, что и бумагу, но из более жесткого и грубого сырья, к тому же хотя бы один слой гофрокартона «гофрируют»: придают ему волнистый рельеф. Благодаря этому увеличивается жесткость и прочность упаковки. Гофрированный слой называют флютингом, а гладкий – лайнером. В зависимости от числа таких слоев гофрокартон может быть:
- Двуслойным: по одной прослойке флютинга и лайнера. Хорошо справляется с функцией амортизации, поэтому подходит для хранения и перевозки стеклянных изделий. Однако лист такого материала склонен сворачиваться в рулон, и жесткость упаковки выходит невысокая.
- Трехслойным: флютинг в обрамлении двух слоев лайнера. Это самый распространенный вид гофрированного картона, из него делают ящики и упаковку для товаров. Сочетает жесткость с прочностью и легкостью.
- Пятислойным: три слоя гладкого картона чередуются с двумя слоями гофрированного материала. Из такого плотного, жесткого, толстого материала выпускают тары для тяжелых аппаратов, запчастей, крупной техники.
- Семислойным: соответственно, четыре слоя прямого картона перемежаются тремя прослойками флютинга. Семислойная упаковка рассчитана на крупногабаритные товары, ее можно использовать при штабелировании грузов. Благодаря высокой жесткости гофрокартона, если поставить емкости друг на друга, они не деформируются.
Материалы для гофрокартона
При производстве гофрокартона используют древесные волокна и макулатуру. Из них изготавливают флютинг, который отвечают за свойства жесткости и амортизации. Из таких же волокон делают лайнер, исполняющий роль каркаса и внешней оболочки. Отдельно стоит упомянуть топлайнер: верхний слой прямого картона. Он может выполнять также эстетические функции. На топлайнер наносят принты, эмблемы, логотипы.
Бумага для флютинга
Ее изготавливают из сырья с содержанием сульфатной целлюлозы до 35%, которое отличается длинными волокнами. Благодаря этому получается гофрированный картон высокого класса, подходящий для создания потребительской упаковки. Гофрокартон на основе сульфатной целлюлозы используют для упаковки парфюмерии, косметики, пищи, потому что он выглядит достаточно аккуратно и красиво.
Также флютинг могут делать из сочетания полуцеллюлозы и макулатуры, причем полуцеллюлозы должно быть больше. Готовая бумага из такого сырья называется «веленштофф». Это отличное сырье для производства тары для перевозки разнообразных товаров, поскольку ящики из него не только прочные, но и влагостойкие.
Делают флютинг и из сплошной макулатуры. Бумага на основе вторсырья без примесей целлюлозы называется «шренц». Она не способна выдержать высокие нагрузки.
Бумага для лайнеров
Лайнеры также делают из нескольких видов сырья. Если для бумаги берут около 80% первичной целлюлозы, и только небольшую долю составляют примеси, такой материал называют крафт-лайнером. Это универсальный картон, сочетающий прочность с эстетической привлекательностью.
Если в сырье преобладает макулатура и всевозможные присадки, а целлюлоза – в меньшинстве, получается такой материал, как тест-лайнер. Чтобы сделать его влагостойким, внешнюю сторону дополнительно обрабатывают. Стоит обращать внимание и на маркировку:
- K – крафт-лайнер;
- BW – топлайнер из беленой целлюлозы;
- MK – картон из смеси беленых и небеленых целлюлозных волокон;
- WT – лайнер с мелованным слоем;
- C – картон из макулатуры и так далее.
Производство гофрокартона
Производство гофрированного картона – высокотехнологичный процесс, который предусматривает множество нюансов. Мы опишем его в общих чертах. Весь цикл можно разделить на 6 основных этапов, первым из которых будет подготовка лайнера в специальной камере. Она увлажняет и разогревает ровный слой, подготавливает к подклеиванию.
Второй этап – производство флютинга, или гофрированного слоя. Сырье пропускают через горячие рифленые валы. Далее наступает время третьего этапа, на котором наносят между слоями клей. Это не делается вручную, для проклейки задействуют специальные аппараты. Соединенные слои пропускают через прижимной вал на четвертом этапе производства картона.
Наконец, на пятом этапе картон загружают в сушильную камеру. Только на этой стадии обработки слои материала схватываются между собой в единое целое. Заключительный этап производства – это охлаждение. Причем от грамотности выполнения этой завершающей стадии напрямую зависит, насколько готовый материал будет соответствовать стандартам качества.
Примеры товаров из гофрокартона
Из бурого гофрированного картона выпускают цветочные короба без крышки №75. На поверхность можно нанести логотип или другое рекламное изображение. Для производства такой картонной тары выбирают марку Т23-В. Цифра в маркировке указывает на высоту гофры, а «б» – на то, что все слои материала бурые, а не беленые. Тем не менее, такая упаковка смотрится эстетично.
Из гофрированного картона с верхним беленым слоем делают белые коробки для пиццы. Эта марка материала тоже обозначается «Т23-В», где цифра снова указывает на высоту гофры. Однако непосредственное указание того, что внешний слой материала белый, отсутствует. Ручек на специальных коробках для пиццы не предусмотрено, но их удобно носить и без этого.
Из той же марки гофрированного картона, но только бурого, делают короба К-106. У них достаточно гладкая внешняя сторона, чтобы на нее можно было нанести изображение или рекламный текст. Короб подходит для фасовки потребительских товаров, их хранения и транспортировки. Кроме того, его можно использовать для почтовых отправлений.