
Мы продолжаем рассказ о подготовке к соревнованиям по картингу в классе «Союзный» 125-кубового двигателя дорожного мотоцикла «Минск» (начало см. в № 5 1992 г., продолжение — в № 1 1993 г.).
Прежде чем приступить к сборке коленчатого вала, необходимо тщательно проконтролировать имеющиеся детали.
У цапф коленвала не должны быть замяты отверстия центров. Коренные подшипники должны плотно сидеть на полуосях, но надеваться на них усилием руки. Такая посадка (практически без натяга) обеспечивает самоцентровку вала в осевом направлении и облегчает сборку-разборку мотора.
Разница диаметров отверстий под запрессовку пальца в правой и левой щеке не должна превышать 0,02 мм (в противном случае потребуется ступенчатый палец),
а их эллипсность и конусность — 0,01 мм. Диаметр пальца подбирается так, чтобы при запрессовке обеспечивался натяг 0,08±0'01 мм.
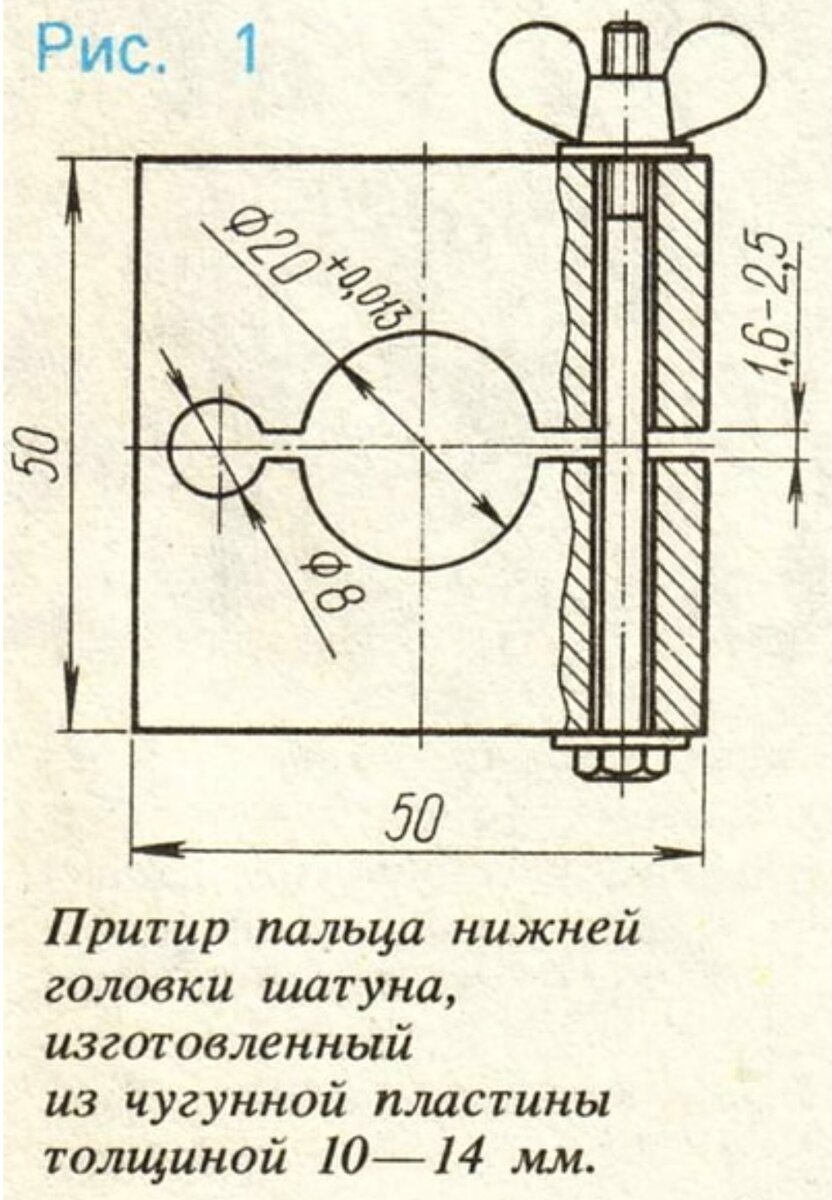
В случае применения самодельного пальца, как правило, требуется его доводка. Обычно ее проводят на токарном станке при помощи притира (рис. 1) и алмазной пасты до зеркального блеска. Эту операциюпроделывают на малых
оборотах станка — 80—120 об/мин с небольшим прижимным усилием (от проворота притир удерживают руками). Притирают палец равномерно по всей поверхности, периодически проверяя микрометром конусность (не более 0,002 мм).
Притир пальца нижней головки шатуна, изготовленный из чугунной пластины толщиной 10—14 мм.
Для удобства самодельные пальцы изготовляют попарно (рис. 2) и притирают каждый из них поочередно,
зажимая другой в патроне станка. После доводки перемычку разрезают вулканитовым кругом. Длину пальца рассчитывают так, чтобы при запрессовке он служил упором для пресса и автоматически обеспечивал осевой зазор в подшипнике 0,2— 0,3 мм. Иными словами, она равна толщине правой и ле¬вой щеки, двух шайб, шатуна плюс 0,2—0,3 мм.
Комплект иголок подшипника нижней головки шатуна (от двигателя «ЧеЗет-125») подбирают так, чтобы разница их диаметров не превышала 0,002 мм. Толщину иголок измеряют рычажным микрометром. Если сепаратор комплектуют отечественными иголками — предпочтительнее из стали ШХ, а не У8.
Доводки требует обычно и рабочая поверхность нижней головки самодельного шатуна, чтобы устранить элипсность, конусность и другие возможные отклонения, возникающие при шлифовке, и получить необходимую чистоту поверхности. Размеры простейшего притира в Сдвоенные пальцы нижней головки шатуна.
Простейший притир отверстий подшипников шатуна. В скобках указаны размеры притира для отверстия верхней головки.
В виде стального конуса с надетым на него цилиндрическим разрезным чугунным кольцом приведены на рис. 3.
Ввиду сложности непосредственного измерения радиального зазора в шатунном подшипнике его контролируют косвенно. Палец в сборе с подшипником по торцам зажимают в тисках и определяют свободный ход верхней головки шатуна, покачивая ее в плоскости, перпендикулярной плоскости вращения коленвала. Величина этого хода должна быть в пределах 1,0—1,2 мм. Та-кой периодический контроль необходим и во время эксплуатации двигателя. Мотор лучше перебрать, не дожидаясь поломки, если свободный ход достигает 1,6— 1,7 мм.
Отверстие верхней голов¬ки шатуна не требует столь тщательной доводки. Здесь устраивает обычно чистота обработки, полученная на шлифовальном станке, а вместо подшипника от «ЧеЗета» можно использовать насыпные иголки без сепаратора.
Радиальный зазор в том и другом случае — от 0 до 0,05 мм. Подробнее о сборке этого узла будет рассказано в следующих публикациях. После контроля и необходимой доводки все детали коленвала промывают в керосине или бензине, тщательно протирая чистой тряпкой поверхности, которые притирались с алмазной пастой. Затем моют еще раз с мылом и протирают насухо.
Для запрессовки вала наиболее удобен ручной винтовой пресс с усилием 7— 10 т. Можно использовать большие станочные тиски при условии, если тисочный винт расположен на уровне губок (чтобы во избежание перекосов ось винта была как можно ближе к оси шатунного пальца).
Фаски на пальце и отверстиях щек скругляют, а в качестве смазки используют масла, сохраняющие пленку при высоких удельных давлениях: гипоидное трансмиссионное, ТАД и др.
Порядок сборки коленвала таков. В одну из щек запрессовывают палец. На пальце собирают подшипник (сепаратор смазывают «Лито-лом», чтобы не выпадали иголки) и устанавливают шатун.
Другую щеку перед напрессовкой на палец центруют (уже в тисках или прессе), прикладывая одновременно к обеим щекам по окружности плоскую пластину. Прессуют сначала примерно наполовину. Затем вал снимают с пресса, вновь проверяют взаиморасположение щек и при необходимости правят. После окончательной сборки контролируют осевой и радиальный зазоры подшипника.
Далее вал устанавливают в не вращающиеся центры и проверяют биение щек. Для этого к посадочным местам коренных подшипников левой и правой цапф (как можно ближе к щекам) подводят стрелочные индикаторы. Контроль проводят обычно по двум воображаемым плоскостям (рис. 4): 2—2 — она проходит одновременно через ось кривошипа и пальца, и 1—1, перпендикулярную ей.
Установив вал в той или иной проверочной плоскости, его поворачивают в центрах на 180° и наблюдают за перемещением стрелки индикатора: «-)-» или «—».
При проверке биения могут возникнуть следующие ситуации и их сочетания (рис. 5): а — необходимо провернуть вокруг пальца одну из щек относительно другой ударами медного мо-лотка (разумеется, вал для правки снимают с центров); б — нужно добиться параллельности щек, сжав их в тисках с нужной стороны. В обоих случаях (а и б) перед рихтовкой между щеками вала со стороны, противоположной пальцу, с небольшим усилием вставляют клин (рис. 6); в — щеки вала сжимают в тисках; г — щеки разводят, вбивая клин.
При отсутствии необходимых приспособлений биение вала можно проконтролировать и одним индикатором. Для этого вал устанавливают в центры токарного станка (не вращающиеся), а индикатор зажимают в резцедержатель (рис. 7).
Выбрав плоскость проверки (1—1 или 2—2), измеряют биение одной из щек. Против точки замера на этой щеке карандашом отмечают показания индикатора: «-J-» или «—». Затем вал снимают с центров и переставляют, чтобы этим же индикатором проверить другую щеку (разумеется, в той же проверочной плоскости, что и первую).
После рихтовки биение, замеренное при полном обороте коленвала, не должно превышать 0,02 мм. Для мало форсированных двигателей, развивающих до 10000 об/мин, оно может быть больше—0,03—0,04 мм, а при оборотах свыше 11 000 об/мин желательна более высокая точность сборки (биение 0,01—0,015 мм).
Кстати, значительно упрощает сборку вала приспособление (рис. 8), обеспечивающее точную центровку его щек при запрессовке.
А. Сисюкин мастер спорта.