Рынок электронной промышленности все настойчивее требует компонентов меньшего размера с большей функциональностью, например QFN (корпусов с планарными выводами, расположенными непосредственно под микросхемой по всем четырем сторонам)
или LGA (корпусов микросхем, использующих матрицу контактных площадок, находящуюся на корпусе микросхемы).
Размер корпуса QFN определяется количеством выводов, которые имеются на дне корпуса и обеспечивают электрические соединения с печатной платой. Открытая теплоотводящая контактная площадка большого размера, предусмотренная в центре, улучшает отвод тепла от микросхемы. Корпуса QFN широко распространены в электронике благодаря пониженной индуктивности выводов и небольшой площади основания, они отличаются
тонким профилем и малым весом. Контактные площадки находятся по периметру корпуса, что упрощает трассировку печатной платы, а технология открытой медной контактной площадки обеспечивает хорошие тепловые и электрические характеристики.
Для того чтобы использовать преимущество открытой теплоотводящей площадки и эффективно отводить тепло от чипа микросхемы, необходимо спроектировать соответствующего размера теплоотворящую площадку, а также переходные отверстия в том месте платы, куда будет устанавливаться
корпус QFN. Большой размер теплотводящей площадки упрощает пайку, а переходные отверстия обеспечивают эффективные пути отвода тепла. Однако во время оплавления, когда теплоотводящая площадка корпуса паяется к теплоотводящей площадке платы, под воздействием высоких температур из флюса начинают выделяться газы. Если не обеспечить вывод
этих газов, в паяном соединении формируются пустоты. Мы не можем повлиять на возникновение пустот, но можем сократить их размер и количество.
Корпуса LGA очень похожи на BGA-корпуса, имеют плоские контакты, расположенные в виде матрицы на нижней стороне корпуса. Несмотря
на все их преимущества, при пайке очень трудно контролировать образование пустот, так как контакты в 2–3 раза больше шариков припоя BGA.
В статье описана серия экспериментов, включая оптимизацию размера апертур шаблона, изменение температурного профиля оплавления и прочее, для исследования проблем образования пустот в паяных
соединениях.
Разработка эксперимента
В ряде проведенных авторами экспериментов используются тестовые образцы с покрытием никель/золото и толщиной 1,6 мм. Для рассеивания тепла используются 22 переходных отверстия (рис. 1).
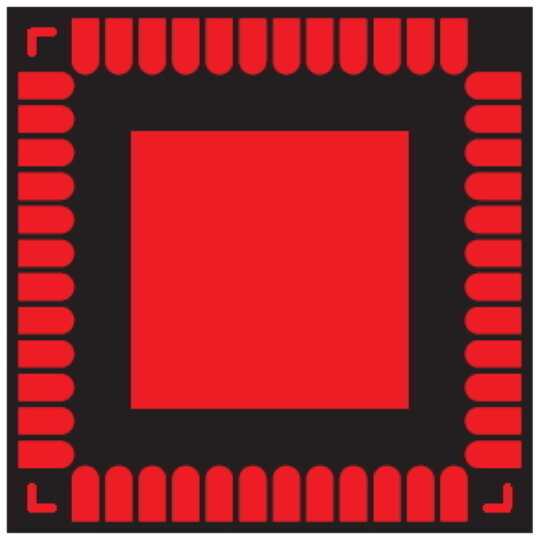
Каждый корпус QFN оснащен 48 плоскими контактами шириной 0,28 мм с шагом между ними 0,5 мм. Теплоотводящая площадка QFN-корпуса имеет размер 4,1 х 4,1 мм (рис. 2). Все контактные площадки имеют финишное покрытие из Sn.

Эксперимент 1. Влияние разных паяльных паст на образование пустот
Для того чтобы сравнить влияние разных составов паяльных паст на образование пустот в паяных соединениях, использовалось два вида паст: паяльная паста А от японского производителя и В от американского производителя. Применялся припой SAC305 с диаметром частиц порошка 4. Толщина шаблона 4 мил, апертуры шаблона размера 1:1 соответствуют
размерам теплоотводящей площадки корпуса QFN.
Результаты эксперимента (рис. 3) с двумя паяльными пастами показали, что в обоих паяных узлах образовались пустоты большого размера. Возможно,
это произошло, во‑первых, из-за большого размера площадки и, во‑вторых, из-за того, что паяльная паста полностью покрывала площадку. Поэтому выделение флюса из паяльной пасты ухудшается, а газ, образовавшийся при испарении летучих веществ в составе флюса, в переходных отверстиях не имеет каналов для выхода. Таким образом образуются более крупные пустоты вне зависимости от используемой паяльной пасты.
Эксперимент 2. Влияние разных профилей оплавления на образование пустот
Для эксперимента выбраны два разных профиля оплавления с учетом того, что при увеличении температуры летучие вещества во флюсе выделяют большое количество газа. Первый профиль — стандартный линейный профиль оплавления (рис. 4a), второй — седловидный профиль оплавления (рис. 4 г).
После оплавления было обнаружено, что в обоих случаях интенсивность образования пустот составила 35–45%. Однако оказалось, что при линейном профиле оплавления сформировалось небольшое
количество пустот большего размера (рис. 4б), тогда как при седловидном профиле оплавления — множество мелких пустот (рис. 4в). Во втором случае паяный узел не имеет больших пустот потому, что седловидный профиль оплавления способствует полному испарению летучих веществ во флюсе до того, как температура достигнет температуры плавления паяльной пасты. При применении линейного профиля оплавления, где время нагрева до температуры плавления меньше, большинство летучих веществ просто не успевает испариться до достижения температуры плавления. Когда значение температуры достигает точки плавления, высокое поверхностное натяжение расплавленного припоя предотвращает удаление газов, поэтому образуется меньшее количество пустот большого размера.
Эксперимент 3. Влияние разных размеров апертур трафарета на образование пустот
Поскольку теплоотводящая площадка на корпусе имеет большой
размер, а также имеются переходные отверстия, вывод газа, который
образуется при испарении летучих веществ в составе флюса, затруднен.
Газ накапливается в паяном соединении, после чего в процессе затвердевания образуются пустоты. Наиболее эффективный способ обеспечить вывод газа — разделить большую площадку на несколько маленьких или изменить апертуры трафарета так, чтобы паяльная паста наносилась на площадку небольшими порциями.
В данном эксперименте на тестовые образцы паяльная паста наносилась с использованием трех видов шаблонов с разной формой апертур (рис. 5).
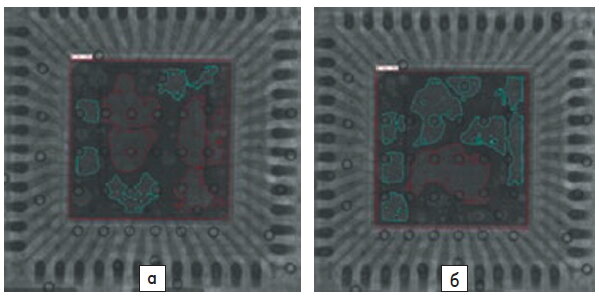
После этого тестовые образцы оплавлялись. Далее с помощью рентгеновского анализа оценивалось образование пустот в паяном соединении (рис. 6) — около 35%. Как показано на рис. 6, размер пустот
сокращался с увеличением количества апертур. Шаблон № 1 показал
образование пустот большого размера: площадь самой большой пустоты составила 15% от площади всего паяного узла (рис. 6a), но при этом количество пустот меньше. В случае шаблона № 3 самая большая по площади пустота составила 5% от общей площади (рис. 6в). При сравнении рис. 6б,в с рис. 6а, даже несмотря на то, что скорость образования пустот для всех тестовых образцов одинаковая, количество пустот на рис. 6б,в
больше. У тестового образца, для которого использовался шаблон № 3, пустоты по размеру меньше, но количество их больше (рис. 6в).
Для проверки такие же шаблоны трафаретов (рис. 6) были использованы на других тестовых образцах (тоже с использованием корпусов QFN). Результаты получились другие, но общий вывод такой же: образование пустот уменьшается с увеличением количества апертур. Это значит, что изменение количества апертур трафарета действительно поможет снизить образование пустот. Но для компонентов QFN с большой контактной площадкой и множеством переходных отверстий изменение формы апертуры трафарета не поможет.
Эксперимент 4. Влияние использования припоя с низким содержанием флюса на образование пустот
Образование пустот зависит от вывода газа, который образуется при
испарении летучих веществ в составе флюса. Поэтому логичен вопрос:
поможет ли использование паяльной пасты с низким содержанием
флюса снизить их образование? Для эксперимента используется припой SAC305 с объемом нанесения 3,673,670,05 мм и содержанием всего 1% флюса, в отличие от обычных паст с 11,5%-ным содержанием флюса. Соотношение площади нанесения пасты и площади теплоотводящей контактной площадки составляет 0,89. Ожидается, что при замене паяльной пасты количество выделяемого флюса уменьшится, что сократит образование пустот. Для эксперимента использовался трафарет, который уже применялся в экспериментах 1 и 2 (рис. 7). Это трафарет с четырьмя небольшими апертурами диаметром 0,015 дюйма, расположенными в четырех углах площадки.
В эксперименте использовался стандартный профиль оплавления.
Наличие пустот в паяном соединении проверялось с помощью аппарата рентгеновского контроля (рис. 8). Интенсивность образования
пустот составила 3–6%, при этом площадь самой большой пустоты
равна 0,7% от общей площади.
Эксперимент 5. Может ли использование припоя вместо паяльной пасты повлиять на образование пустот при пайке LGA-компонентов
Корпуса LGA имеют бóльшие по площади контактные площадки, поэтому контролировать образование пустот при их пайке еще сложнее. Можно ли решить проблему пустот при пайке LGA, если использовать припой вместо паяльной пасты? Для эксперимента были взяты компоненты LGA с двумя видами контактных площадок (рис. 9) — 58 круглых контактных площадок
диаметром 2 мм и 76 круглых контактных площадок диаметром 1,6 мм. У каждой контактной площадки есть переходное отверстие.
Как показали эксперименты выше, оптимизация как профиля оплавления, так и апертур трафарета не помогает улучшить образование пустот в случае использования стандартной паяльной пасты, и уровень образования пустот составляет 25–45% (рис. 10).
Проверим, поможет ли использование припоя при пайке LGA-компонентов? Как уже было сказано, LGA-корпуса имеют круглые
контактные площадки диаметром 2 или 1,6 мм (рис. 11a).
Предварительно нанесенный припой и сам LGA-компонент нужно удержать на месте, поэтому на каждую контактную площадку с помощью трафарета с четырьмя апертурами (рис. 11б) наносилась паяльная паста. При соотношении поверхности припоя к площади контактной площадки, равном 0,8, паяльная паста, нанесенная на каждую контактную площадку через четыре апертуры в трафарете, позволила удержать на месте припой и сам компонент (рис. 11в).
После оплавления (профиль оплавления стандартный) полученное паяное соединение изучалось на аппарате рентгеновского контроля, проверка показала, что интенсивность образования пустот составила 6–14% (рис. 12).
Дозированные заготовки припоя, которые часто называют навесками припоя, широко распространены на рынке в любых формах — треугольных, квадратных, круглых и т. д., а также в различных вариантах упаковки (рис. 13). При оплавлении заготовок припоя нет необходимости вносить какие-либо изменения в профили оплавления. В дополнение к уменьшению пустот заготовки припоя могут использоваться для обеспечения воспроизводимого точного объема припоя, когда паяльная паста не может обеспечить достаточный его объем.
Заключение
Для компонентов с большими контактными площадками, например QFN и LGA, модификация формы апертур и/или их количества в трафарете так, чтобы паяльная паста наносилась небольшими порциями, помогает снизить образование больших пустот благодаря наличию каналов для отвода газа из флюса.
Следует учитывать температуру испарения флюса у различных паяльных паст, чтобы большинство летучих веществ испарялось до оплавления. Это также помогает уменьшить образование больших пустот.
При наличии больших контактных площадок с множеством переходных отверстий изменение апертуры трафарета и профиля оплавления не помогает сократить образование пустот.
Частичное использование припоя вместо паяльной пасты эффективно уменьшает образование пустот, главным образом потому, что содержание флюса в припое в 5 раз меньше, чем в паяльной пасте. Флюс в паяльной пасте состоит из растворителя, канифоли и загустителя, которые содержат большое количество летучих веществ. Высокая температура и отсутствие каналов для отвода газа, образованного их испарением, приводят к образованию больших пустот в паяном соединении, в то время как основным ингредиентом флюса в заготовках для припоя является канифоль, не содержащая растворителей и других веществ, что позволяет эффективно снизить образование пустот.
Автор: Уисдом Ку (Wisdom Qu)
Перевод: Ольга Очур
Статья опубликована в журнале Технологии в электронной промышленности, № 4’2022