Катет (от греч. káthetos -отвесный) - одна из двух сторон прямоугольного треугольника, образующих прямой угол. *Для непрямоугольного треугольника катеты не существуют.

🙏Приветствую гостей и подписчиков канала Euro Welder - канале о сварке и сварщиках!
Казалось бы несложная тема, связанная с простым термином катета сварного шва, на удивление очень часто вызывает различные многочисленные споры среди новичков и даже специалистов.
В этой статье мы подробно и доступно разберём что же такое катет сварного шва, где он применяется, как измеряется, правильно сваривается и прочие нюансы, которые помогут раз и навсегда покончить с путаницей и глупыми спорами! Поехали;)
1. Что такое катет сварного шва?
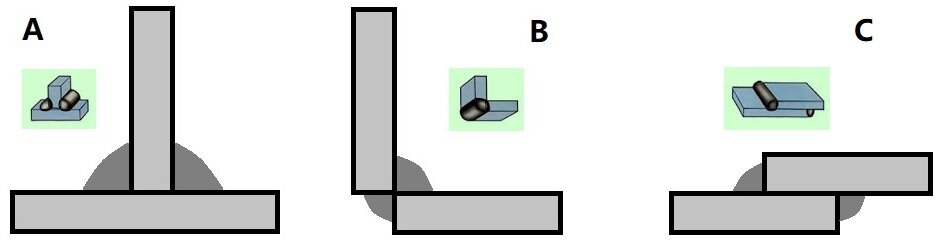
Самое первое, что нужно понимать - это то, что катет шва существует только там, где соединяемый металл образует прямой угол: на тавровом (Т-образном 90°), угловом (Г-образном 90°) и нахлёсточном сварных соединениях:
Сварной шов на таких соединениях образует форму, в сечение которой гармонично вписывается треугольник, у которого и высчитывается катет, для контроля толщины шва.
Катет существует только у треугольников двух типов: прямоугольном и равнобедренном прямоугольном. И когда мы говорим про катет сварного шва - речь идёт исключительно о равнобедренном прямоугольном треугольнике:
Простыми словами: сварной шов должен "лечь" двумя сторонами (катетами) на обе свариваемые стенки металла одинаково ровно. Если стороны получаются различной длины (асимметрия) - такой шов признаётся бракованным.
Ошибки: частенько можно услышать от "спецов" упоминание катета на стыковом соединении (к примеру на трубе). Если Вы услышали подобное - гоните такого"лепилу" в шею:). На стыковых соединениях шов измеряется высотой и шириной, никакого катета там нет и в помине.
2. Зачем измеряется катет сварного шва?
При проектировании узлов и деталей инженеры закладывают в чертёж объёмы сварных швов. Эти параметры высчитываются исходя из различных стандартов по которому идёт производство.
Размер (объём) сварного шва должен быть оптимальным: слишком большой - приведёт к деформации детали при сварке, уменьшению скорости работы и увеличении её стоимости, ну а слишком маленький - не будет достаточно прочным. Именно поэтому сварщикам предписывают контролировать размер швов: на стыковых соединениях - измерением высоты и ширины, а на прямоугольных - с помощью замера длины катета.
Ошибки: среди новичков часто бытует такое заблуждение: "чем больше катет, тем лучше (крепче) шов". Такие убеждения почти всегда приводят к деформации изделия из-за перегрева.
3. Как и чем измеряется катет сварного шва?
Размер катета сварного шва определяют с помощью различных шаблонов непосредственно по высоте катета (если в чертеже он обозначен буквой "z"), по толщине шва (если в чертеже он обозначен буквой "а") или по длине гипотенузы (без спец.обозначений).
На данном этапе стоит учесть, что наш шов может иметь разные виды усиления:
Часто и наиболее практично для замера катета на швах с любым усилением используются универсальные шаблоны типа WG01, WG1, WG2+
Чуть хуже использовать шаблоны с плоскими гранями - измерение катета с помощью них происходит с помощью измерения длины гипотенузы:
Минус состоит в том, что им нельзя будет измерять шов с усилением (валиком). Для замера катета на усиленных швах используют похожие шаблоны, но с вогнутой стороной (гипотенузой):
Также катет измеряют по толщине шва, если в чертеже перед размером стоит обозначение "a". Данный замер можно сделать с помощью шаблона Ушерова-Маршакова.
4. Как выбрать оптимальный размер катета сварного шва самостоятельно?
Если Вы планируете сварку без использования чертежей и задумались какой катет шва использовать, то следуйте простому правилу:
- Величина катета - равна толщине стенки свариваемого металла. Если свариваете между собой разные толщины, то выбирайте катет равный толщине наименьшей из стенок:
Ошибки: установление катета толще наибольшей стенки свариваемых металлов.
5. Как сварить шов с ровным катетом?
Как уже стало понятно из вышеописанного - сварной шов на угловых соединениях должен быть равнобедренным и получать строгий угол лицевой части в 45°. Именно этот момент часто является сложным для неопытных сварщиков - шов стекает к нижней части стыка.
Для того, чтобы это предотвратить - угол горелки или электрода следует вести под 45°-60° и если сила тока достаточно высокая (от 120 ампер) - чуть подымать дугу на верхнюю стенку (около 1 мм). Металл немного стечёт под действием силы тяжести и катеты получатся одинаковой длины (равнобедренными).
Также частой проблемой новичков является установка и удержание нужного размера катета при сварке - без опыта, "на глаз", это сделать довольно нелегко.
Советую перед сваркой вымерять линейкой или штангельциркулем длину катетов и отрисовать под линейку две линии по размеру будущих краёв шва. Таким образом вы будете видеть при сварке границы, за которые Вам нельзя заступать или не доходить. Лучше всего для этого использовать белый маркер по металлу - его будет хорошо видно при сварке.
Немного сложнее сварить многопроходный шов с идеальным катетом - его советую использовать при толщинах металла от 8-10 мм. и сваривать углом вперёд, также используя правила описанные выше для каждого из проходов. Каждый проход должен получить катет не менее 6 мм.
Ошибки: часто ошибкой неравномерных катетов бывает изначально неверный монтаж частей металла - строго следите за углом 90° на стадии прихваток.
Теперь Вы знаете всё, что нужно знать про катет шва. Используя полученную информацию и чаще практикуясь - у Вас будут получать только идеальные катеты! Удачи! ;)
С Уважением Euro Welder.