
В первой части статьи были рассмотрены основные подходы к организации участка восстановления режущих свойств современного инструмента и представлено ключевое оборудование для проведения необходимых работ. Этот обзор будет продолжен в этой статье.
Технологический процесс
После снятия покрытия наступает очередь восстановления геометрии режущего инструмента – т.е. по сути той самой переточки инструмента, которая традиционно считается ключевой операции восстановления.
Современное заточное оборудование очень сильно различается по функциональным и техническим возможностям.
Разумеется, выбор оборудования напрямую зависит от номенклатуры и количества перетачиваемого инструмента. Отметим только такую особенность – все большую долю среди такого оборудования начинают занимать многоосевые заточные станки с числовым программным управлением.
Заточные станки с ЧПУ
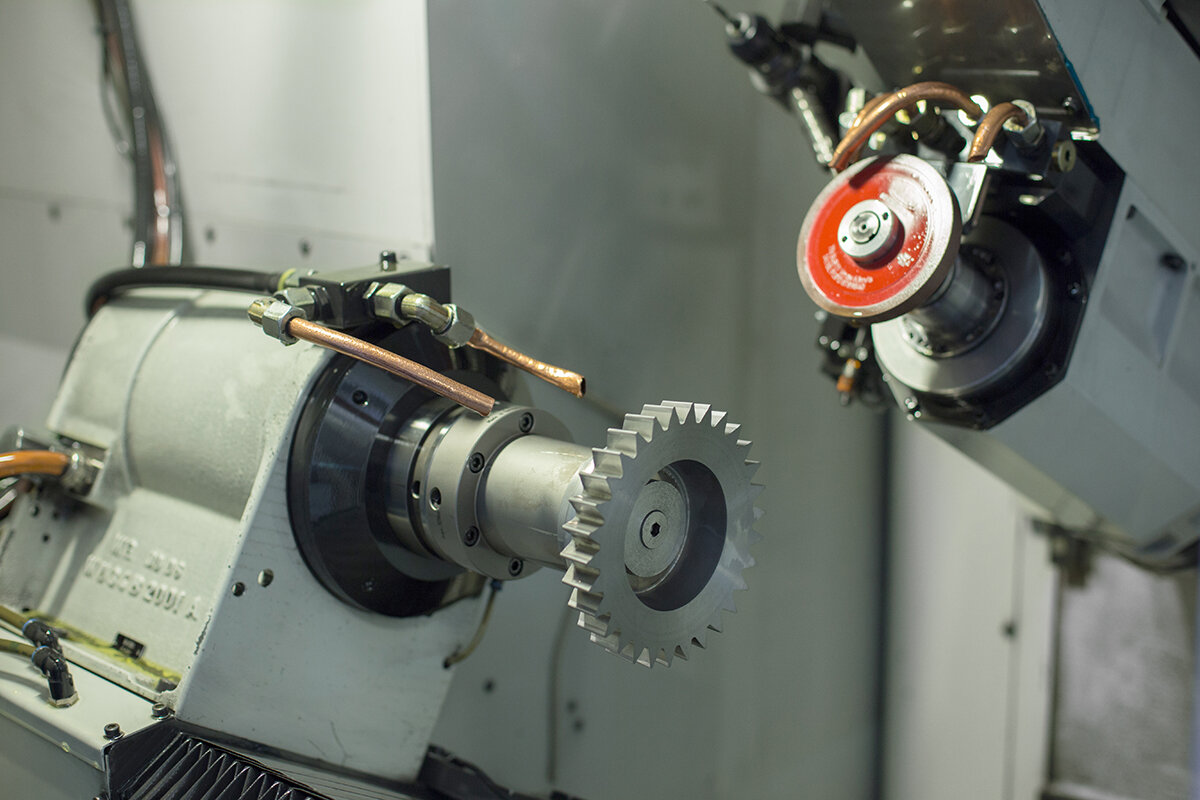
Эти станки имеют широкие возможности и высокую производительность. Они практически незаменимы для восстановления многих видов современного инструмента. Например, если речь идет о цельных твердосплавных сверлах или фрезах, особенно изготовленных по запатентованным геометриям ведущих фирм-изготовителей или же о специальных инструментах. С другой стороны, для целого ряда задач оптимальным решением будет либо широкоуниверсальный заточной станок, либо простые специализированные устройства для восстановления одного типа инструмента.онтроль восстановленной червячной фрезы на зубоизмерительной системе MarGear GMX 400.
Отдельно, необходимо сказать о восстановлении геометрии зуборезного инструмента. Важно отметить, что известные станки для переточки, например, червячных фрез (в частности витебские полуавтоматы) не в полной мере соответствуют современным требованиям. Так, на этих станках затруднительно (а порой и невозможно) восстанавливать высокоточные червячные фрезы класса АА и ААА, косозубые долбяки и тому подобные виды инструмента. Для этих задач существуют специализированные станки с программным управлением. Хотя, некоторые производители универсальных заточных станков в качестве специальной опции предлагают оснастку и программное обеспечение для восстановления такого вида инструмента.
Контроль геометрии восстановленного инструмента
Важным элементом всего технологического процесса является контроль геометрии восстановленного инструмента. Для этой цели используются как классические мерительные инструменты, проекторы и оптические компараторы, так и современные оптические приборы, позволяющие с большой точностью проверить самые сложные геометрические параметры.
Кстати, такие приборы имеют еще одно применение – они позволяют определить геометрические параметры инструмента, необходимые для восстановления, в том случае если отсутствует чертеж инструмента.
Подготовка режущей кромки
Переточенные инструменты поступают на следующий этап обработки – подготовку режущей кромки. Роль сохранения правильной геометрии режущей кромки особенно возросла в последнее время – вместе со значительным ростом применения твердосплавного инструмента и инструмента с износостойким покрытием. Дело в том, что для твердого сплава очень важно иметь не острую режущую кромку, в которой будут концентрироваться напряжения и образовываться трещины и скол, а скругленную. А для инструментов с покрытием важно не иметь на кромке заусенцев. Иначе, в процессе резания этот заусенец может быть сорван, образуется участки кромки с отсутствующим покрытием и именно с этих участков начинается повышенный износ инструмента. Таким образом, обрабатывать кромку необходимо. Также необходимо и подготовить поверхность самого инструмента под нанесение покрытия. Возникает вопрос – чем. Существуют несколько способов обработки поверхности. Не говоря уже о широкой номенклатуре самих устройств.
Вот основные методы подготовки поверхности:
- Ручная обработка алмазными надфилями;
- Струйная обработка;
- Обработка щетками;
- Полировка в абразивной среде;
- Обработка магнитным порошком.
Опыт эксплуатации участка восстановления инструмента «Группы Технополис» показал, что в области подготовки поверхности лежит значительное количество «know-how», необходимых для обеспечения должного уровня обеспечения качества. Таким образом, этот этап является одновременно и крайне важным и достаточно сложным для организации всего производства. Сложность связана не с высокой технологичностью этого передела, а с отсутствием опыта и недооценкой этого вида обработки.
Хотя и технология здесь достаточно разнообразна. Так, например, сложно переоценить важность выбора сырья для струйной обработки для того или иного вида инструментов. Иногда применяются такие «экзотические» материалы, как стеклянные шарики, ореховые скорлупки или карбид циркония. При этом выбор материала зависит от вида обработки, обрабатываемого материала и еще целой массы факторов. Надо отметить, что единого, «правильного» соответствия не существует. В каждом производстве нарабатываются свои know-how, которые предстоит переосмыслить и применить.
Мойка инструмента
Последним этапом перед нанесением износостойкого покрытия является мойка режущего инструмента. Выбор оборудования для мойки зависит естественно от целей, количества инструмента, его многообразия и т.д. Более того, на каждом из производств с высокой степенью вероятности будут применяться разные методы мойки. От ручной мойки в изопропаноле, до полностью автоматической мойки с вакуумной сушкой. Также моечная установка должна хорошо сочетаться с установкой нанесения покрытий. Так мойки, предлагаемые фирмой Platit, позволяют мыть инструмент уже в приспособлении (карусели) для нанесения покрытий. Таким образом, значительно экономится вспомогательное время при загрузке камеры.
Конечно, автоматические мойки имеют целый ряд преимуществ. И для участков с высокой степенью загрузки оборудования являются первоочередным выбором.
Нанесение покрытий
О роли современных износостойких покрытий для современного инструмента написано достаточно много. И сегодня очевидным становится тот факт, что без восстановления покрытия невозможно говорить о полноценном восстановлении режущих свойств инструмента. Сегодня на рынке присутствует достаточно большое количество установок нанесения покрытий. При выборе надо учитывать следующие обязательные факторы: возможность наносить на установке различные покрытия (в т.ч. время переналадки с одного покрытия на другое), возможность наносить многослойные, наноградиентные и нанокомпозитные покрытия, наличие технической и технологической поддержки со стороны поставщика, простота и надежность управления (пожалуй, самым большим недостатком установок, которые производились в Советском Союзе была низкая автоматизация и, как следствие, высокая зависимость от квалификации оператора. С точки зрения цены – очень внимательно надо отслеживать стоимость одного цикла нанесения покрытия (или еще правильнее – стоимость нанесения покрытия на конкретный инструмент).
Обязательно надо учитывать и стоимость расходных материалов, и время одного цикла и многие другие показатели.
После нанесения покрытий остается только проверить его качество и провести финишную обработку поверхности.
Проверка качества нанесения покрытия заключается, как правило, в проверке структуры покрытия (толщина, количество слоев, толщина отдельных слоев), микротвердости, адгезии. Для этих целей ваша микролаборатория должна быть обязательно оснащена соответствующими приборами: микроскопом для контроля шлифов, твердомером, скратчтестером и т.д.
Финишная обработка поверхности необходима не для всех видов инструмента. Но с другой стороны, в целом ряде случаев шероховатость поверхности настолько важна, что на ее достижение не жалко ни времени, ни дополнительных инвестиций в оборудование. Способов и методов полировки инструмента велико множество. В качестве иллюстрации приведем устройство полировки в абразивной смеси.
Инструмент, помещенный на спутниковые носители, совершает круговые и поступательные движения. В зависимости от вида абразивного материала и размера абразивного зерна за определенное время достигаются заданные параметры шероховатости инструмента.
Стоимость
Разумеется, резонный вопрос – сколько это стоит. Восстановление инструмента – дело недешевое. Самый примерный расчет показывает следующее: современный заточной станок (с необходимым комплектом приспособлений, инструмента и т.д.) стоит около 12–15 млн. руб., комплекс восстановления износостойких покрытий – 15–25 млн. руб. Однако, эти, весьма значительные, инвестиции вполне окупаются за счет полноценного использования современного инструмента, за счет полноценного применения современных технологий металлообработки.
P.S. Все, о чем мы пишем в этой статье – не теория, а наша 15-летняя практика. Все это мы делаем на своем производстве. Посмотрите сами на видео: