Форма абразивных инструментов и их типоразмеры определены ГОСТ 2424-83. Круги изготовляют классов точности АА, А и Б. Зерновой состав шлифовальных материалов по ГОСТ 3647 с индексами:
В и П - для кругов класса АА;
В, П и Н - для кругов класса А;
В, П, Н и Д - для кругов класса Б.
Зернистость: шлифзерно 200; 160; 125; 100; 80; 63; 50; 40; 32; 25; 20; 16; шлифпорошки 12; 10; 8; 6; 5; 4; 3; микропорошки М63; М50; М40; М28; М20; М14; М10; М7; М5.
При применении смеси шлифовальных материалов различных марок и зрнистостей - маркируют основную марку или зернистость.
Контроль размеров кругов проводят с применением универсальных или специальных мер и средств измерений.
Контроль твердости по ГОСТ 18118, ГОСТ 19202, ГОСТ 21323. Допускается применять акустический метод контроля твердости по ГОСТ 25961. Контроль неуравновешенности кругов по ГОСТ 3060 ( Контроль неуравновешенности кругов диаметром до 250мм, типов 6, 11,2, 36 а также кругов всех типовэксплуатируемых с рабочей скоростью 15м/с, допускается не проводить).
Круги изготавливаются следующих типов:
1 - прямого профиля;
4 - с двусторонним коническим профилем;
3 - с коническим профилем;
5 - с выточкой;
23 - с конической выточкой;
7 - с двусторонней выточкой;
2 - кольцевые;
6 - чашечные цилиндрический;
11 - чашечные конические;
12 и 14 - тарельчатые;
36 - с запресованными крепежными элементами;
10 - с двусторонней выточкой и ступицей;
26 - с двусторонней конической выточкой.
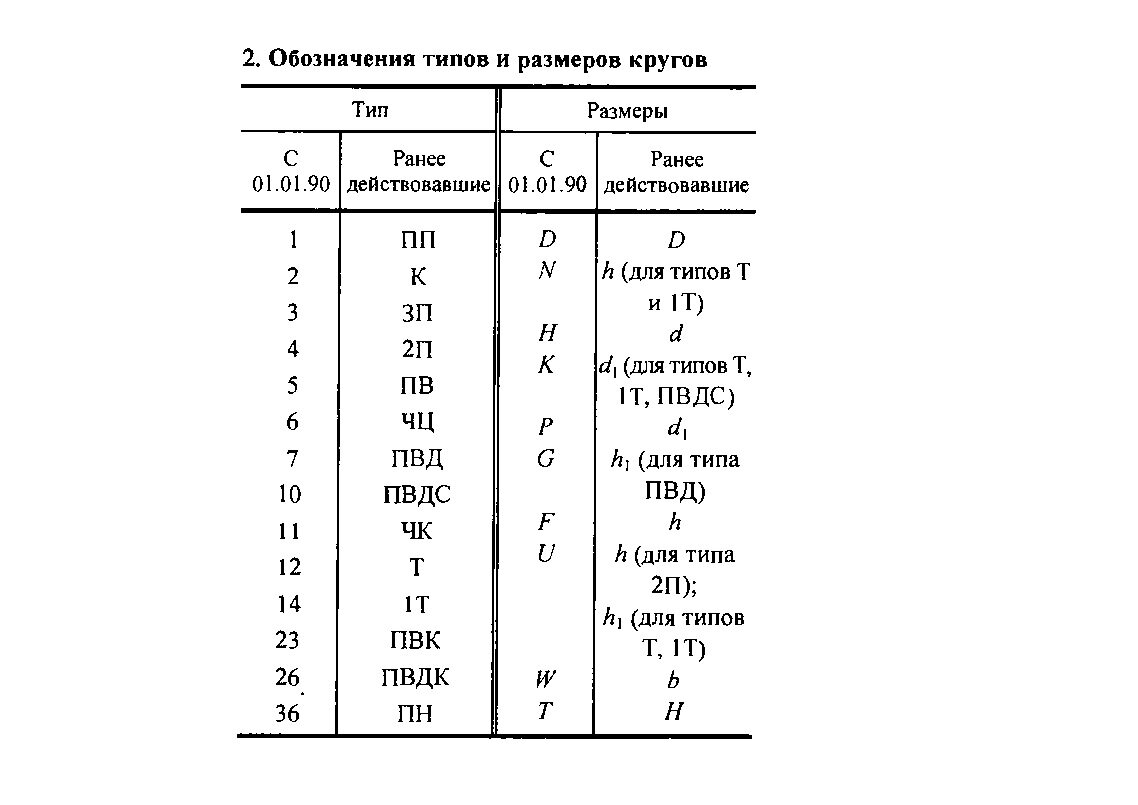
Вид связки: Керамическая К; бакелитовая Б; вулканитовая Б. Обозначения типов кругов и размеров кругов по ГОСТ 2424-83 и ранее действовавшие по приведены в таблице 1.