
Что такое сварочный шов
Для начала определимся с понятиями «сварочный шов» и «сварочное соединение», потому что некоторые источники рассматривают их как одно и то же, другие разводят формулировки.
Самое короткое определение: сварочный шов – это неразъемное соединение сваркой.
Второй вариант раскрывает физику процесса сварки как таковой: сварочный шов – это участок, в котором соединены две или несколько деталей в результате кристаллизации или деформации вещества, или одного и другого вместе. Так или иначе, сварочные швы и соединения логичнее принимать за один и тот же процесс.
Один из самых старых и известных среди специалистов стандартов – «ГОСТ 5264 – 80 Ручная дуговая сварка. Соединения сварные». Этот ГОСТ был введен в действие еще в 1981 году, он до сих пор прекрасно справляется со своими задачами: четко и ясно перечислены основные виды сварных швов, их размеры, конструктивные элементы и инструкции, как правильно класть сварочный шов. Отличный пример документа, который не нуждается в корректировках в течение долгого времени.
Виды сварочных швов
- Способу соединения деталей;
- Положению во время сварки;
- Протяженности шва;
- Расположению к силе, действующей на шов.
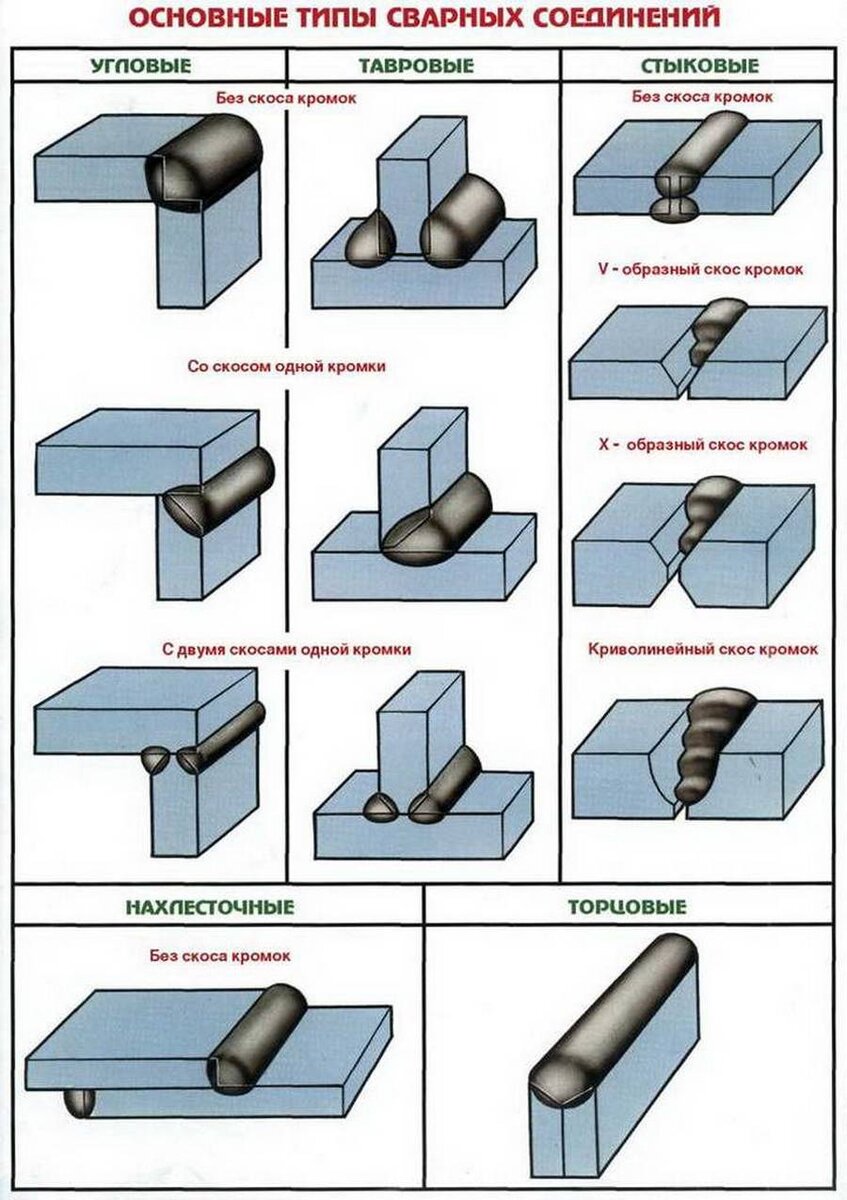
Самые популярные и важные виды швов объединены в группу по способу соединения деталей:
- Стыковые.
- Угловые.
- Тавровые.
- Внахлест.
Швы в стык
Виды сварных соединений включают как очень популярные способы, так и редкие. Стыковые способы можно отнести к высокой популярности: они используются при сварке листового металла или торцов труб. Принципиальное требование для стыкового способа – жесткая фиксация соединяемых деталей с зазором 1 – 2 мм, который заполняется металлом по ходу процесса сварки.
Важнейший «стыковой» вопрос – края деталей, которые будут плавиться и соединяться. Вернее, способ обработки этих краев. Стыковое соединение считается одним из самых надежных и экономичных с точки зрения прочности. Особенно это касается случаев, когда варят с обеих сторон. Предварительная подготовка краев – серьезная составляющая высокого качества шва. Все 32 типа стыковых соединений с вариантами обработки краев изложены в стандарте ГОСТ 5264-80.
Вот некоторые примеры:
- Если лист металла тонкий – меньше 4 мм, предварительная обработка не требуется, это семейство с условными обозначениями С1, С2, С3.
- Если толщина листа в пределах 4 – 12 мм, шов можно варить как с одной, так и с двух сторон. Но в этом случае необходима обработка края зачисткой. Здесь все зависит от требований к качеству сварки. Если вы решили варить с одной стороны, вам придется делать несколько проходов для заполнения шва. Если требуется высокое качество – зачищать и варить нужно с двух сторон. Зачистки бывают в виде V или U. Вариантов множество, все перечислены в ГОСТе, например, условные обозначения С28, С42.
- Если металлический лист толще 12 мм, применяются только двойные швы с обработкой краев с обеих сторон в виде буквы Х. V или U формы зачистки кромок при большой толщине невыгодны: потребуется слишком много металла для их заполнения. А это снижает скорость процесса и повышает расход электродов. Условные обозначения С27, С39, С40.
Тавровые соединения
Тавровый способ в разрезе представляет собой букву «Т»: торец одной детали приварен к боковой поверхности другой детали. Чаще всего элементы расположены перпендикулярно друг к другу. В ГОСТе 5264-80 описаны 9 тавровых видов: с Т1 по Т9. Для качественного таврового соединения необходимо глубокое плавление, которое выполняется с помощью автоматической сварки. Если сварка ручная, тщательная обработка кромок обязательна.
Интересная особенность тавровых швов глубокого плавления: они прочнее основного металла. Прочность угловых швов (о них см. ниже), напротив, меньше основного металла. Такого рода различия нужно не просто учитывать, а заранее производить расчеты. Понятие «расчет сварных соединений» входит в особый раздел технической механики, который изучается на инженерных факультетах.
Эти задачи сопромата учитывают главные особенности и недостатки сварочных соединений: неравномерную прочность, неровные процессы нагрева и охлаждения, как результат, возможное коробление, остаточное напряжение или скрытые дефекты.
Угловые соединения
В некоторых источниках угловые швы при сварке описываются как часть тавровых. Их описать так же легко, как тавровые: угловой профиль напоминает букву «Г», а в ГОСТе 5264-80 они обозначаются с начальной буквой «У»: от У1 до У10.
При кажущейся простоте в сварке углового соединения иногда возникают трудности: металл стекает с угла или вертикальной поверхности на горизонтальную. Решение такой проблемы – контроль движения электрода, чтобы соблюдать правильные углы его наклона, и чтобы это движение было ровным. В этом случае вы получите качественный ровно заполненный шов.
Отличным способом качественной угловой варки является метод, получивший название «сварка в лодочку»: детали расположены друг к другу под прямым углом, длина швов 8 мм и больше.
Если сварка угловых соединений включает листы металла разной толщины – тонкий и толстый – электрод должен быть расположен к более толстой детали под углом 60 градусов, чтобы больше прогрева пришлось на нее. Тогда тонкий металл не прогорит.
Сварка угловых швов предусматривает выполнение правил геометрии сварочных соединений.
Главные геометрические критерии следующие:
- Ширина – зазор между краями сплавления металлов;
- Изогнутость – зазор в точке максимальной вогнутости;
- Выпуклость – зазор в точке максимальной выпуклости;
- Корень стыка – самая далекая от профиля грань (фактическая изнанка)
Швы внахлест
Соединения внахлест: поверхности параллельны друг другу, частично перекрывают друг друга, сварены угловым способом. Это самые простые для исполнения швы – отличный старт для обучения новичков.
Все типы сварных швов внахлест имеют строгое ограничение по толщине листового металла – он должен быть не больше 8 мм. Здесь важно найти правильный угол наклона электрода – диапазон от 15 до 45 градусов. В ГОСТе соединения внахлест условно обозначены как H1 и H2.
При работе с двумя заготовками часто используется односторонняя точеная сварка, у которой отмечается серьезный недостаток: между деталями формируются зазоры. Влага, коррозия становятся главными врагами при таком способе. Результат такого рода дефектов описывается одним словом – недолговечность.
Тем не менее, соединения внахлест имеют очень широкое применение, вот несколько таких примеров:
Швы по положению в пространстве
Следующий критерий классификации – положение поверхностей в пространстве. Таких положений четыре:
- Нижние швы
- Горизонтальные
- Вертикальные
- Потолочные
Если бы можно было выбирать, опытные мастера выбрали бы сварку в нижнем положении. Это самый удобный способ, к тому же лучше контролируется сварочная ванна. Подходящий способ для дебютных работ новичков – здесь практически не встречаются сложности. Зато три остальных пространственных варианта сопряжены с техническими нюансами и специальными требованиями к исполнению.
В сварке в горизонтальном положении главной проблемой выступает сила тяжести – из-за нее металл попросту сползает вниз. Такие соединения можно варить как справа налево, так и слева направо, кому как удобно. Но правило использования электрода одно на всех: угол его наклона должен быть достаточно большим. Конечно, при подборе угла нужно учитывать параметры тока и скорость движения, все взаимосвязано.
Подбирайте, пробуйте, главное – чтобы ванна не стремилась вниз. Если металл все-таки стекает, нужно уменьшить его прогрев – это можно сделать, увеличив скорость движения. Второй вариант – отрывать периодически дугу, чтобы металл хоть чуть-чуть остывал. Метод с отрывом дуги больше подходит новичкам.
Сварные соединения по очертанию
Как классифицируются сварные швы по очертанию:
- Продольные: требуют самой тщательной подготовки металла в виде доскональной зачистки от заусениц, кромок и любых неровностей, помимо всего необходимо обезжиривание поверхностей участка сварки.
- Кольцевые: это работы по окружностям со своими специальными требованиями – чрезвычайно высокими аккуратностью и точностью.
Основные типы сварных соединений уложены в рамки точной и ясной классификации с условными обозначениями и детальным описанием технологических особенностей и советов. Один из самых популярных стандартов – ГОСТ 5264-80 с описанием практически всех видов сварочных швов.
Научиться сварке можно самостоятельно по принципу «от простого к сложному». «Простым» началом для исполнения можно взять швы внахлест. Закончить можно работой высшего пилотажа – сваркой при потолочном расположении поверхностей. Желаем чистого металла, хороших заказов и рабочего настроения.