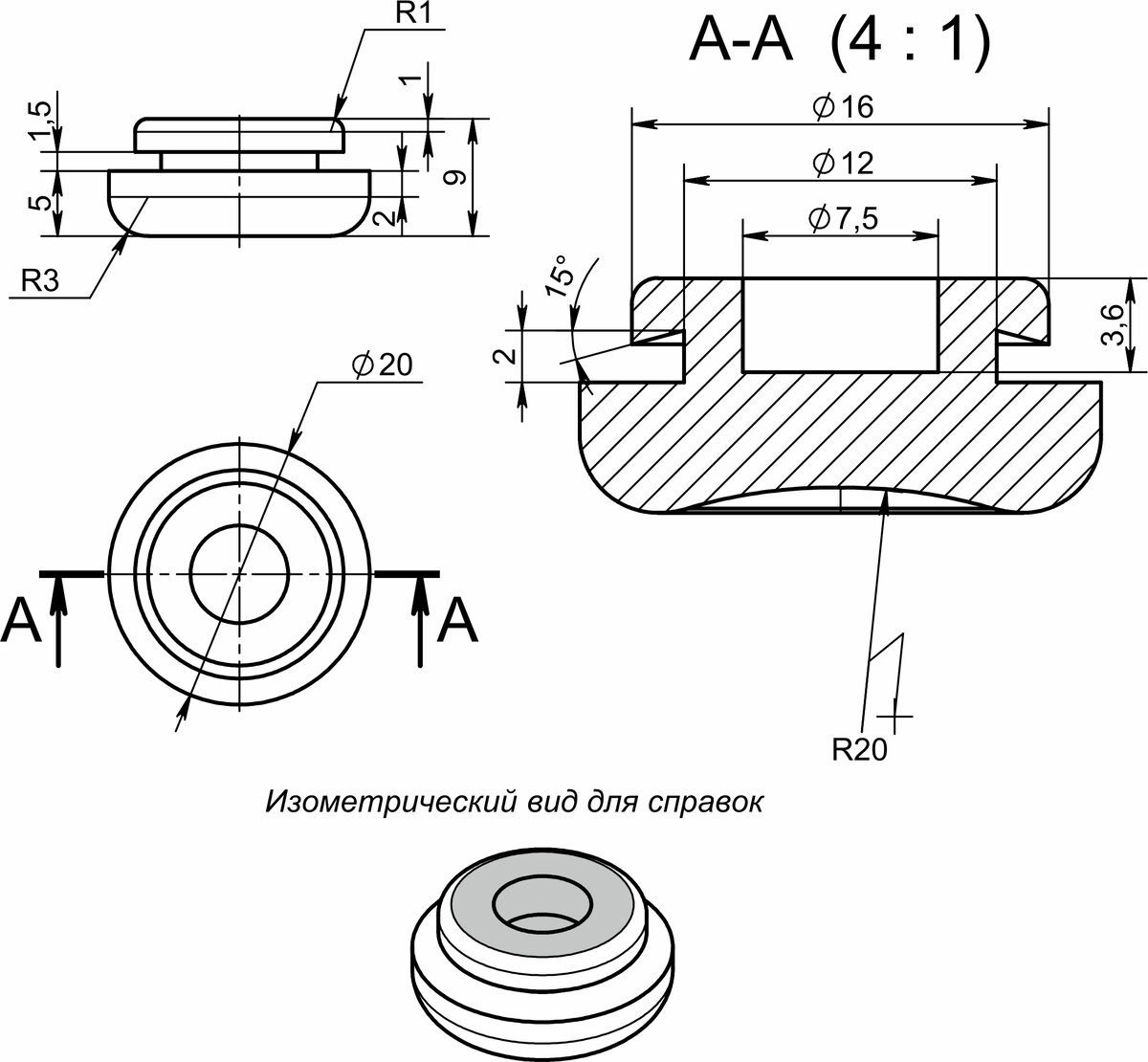
Обратился заказчик с задачей изготовить партию из 300 ножек определённой формы, материала и цвета для радиоаппаратуры. Прислали чертёж и ТЗ. В качестве материала выбрали черный полиуретан. Сроки ограниченные.
Для подобных задач в распоряжении имеется вертикальная литьевая машина (ВЛМ). Также есть знакомство с мастером из Челябинска. Он изготавливает матрицы для литья из алюминия марки д16т. Мастера зовут Вадимом — большой широты души человек, никогда не откажет в помощи, при этом имеет ангельское терпение. Его канал.
После согласования с мастером ТЗ на основе чертежей была разработана 3-х слойная матрица. В процессе создания мастером учитываются множество параметров, такие как: процент уклона, процент усадки, форма литника и тд.
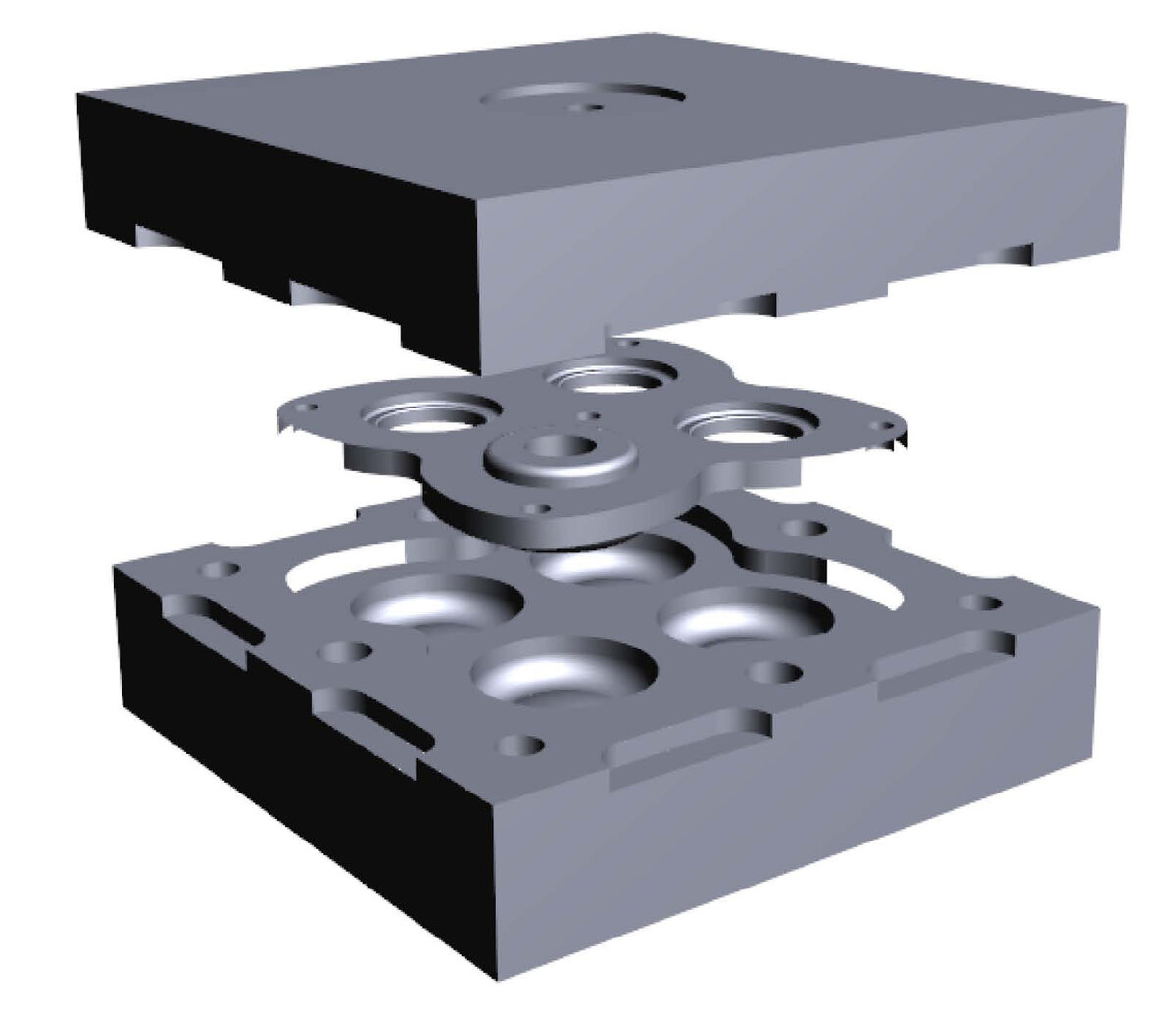
Таким образом выглядит финальная сборка для фрезеровки. Тут видны литниковые каналы верхней части.
После утверждения заказчиком мастер изготовил матрицу на своём ЧПУ-станке и протестировал её на своей литьевой машине. Материал был тот же полиуретан, только прозрачный и не просушенный (видно пузырьки). Чёрные прожилки — попытки его покрасить. Но в целом форма соответствовала чертежу.
Мастер отправил матрицу мне в Москву. По времени на всё получилось около недели.
Главным преимуществом в заказе матрицы для литья под давлением из люминя является её дешевизна. Это не сталь с закалкой или алмазной шлифовкой. Тут нет премудростей в виде толкателей, подачи охлаждающий жидкости и тд. Максимум устанавливаются штифты для позиционирования относительно друг друга. Срок службы такой матрицы конечно ограничен по сравнению со стальными с её миллионными тиражами с роком эксплуатации от 10 лет, поэтому подобное решение подходит для относительно небольших партий. Как пишет мастер: ресурс таких форм составляет более 3 000 отливок при бережном использовании.
Это уже не первая матрица, заказанная у Вадима. И все работают и зарабатывают. Одна матрица уже 3 года в эксплуатации (практически каждодневной). Конечно со временем появляется износ, но пока не критичный.
Процесс
Как только служба доставки сделала свою работу и матрица оказалась в моём распоряжении, начали процесс литья. Сначала было тестирование, подгонка температуры, скорость впрыска и время удержания. Пока шло тестирование, полиуретан сушился под вытяжкой.
Вместе с матрицей в комплекте шёл экстрактор. С его помощью из пуансона крайне просто достаётся готовое изделие (бонусом отсекается литник). Для простоты прикреплю видео, снятое специально для показа процесса давления этого изделия.
На партию в 300 изделий ушло 6 часов рабочего времени, с перерывами. После формовки полиуретан по идее можно сразу использовать, но рекомендуется дать материалу около недели для полного отверждения и выстраивания своей решетки.
Кстати, на момент написания статьи мастер Вадим достаточно серьёзно продвинулся в вопросе литья под давлением и вовсю тестирует свой собственный термопластавтомат. Я поражаюсь этим человеком.
P.S.
Является личным опытом. На оригинальность не претендую. Канал ведётся без оглядки на других авторов и в своём стиле (каком есть). Любые похожие статьи означают, что я не такой уж и уникальный, не более. Пальцы и подписи приветствуются.