Всем привет, под громким названием кроется очень сложная проблема сварки тонкого металла. У каждого кто берётся за сварку всегда встаёт эта проблема, давайте попробуем разобраться в ней и почитаем про технологии и рекомендации.
Мы в первой статье уже разбирали основы сварки, оооочень бегло и коротко, но думаю для начала этого хватит:
А ты так же варишь металл? Основы сварки полуавтоматом и разбор ошибок
Самая главная проблема при сварки тонкого металла это воздействие высокой температуры на металл, под температурой металл начинает "вести" и в результате из ровного листа мы получаем бугристую поверхность которая нам точно не подходит. Такая проблема намного меньше существует и у толстостенного металла, но последствия не так плачевны и ярко выражены, потому вам сперва нужно научится качественно варить, сперва, толстый металл, а потом переходить и на тонкий. Но наша статья не о толстом, а о тонком, и так начнём.
Самое важное - не давать металлу перегреваться, на это будет направленны все наши рекомендации и советы.
Основа сварки: чистая поверхность! Перед сваркой поверхность должна быть очищена и даже обезжирена. В предыдущей статье и видео мне писали комментарий что всё это ерунда и ты попробуй сварить порог от старой машины когда от туда всё время течёт старый мовиль и битум. На мой взгляд эта проблема заключается только в лени мастера, сейчас достаточно химии и инструментов чтобы качественно вымыть и очистить любую поверхность и вся проблема заключается в том что беря копейки за такой ремонт (а ведь больше не возьмёшь за ремонт этой развалюхи) мастер не хочет или ленится качественно очистить поверхность. Вот и получается что хозяин вместо того чтобы сдать этот рыдван в утиль находит дурочка который за 3 копейки переварит ему машину, а потом еще и предъявляет претензии по качеству. На западе такая работа стоит огромных денег и потому такие корыта дешевле выкинуть чем сделать. А мастер обливаясь мазутом что то варит и пытается продать эту работу заказчику, потому друзья мои проблема не в старой машине и не в мазуте, проблема в вас, в первую очередь, ваша работа, не стоит того, чтобы качественно очистить детали, а в результате получается то г-но, которое "сваркой" зовётся... Это как небольшое отступление от темы.
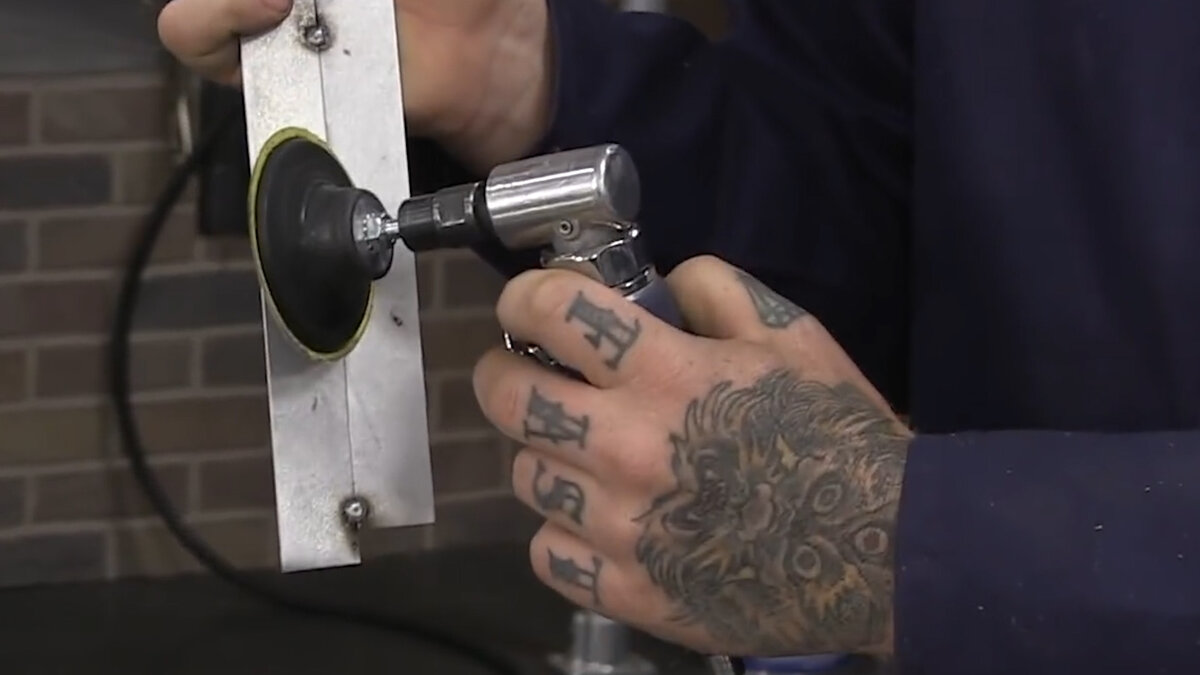
Поверхность детали должна быть отшлифована абразивами Р60 - Р80 как минимум, грубее не советую потом вы эти же риски будете удалять, и в итоге и так тонкий металл будет ещё тоньше, и затем обезжирен, да да обезжирен всё то что мешает сварке, что приводит у образованию лишнего шлака, выделений и так далее должно быть удалено, чем чище поверхность, тем ниже температура зажигания дуги и так далее. Так же следует обрабатывать края свариваемой детали, например после того как вы вырезали болгаркой деталь, на краях образуются заусенцы, которые будут гореть при сварке вместо того чтобы сплавляться с соседней детали. Края должны быть гладкими и ровными. После того как поверхность была отшлифована и очищена переходим к позиционированию, но прежде давайте рассмотрим способы сварки тонкого металла.
Для этого можно применять всевозможные шлиф машинки и абразивы, хотя большинство применяет болгарку и камни, калеча и так тонкий металл.
Чаще всего тонкий металл сваривают не сплошным швом, а точечным или точками, первый и самый простой способ это внахлёст точками:
В одной детали или в обеих деталях сверлят точки, обычно 6-8 мм в зависимости от толщины металла и затем сваривают точками.
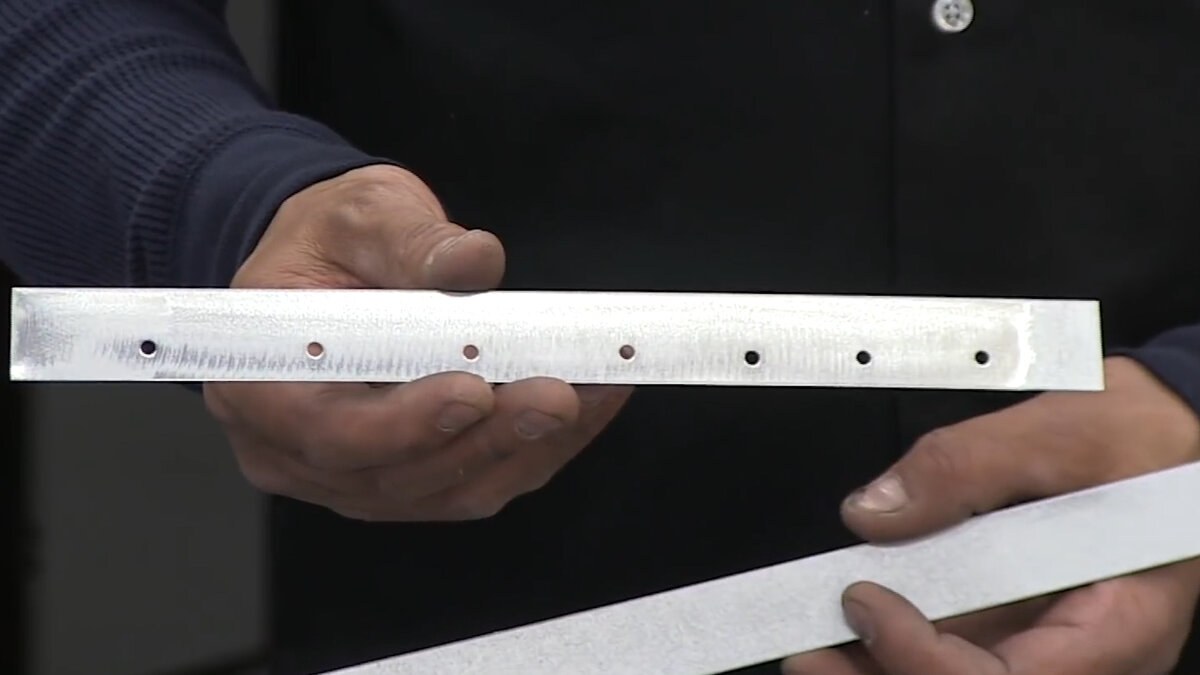
Такое соединение достаточно прочное, но не герметичное и достаточно проблемное с точки зрения появления коррозии, кроме всего у вас образуется ступенька, которую нужно потом каким то образом прятать, очень часто отверстия сверлят с двух сторон, на всех деталях и сваривают точками с двух сторон делая соединение еще прочнее. Такое соединение обычно применяют при сварки кузовов и в незаметном месте или например при работе с "закладными", но о них мы поговорим позже.
Второй способ это сварка в стык. И далее мы рассмотрим 2 школы позиционирования деталей при такой сварке. Первая школа гласит что детали подгоняются точно в стык без зазора.
Вторая школа говорит что детали должны свариваться через зазор для лучшего проваривания. Для этого иногда применяют всевозможные зажимы и приспособления, чтобы зазор был одинаковым.
Оба способа работают хорошо, первый требует чуть выше температуры, для лучшего проникновения, второй как раз наоборот ниже температуру.
Температура поверхности очень важна для сварки тонкого материала, потому для её снижения используются все средства, например рекомендуется подлаживать медную пластину, которая будет отводить тепло, такой способ хорош когда есть доступ.
Например при одних и тех же настройках аппарата без пластины вы получите нормальную точку, а с пластиной получите сквозное отверстие от прожога:
Это означает что вы можете снизить температуру сварки на вашем аппарате и еще меньше воздействовать на металл. Но что делать если доступа нет? Тоже есть способ: мокрые не тканные салфетки выложенные вдоль вашего шва, так же помогут отвести тепло:
Всё что делается при сварке тонкого металла это борьба с лишним теплом, борьба со временем сварки, чем быстрее тем лучше, меньше тепла выделится и борьба с качеством провара, чтобы не прожечь отверстий и не сжечь металл.
Так же очень важным советом является настройка аппарата перед сваркой, для этого рекомендуют взять желательно точно такой же металл как и у вас на ваших деталях и попробовать его сварить, настраивая ваш аппарат на нужные параметры и на нужную скорость, при этом нужно обратить внимание что металл должен быть именно такого качества, именно такой толщины, ведь на машине или в ремонтируемом месте, он может быть тоньше например из-за коррозии. Будьте внимательны друзья, каждая работа должна быть выполнена профессионально!!!
Продолжение ждём в следующей части, научимся варить точечным швом и послушаем связанные с этим советы и рекомендации.
Надеюсь что статья оказалась полезной и вы оставите свою оценку, подписывайтесь на наш канал и учитесь вместе с нами)