Любителям автомобилей, неутомимым самостоятельным ремонтникам и, конечно же, самым разным водителям – привет!
Меня зовут Николай Остапцов. Я инженер-механик. Мне 55 лет, из которых 37 связан с автомобилями. В молодости заработал 1 разряд по автоспорту.
Более 23 лет занимался самостоятельным авторемонтом, кузовными работами и покраской.
------- Ставьте лайки, делитесь с друзьями, подписывайтесь на канал
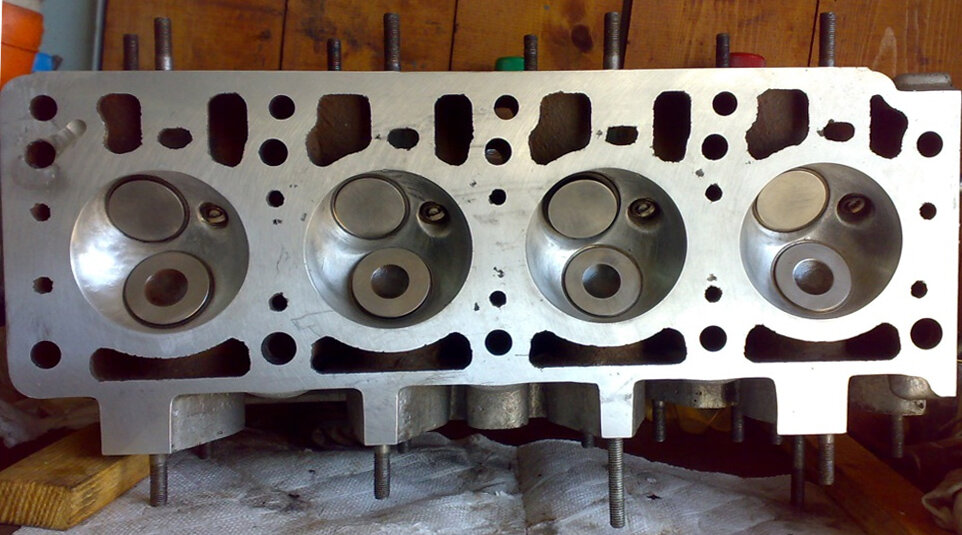
Сегодня поговорим о Головке Блока Цилиндров, сокращённо - ГБЦ.
Что это такое - объяснять не нужно - знает каждый автолюбитель.
Раз уж я рассказываю не о простом двигателе, а о форсированном, то и о ГБЦ расскажу с упором на её особенности именно для таких моторов.
Прежде всего, обратим внимание на то, что используемая ГБЦ должна быть полностью исправна! Любая, едва заметная трещинка, может стать причиной схода с дистанции.
Если говорим о двигателях УЗАМ, то стоит использовать ГБЦ с увеличенными клапанами, например, от двигателя УЗАМ 3317. Это улучшит наполнение камеры сгорания свежей воздушно-топливной смесью (ТВС) и удаление продуктов сгорания. Замеры на специальном стенде показали увеличение мощности почти на 5 л.с.
Сторона, прилегающая к блоку цилиндров (через прокладку, разумеется) не должна иметь каверн и тёмных участков. Иногда на этой плоскости образуется "шашель" - изобилие небольших раковин в гладкой поверхности металла.
Все такие дефекты необходимо устранить, например, фрезерованием.
Фрезеровать желательно на вертикально-фрезерном станке, фрезой, которая позволяет захватить всю плоскость ГБЦ за один проход. Впрочем, если удаётся получить гладкую, "как заводскую" поверхность - можно проходить и за несколько раз.
Не забываем, что снятие даже небольшого слоя металла уменьшает объём камеры сгорания и увеличивает степень сжатия. С одной стороны, это неплохо, но нужно учитывать, что увеличивается риск вскрытия водяных каналов.
Обязательно проверяем прилегание клапанов к сёдлам. Лучше всего это делать с керосином: если керосин не протекает - отлично!
Если же керосин, всё-таки, протекает, то клапана следует притереть. Это довольно муторный процесс! Если притирать вручную, это может занимать несколько дней. Впрочем, процесс притирки клапанов достаточно подробно описан.
Одно время велись ожесточённые споры о том, нужно ли полировать внутренние поверхности каналов. Основные аргументы противников полировки: шероховатые поверхности образуют микровихри, которые обеспечивают лучшее перемешивание ТВС...
Ну-ну! В том-то и дело, что эти самые микровихри, цепляясь за стенки каналов, тормозят и ту часть потока, который не касается стенок! При этом, как ни увеличивай давление (турбиной или резонансом - не важно), а количество ТВС, поступающей в камеру сгорания - не возрастает!
Не слушайте тех, кто считает полировку каналов излишней! Берите подходящую шарошку и убирайте неровности. Не жалейте усилий на полировку! Двигатель не останется в долгу!
Чуть не забыл: очень важно, чтобы стыки патрубков были без ступенек, а прокладки не перекрывали сечения отверстий даже частично!
Помните, сколько споров вызвала публикация о применении "Волговской" поршенвой на "Москвичёвском" моторе?
Так вот, на том моторе приходилось переделывать стандартную ГБЦ от М-412 (почти аналог УЗАМ 3310) с частично заваренными водяными каналами. Заваривать приходилось потому, что иначе - нарушалась герметичность и газы прорывались в систему охлаждения.
Наваренный металл ГБЦ должен оказаться напротив гильз цилиндров и служил опорной поверхностью при зажатии ГБЦ на блоке. Для этого наварка должна быть достаточной по объёму и качеству. Опять таки, наваренный металл должен быть отфрезерован одновременно с остальной прилегающей плоскостью ГБЦ.
Использование поршней ф 92мм требовало расточку до этого же диаметра в камерах сгорания, иначе - поршень не мог беспрепятственно пройти в.м.т., не сталкиваясь с металлом ГБЦ и с клапанами.
Прокладку для форсированного УЗАМа можно изготовить из серийной прокладки, прорубив на специальном приспособлении отверстия ф 94мм и обвальцевав на вальцевальном станке кольца из нержавейки, толщиной 0,35 - 0,4 мм.
Ещё момент, о котором почему-то забывают: при снятии с ГБЦ 2-х мм и более, натяжитель цепи пяткой упирается к корпус блока и не натягивает цепь. Нужно немного подточить пятку натяжителя, буквально на 0,5 мм. Там по месту очень легко сообразить.
Готовая ГБЦ промывается бензином и продувается сжатым воздухом. Чтобы не появилась ржавчина на стержнях, тарелках и сёдлах клапанов, они поливаются моторным маслом.
Пока не сложно, подготовьте выпускной коллектор - он будет упираться в лючок водяной рубашки на блоке! Это справедливо только для блоков М-412, но лучше быть готовым к этому заранее.
Удачи!
----------------
Если хотите быть в курсе самых свежих новостей, узнавать о решении проблем при ремонте или «тайнах вождения» – подписывайтесь, не пожалеете!