
Листовой прокат – металлопродукция, широко применяемая в индивидуальном строительстве и при обустройстве придомовой территории. Из стальных и алюминиевых листов изготавливают элементы водосточных систем, углы в конструкциях из профнастила, емкости. Для придания требуемой формы применяются листогибочные станки. Если для работы с толстыми стальными листами подходят только мощные станки с электромеханическим, пневматическим или гидравлическим приводом заводского изготовления, то для тонколистовой продукции небольшой ширины вполне подойдет ручной листогиб. Такое оборудование поможет сэкономить на приобретении недешевых фасонных деталей.
Как сделать своими руками станок для гибки листового металла с обжимным пуансоном?
В самом простом случае можно воспользоваться оправкой и киянкой. Однако после использования такого инструмента отогнутая часть имеет деформации, портящие внешний вид готового металлоизделия. Ручной станок для гибки металла, который можно изготовить своими руками в соответствии с представленными ниже чертежами, позволит получить изделие нормального качества.
Устройство ручного листогиба:
- Основание из швеллера № 6,5 или № 8 – длина 0,5 м.
- Прижим из швеллера № 5 – короче основания на 50 мм. Такой прижим дает возможность гнуть лист на угол, превышающий 90°, что понадобится при фальцевом соединении карт. Основной уголок 50х50 мм усиливается уголком 30х30 мм.
- Обжимной пуансон из уголка с полками 50х50 – короче прижима на 10 мм. Лучше выбирать угловой профиль со стенкой 4-6 мм.
- Ручка-рычаг из арматуры с размером сечения 15 мм и более, выгибаемая в виде скобы. Присоединяется к уголку-пуансону сваркой.
- Щечки – изготавливаются из листа толщиной 5 мм, в них просверливают отверстия диаметром 10 мм.
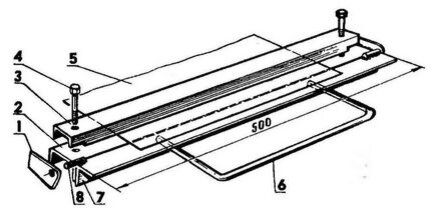
Схема настольного самодельного листогиба с пуансоном – вид спереди
1 – щека (2 штуки);
2 – основание;
3 – прижим;
4 – зажимной болт (2 штуки);
5 – лист металла, предназначенный для гибки;
6 – ручка-рычаг;
7 – обжимной пуансон;
8 – ось (2 штуки).
Схема листогиба – вид с торца
1 – основание;
2 – задняя щека;
3 – лист, предназначенный для сгибания;
4 – прижимная деталь;
5 – зажимной болт;
6 – пуансон для обжимания;
7 – рычаг;
8 – ось;
9 – швеллер, закрепляемый в тиски.
На торцах основания и пуансона изготавливают фаски длиной 30 мм под 45° для приварки осей из прутка диаметром 10 мм. При сварке ось прутка совмещают с ребром профиля. На концах рабочей кромки делают необходимые выработки.
Этапы изготовления ручного листогиба:
- Пробная сборка осуществляется в тисках. Стенка швеллера и полка уголка пуансона должны находиться в одной плоскости, а дистанция между ними – примерно 1 мм.
- Щеки надеваются на оси пуансона. К основанию они прихватываются сваркой или присоединяются к торцам шпилькой с гайками.
Пробная гибка:
- Для осуществления испытаний на рабочую поверхность укладывают лист допустимой для этой модели толщины.
- Сверху лист придавливают прижимом, который временно фиксируют к основанию струбцинами или накладками со шпильками.
- После пробной гибки щекам придают оптимальное положение. И только после этого их приваривают к основанию.
После пробной гибки заканчивают изготовление станка для гибки металла:
- В основании просверливают отверстия диаметром 8,5 мм, в которых нарезают резьбу М10. Отверстия в прижиме используют в качестве кондуктора.
- В отверстия вворачивают зажимные болты, на которые накручивают гайки. Приваривают их к основанию.
- Болты вывинчивают и вставляют в отверстия в прижиме, рассверленные до диаметра 10,5 мм.
- Снизу на болты накручивают другие гайки – ограничители, которые предназначены для подъема прижима при отпускании зажимных болтов.
Внимание! Рекомендуется использовать болты с «барашками» или приваренными воротками. Отжатие прижима при отвинчивании затяжных гаек облегчают цилиндрическими пружинами, надеваемыми на болты, или амортизаторами из резины.
Листогибочный станок фиксируют в тисках с помощью швеллера, приваренного к основанию