В этой статье будет говорится о двух самых распространенных на данное время технологиях трехмерной печати - FDM и SLA.
О истории возникновения этих технологий я писал в прошлой статье, поэтому сразу перейдем к самой сути.
Технология FDM.
Моделирование методом послойного наплавления ( fused deposition modeling, FDM) - на сегодняшний день применяется в различных индустриях начиная от создания единичных прототипов изделий до применения их в крупных производствах.
Технология FDM подразумевает создание трёхмерных объектов (различных деталей) за счёт последовательного наплавления слоёв материала, согласно программы созданной на основе 3D модели. В большинстве своем в качестве сырья выступают катушки с пластиковой нитью.
Процесс изготовления детали начинается с создания 3D модели в 3D редакторе. Модель сохраненная в формате (STL) делится на слои и располагается на виртуальном столе программы слайсера лучшим образом. Процесс подготовки модели для печати называется «slicing», в результате которого генерируется управляющая программа - G-code. В нём закладываются все параметры печати, перемещения экструдера (печатающей головки), при необходимости генерируются поддержки (своеобразные подпорки), необходимые для печати нависающих элементов. Некоторые устройства позволяют использовать разные материалы во время печати объекта.
Изделие, или «модель», производится выдавливанием («экструзией») расплавленного термопластика с формированием последовательных слоёв, застывающих сразу после экструдирования.
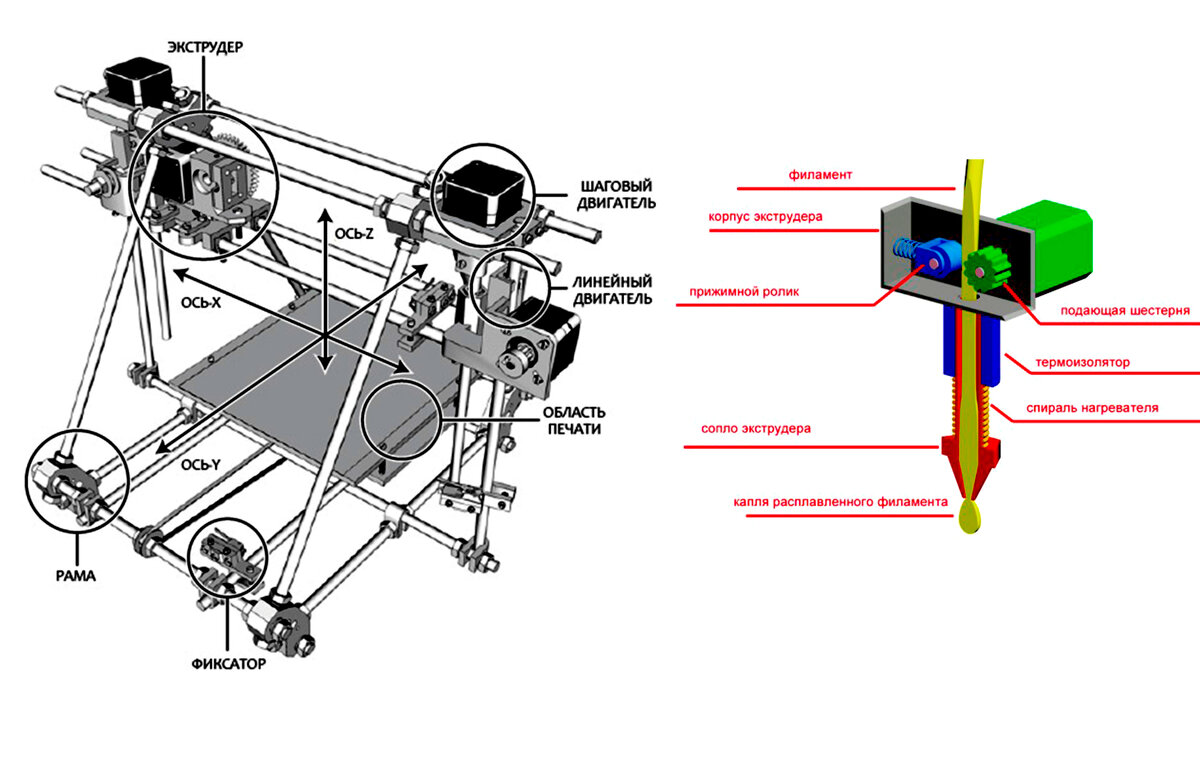
Пластиковая нить разматывается с катушки и подаётся в экструдер – основная часть принтера, оснащённая механическим приводом для подачи нити, нагревательным элементом для плавки материала и соплом.
Экструдер перемещается в горизонтальной и вертикальной плоскостях согласно сгенерированной программе G-code. Модель строится слой за слоем, снизу вверх.
Наиболее популярной системой координат, применяемой в FDM, является прямоугольная с осями X, Y и Z. Альтернативой является цилиндрическая система координат которая используется так называемыми «дельта-роботами».
Технология FDM отличается высокой гибкостью, но имеет определённые ограничения. Хотя создание нависающих структур возможно при небольших углах наклона, в случае с большими углами необходимо использование искусственных опор, как правило, создающихся в процессе печати и отделяемых от модели по завершении процесса.
В качестве расходных материалов применяются различные термопластики и композиты, такие как ABS, PLA, PET-G, SBS, HIPS и многие другие. Каждый из пластиков имеют свои свойства и применяются для печати деталей различного назначения.
Моделирование методом послойного наплавления (FDM) применяется для быстрого прототипирования и быстрого производства. Быстрое прототипирование облегчает повторное испытание с последовательной, пошаговой модернизацией предмета. Быстрое производство служит в качестве недорогой альтернативы стандартным способам при создании мелкосерийных партий.
FDM это наименее дорогой способ печати, что обеспечивает растущую популярность бытовых принтеров, основанных на этой технологии. В быту 3D-принтеры, работающие по технологии FDM, могут применяться для создания самых разных объектов целевого назначения, а также игрушек, украшений и сувениров.
Технология SLA-DLP-LCD одного поля ягоды.
Стереолитография (SLA) - это процесс аддитивного производства, создание объекта в котором достигается по средствам полимеризации смолы. В SLA печати, объект создается путем селективного отверждения полимерной смолы, слой за слоем, с использованием ультрафиолетового (УФ) лазерного луча. В DLP принтерах отверждение происходит за счет ультрафиолетового излучения фокусируемого с помощью микрозеркал на отверждаемый слой. В LCD приннтерах прицип практически идентичен DLP отличается лишь способ фокусировки луча, здесь вместо зеркал используется LCD дисплей, который фокусирует УФ на отверждаемый слой. Материалы, используемые в SLA, DLP, LCD печати, представляют собой жидкие светочувствительные полимеры.
SLA позволяет создавать детали с высокой точностью, детализацией и высокой степенью шероховатости (модели получаются гладкие), является самой точной из трех технологий. На данный момент это наиболее экономически выгодная и эффективная технология 3D-печати.
Процесс печати по технологии SLA
1) В резервуаре с жидким фотополимером размещается платформа, на одном уровне высоты от поверхности смолы.
2) Затем УФ-лазер либо в случае DLP УФ проектор по заранее установленному алгоритму селективно отверждает необходимые участки фотополимерной смолы.
3) Когда один слой закончен, платформа перемещается на безопасное расстояние, и лапка-перемешиватель внутри ванны перемешивает смолу.
Так и повторяется этот процесс до тех пор, пока деталь не будет напечатана. После печати деталь находится в не совсем отвержденном состоянии и требует дальнейшей постобработки под УФ лампой. По окончании УФ засветки деталь приобретает очень высокие механические и термические свойства.
Жидкая смола затвердевает с помощью процесса, называемого фотополимеризацией. Процесс фотополимеризации необратим, и не существует способа перевести полученные детали обратно в жидкое состояние. При нагревании они будут гореть, а не плавиться. Это потому, что материалы, которые производятся по технологии SLA, сделаны из термореактивных полимеров, в отличие от термопластов, которые использует FDM.
Схема работы SLA принтера. Примерно по такой же схеме работает DLP принтер только вместо лазера УФ проэктор.
Верхняя платформа на которой будет «выращена» деталь опускается в ванну с фотополимером, затем лазер производит засветку слоя, согласно загруженной программе и таким образом слой за слоем происходит полимеризация смолы и тем самым выращивается деталь.
Схема работы LCD принтера
Верхняя платформа на которой будет «выращена» деталь опускается в ванну (1) с фотополимером, затем на LCD дисплее (2) высвечивается необходимое сечение будущего изделия, далее светодиод (5) (либо матрица светодиодов) через набор линз (3) и (4) производит засветку слоя УФ излучением, таким образом слой за слоем происходит полимеризация смолы и тем самым выращивается деталь.
Высота типичного слоя в SLA печати находится в диапазоне от 25 до 100 микрон. Чем меньше будет высота слоя, тем более точно будет отпечатана сложная геометрия модели, но вместе с этим увеличится время печати и вероятность неудачи. Высота слоя в 100 микрон подходит для большинства распространенных геометрий и является золотой серединой.
Материалы для SLA, DLP и LCD печати
Материалы для печати выпускаются в форме жидкой смолы. Цена за литр смолы сильно варьируется - от 50 долларов за стандартный материал до 400 долларов за специальные материалы, такие как литьевая или зубная смола.
Промышленные системы предлагают более широкий спектр материалов, чем настольные SLA-принтеры, которые дают дизайнеру более строгий контроль над механическими свойствами печатной части.
Материалы SLA (термореактивные материалы) являются более хрупкими, чем материалы, изготовленные с использованием FDM или SLS (термопластов), и по этой причине детали SLA обычно не используются для функциональных прототипов, которые будут подвергаться значительной нагрузке. Однако новые достижения в разработке материалов могут изменить это в ближайшем будущем.
Спасибо, что дочитали до конца!