Во многих случаях выход из строя схемы в лучшем случае причиняет неудобства, а в худшем – финансовые потери. Однако, по мере того, как инфраструктура становится все более взаимосвязанной, отдельные сбои ставят систему под угрозу, что, в свою очередь, может поставить под угрозу даже человеческие жизни.
Защитное покрытие — это технология, которая использовалась для повышения надежности электронных плат, работающих в суровых условиях в течение последних 50 лет. Защитные покрытия представляют собой тонкие защитные полимерные материалы, которые применяются для защиты металлических поверхностей от коррозии, конденсации, диэлектрических пробоев, а так же от образования оловянных усов. Традиционно эти материалы существуют основе растворителя, что даёт низкую вязкость, и делает материалы простыми в использовании. Однако, использование растворителей стало более ограниченным с экологической точки зрения, и потребители все больше начинают осознавать «отходы» этих процессов в виде энергии, необходимой для удаления растворителей, а также влияние их выбросов на окружающую среду.
С точки зрения этики материалы без растворителей — разумный выбор. Они не содержат растворителей, поэтому выбросы вредных веществ на вашем предприятии будут значительно ниже. В зависимости от местного, регионального и национального законодательства это приводит к экономии средств благодаря упрощенному соблюдению требований законодательства. Материалы невоспламеняющиеся и, как правило, представляют гораздо меньшую опасность для здоровья человека. Зачастую потребности в энергии, требуемые для отверждения этих материалов, значительно ниже, чем для материалов на основе растворителей, что приводит к снижению затрат на электроэнергию и уменьшению выбросов CO2.
С точки зрения производительности, материалы не содержащие растворителя, обычно наносятся немного более густо, что приводит к увеличению площади покрытия и, следовательно, к большей защитной способности. Составы также более современны и обеспечивают больше возможностей для удовлетворения повышенных требований защиты в новых условиях применения. К примеру, в автомобильной промышленности требуется устойчивость к термоциклированию, а в аэрокосмической промышленности повышенное сопротивление к конденсации.
С точки зрения процесса, современные материалы разработаны для более быстрого достижения защитных свойств. Будь то влагоотверждаемые, УФ- отверждаемые, или химически отверждаемые, современные материалы предназначены для повышения скорости производства и производительности. В будущем, с дальнейшим ростом требований к электронным устройствам и их применениям, будут расти и требования к защитным покрытиям. И по мере того, как современные материалы без растворителей будут прогрессировать в своих характеристиках, разница между ними и устаревшими материалами будет становиться всё более колоссальной.
УФ- отверждаемые защитные покрытия
Материалы, отверждаемые ультрафиолетовым излучением, отверждаются чрезвычайно быстро (в течение нескольких секунд) при воздействии ультрафиолетового излучения с подходящей длиной волны и интенсивностью, что делает их чрезвычайно интересной технологией для увеличения производительности на заводе и уменьшения объема работы. УФ-отверждаемые материалы обычно обеспечивают хорошие защитные свойства и могут обеспечить улучшенную химическую стойкость по сравнению с другими покрытиями. Они используются в печатной промышленности с 1960-х годов, и эта технология была перенесена в электронную промышленность в 1980-х годах с появлением первого поколения УФ-отверждаемых защитных покрытий
К сожалению, свет распространяется только по прямой траектории, а отверждение проходит только в тех областях, куда он попадает. Из-за трехмерного характера печатной платы вполне вероятно, что некоторые участки платы не будут полностью освещаться, в частности, материал на задней стороне выводов компонентов и под компонентами. По этой причине УФ-отверждаемые материалы должны предусматривать вторичный механизм отверждения, который может работать за счёт влаги, химического вещества или тепла. Отверждение влагой обычно было предпочтительным, поскольку оно не требует дополнительных процессов. Однако в этом случае материал обычно хорошо отверждается в областях, подверженных воздействию света, что увеличивает сложность диффузии влаги с покрытием и выделения уходящих групп (обычно диоксида углерода). Чем лучше барьер покрытия, тем дольше длится процесс вторичного отверждения и речь идёт о днях, неделях, месяцах и даже годах. Это можно увидеть на рис. 1, где в инфракрасном спектре со временем наблюдается исчезновение пика изоционата в основном УФ / влагоотверждаемом материале на предметном стекле с типичной толщиной 150 мкм.
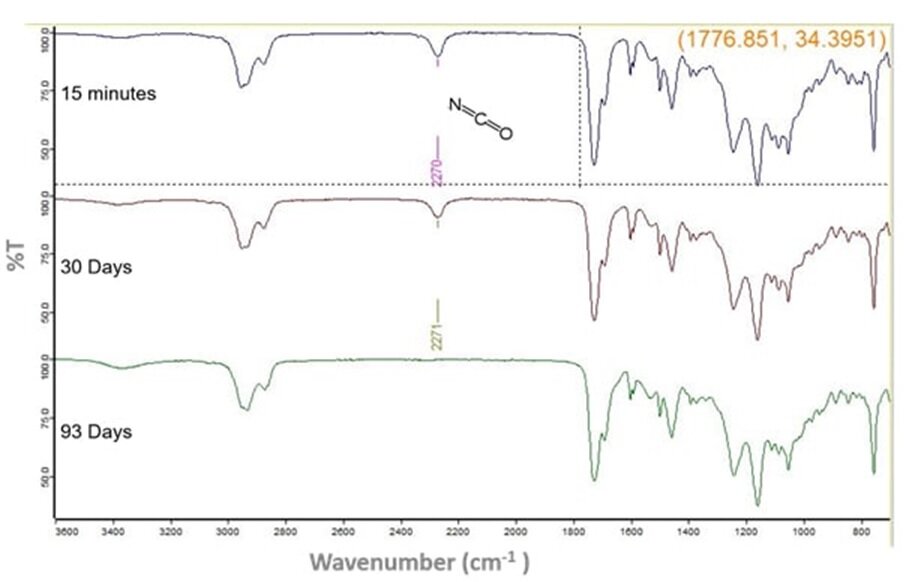
Рисунок 1. Исчезновение пика изоцианата в УФ / влагоотверждаемом материале со временем после воздействия ультрафиолета при хранении при 23 ° С, относительной влажности 50%.
Пик изоцианата исчезал через 93 дня при хранении при 23 ° С, относительной влажности 50%, что указывает на то, что материалу потребовалось более 3 месяцев для достижения его конечных свойств. Если мы рассмотрим материал под компонентом, который не подвергался воздействию ультрафиолета, и полностью зависит от процесса вторичного отверждения, то становится ясно, что это может занять еще больше времени. При удалении достаточно небольшой микросхемы через 60 дней были обнаружены пятна довольно вязкого жидкого покрытия в затененных областях, как показано на рис.2
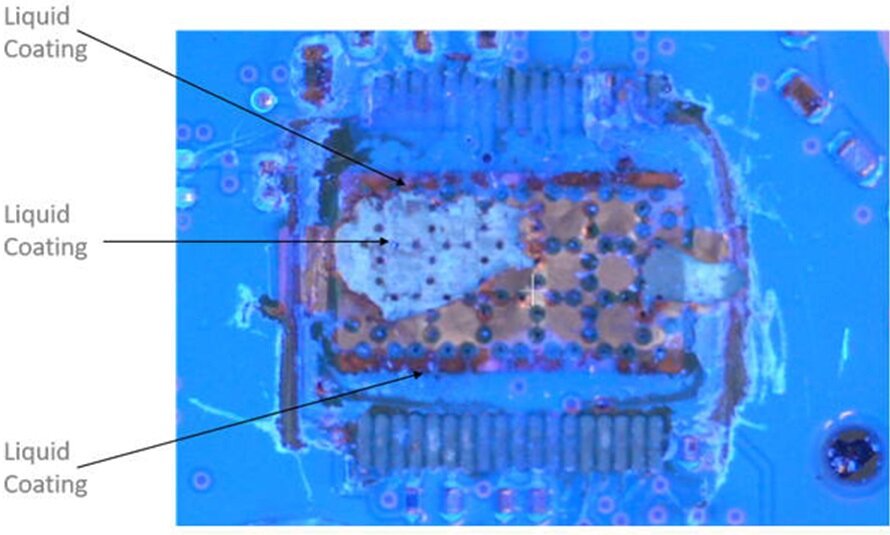
Рисунок 2. Участки жидкого покрытия под компонентом SOIC спустя 60 дней после УФ- отверждения
Процессы вторичного отверждения теплом, требуют дополнительных процедур и времени, что в значительной степени исключает преимущества быстрого первичного отверждения. Говоря об этом, первоначальное быстрое отверждение может создавать значительные уровни напряжения и редко приводит к более чем 70-80% полимеризации, что означает, что материалы могут содержать реакционно-способные группы, которые остаются бездействующими. После воздействия высоких температур (100 ° С) может происходить дополнительная полимеризация, в результате чего материалы продолжают затвердевать, со временем менять свойства и становятся более склонными к растрескиванию во время теплового удара.
Материалы, содержащие химический вторичный процесс, однако, полностью отверждаются в течение 6-8 часов при комнатной температуре после воздействия подходящего длинноволнового ультрафиолетового света (светодиод 365 нм или железо-легированная D-лампа), как показано на рисунке 3. Изоцианатный пик полностью исчез в течение 6 часов.
Рисунок 3. Исчезновение пика изоцианата при химическом вторичном процессе отверждения
Благодаря уникальной рецептуре этих материалов остаточное напряжение сводится к минимуму, и отверждение переходит к очень высокому уровню эффективности, что приводит к минимальным изменениям свойств при термоциклировании.
Чтобы оценить изменения физических свойств материалов в результате процесса термического старения, встречающиеся в типичных экспериментах на термический удар, листы испытуемых материалов были сформованы и отверждены с использованием рекомендуемых длин волн и дозы УФ. Эти листы затем извлекали из тефлоновой формы и высекали в кости для собак и оставляли для отверждения в течение 60 дней в условиях окружающей среды (25 ° C / 45-55% относительной влажности). Затем 5 костей каждого материала были испытаны на удлинение и модуль упругости при -40 ° С, -20 ° С, 0 ° С, 20 ° С, 60 ° С, 100 ° С и 130 ° С. Результаты были согласованы, и выведены в таблицы ниже.
Когда мы профилируем модуль упругости и относительное удлинение при разрыве, которые являются ключевыми показателями характеристик теплового удара, тогда эти изменения свойств материала после термического старения становятся очевидными, как показано на рисунках 4-7.
Рисунки 4, 5. Тесты на растяжение защитных покрытий после термического старения
Если посмотреть на обычный УФ / влагостойкий материал, показанный на рис. 4, очевидно, что общее удлинение при разрыве материала значительно уменьшается, причем максимальное значение перемещается от примерно комнатной температуры до примерно 100 ° C, показывая, что материалы во время термического старения становятся более хрупкими. Для материала химического отверждения, показанного на рис. 5, наблюдается общий чистый прирост эластичности и значительно уменьшенный сдвиг в максимальной эластичности от примерно 0 ° С до 20 ° С. В целом профиль схож, и в поведении нет особых расхождений, что свидетельствует о том, что материал не сильно изменился в процессе термического старения, оставаясь эластичным и гибким
Рисунки 6, 7. Тест модуля эластичности защитных покрытий
На рисунке 6 четко показано увеличение модуля упругости обычного материала, отверждаемого ультрафиолетом / влагой, что указывает на увеличение жесткости и значительное увеличение напряжения, приложенного к паяным узлам в более широком диапазоне, тогда как для материала химического отверждения модуль упругости остается постоянным при старении.
Общая картина показывает, что обычные материалы имеют тенденцию быть очень жесткими и неэластичными при температурах ниже температуры окружающей среды, тогда как система химического отверждения оставалась эластичной до -20 ° C, но все еще сохраняла степень удлинения даже при -40 ° C.
Коэффициент теплового расширения (CTE) и температуры стеклования (Tg)
В дополнение к показанным значениям модуля эластичности и удлинения при разрыве, значение CTE и Tg являются важными числами, которые определяют повреждение, нанесенное паяным узлам во время тепловых отклонений, и несоответствие между CTE сборки и покрытием является, по крайней мере, одной из причин, по которым покрытия трескаются во время испытаний на термический удар.
Значения CTE для различных покрытий были измерены с помощью цифровой корреляции изображений (DIC), высокоточной методологии оптических измерений, как показано ниже на рис. 8. Эта методика измерений особенно подходит для материалов покрытий, где обычные методы ТМА (термомеханический анализ) могут быть неточными из-за размягчения образца. Листы образцов были изготовлены, отверждены и состарены вместе с теми, которые использовались для изготовления костей для исследования удлинения при разрыве и модуля эластичности. Результаты работы DIC показаны в Таблице 1. CTE1 — это CTE в области ниже Tg, а CTE2 — это значение CTE, записанное выше Tg.
Таблица 1. Результаты измерения температуры стеклования и коэффициента теплового расширения.
Эти данные, как показано на рис. 8 подчеркивают, что Tg различных пленок не только увеличивается с возрастом (в большей или меньшей степени), но и происходит соответствующее снижение CTE во время процесса старения, опять-таки в большей или меньшей степени.
Материалы, отверждаемые ультрафиолетом / влагой, показали значительно увеличенный сдвиг в Tg и большие изменения в CTE, особенно в CTE2. Это указывает на то, что материал становится все более сшитым во время термического старения, что снова согласуется с данными удлинения и модуля упругости, показанными ранее.
Рисунок 8. Сумма данных о температуре стеклования и коэффициенте теплового расширения
Тестирование на тепловой удар
В то время как отсутствие изменений в физических свойствах во время термического старения является важным параметром при выборе материала, ключ к производительности для конечного пользователя заключается в том, сможет ли материал выдержать требуемый профиль теплового удара, не растрескиваясь и не создавая дополнительную нагрузку на паяные узлы.
Чтобы исследовать это, 12 автомобильных блоков управления двигателем (ECU) были выборочно покрыты при нормальной толщине с каждым из 5 тестируемых покрытий. 4 плиты были подвергнуты эксперименту с полным тепловым ударом при температуре от -40 ° С до + 130 ° С, 4 плиты были подвергнуты режиму термического удара при температуре от 0 ° С до 130 ° С, а остальные плиты были подвергнуты температуре от -40 ° С до + Температурный шок + 60 ° С. После 250 циклов каждого цикла испытаний платы визуально проверяли на наличие трещин в покрытии, и результаты суммировались в таблице 2.
Таблица 2. Производительность покрытий при тепловом ударе.
Самым поразительным наблюдением из этой экспериментальной работы было то, что было так мало трещин на платах, которые были подвергнуты циклу от -40 ° С до + 60 ° С, и так мало различий между платами, которые прошли через другие режимы удара.
Однако одно было совершенно ясно: материалы, которые имели наиболее стабильные свойства в процессе термического старения, материалы химического отверждения и УФ / химического отверждения демонстрировали очень небольшое растрескивание во время эксперимента с термическим ударом (как показано на рис. 9). UV1, который обладал наиболее стабильными свойствами термического старения из обычных материалов, отверждаемых ультрафиолетовым излучением / влагой, демонстрировал гораздо более низкий уровень растрескивания, чем UV2 и UV3, как показано на рис. 10.
Рисунок 10. Трещины на материале, отверждаемом УФ/ влагой после 1000 циклов теплового удара (-40°C до +130°C).
Вывод
Можно показать, что механизм УФ / химического отверждения будет завершен в течение 6 часов (до предела обнаружения с помощью ИК-спектроскопии) по сравнению с чрезвычайно длительным временем, необходимым для завершения механизма УФ / отверждения влагой, который был больше 3 месяцев на предметном стекле.
УФ / химически отверждаемый материал значительно улучшил стабильность основных физических свойств во время термического старения по сравнению с обычными УФ / влагоотверждаемыми материалами. Эта улучшенная стабильность свойств привела к значительному улучшению стойкости к тепловому удару по сравнению с обычными материалами, отверждаемыми только УФ.
Полный ассортимент материалов для производства электроники www.giga-tools.ru