Для калибровки нужен штангенциркуль, немного PLA и немного везения.
Для начала нужно откалибровать подачу, в прошивке стоит 100 шагов, у меня получилось 97,5.
1) Для чего, скачиваем pronterface, с одноименного сайта https://www.pronterface.com/
2) Понадобится настроенный комп, драйвер под принтер, есть на сайте Anycubic.
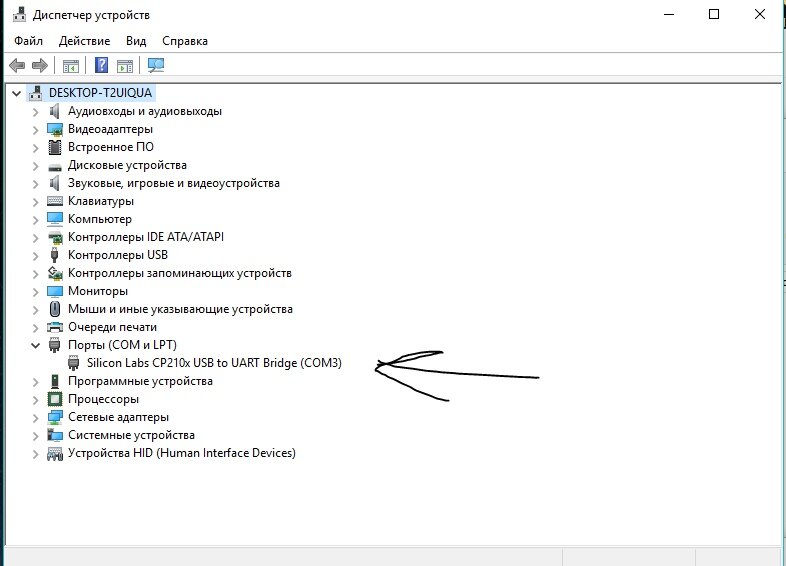
3) Заходим в Pronterface и подключаемся к принтеру PORT (выбираем ваш, у меня обычно COM3 проверяется через диспетчер устройств (Мой компьютер -> ПКМ -> Свойства -> Диспетчер устройств -> Порты и там будет принтер под именем Silicon Labs CP210x to UART Bridge
4) Скорость 250 000, нажимаем Connect, при этом кура, симпли должны быть закрыты.
5) В разделе Heat выбираем 185 (pla) и нажимаем SET, ждем когда нагреется.
Чуть ниже есть графы Length(длинна) Speed(скорость), а над ними кнопки Extrude, Reverse с помощью них мы и будем калибровать подачу.
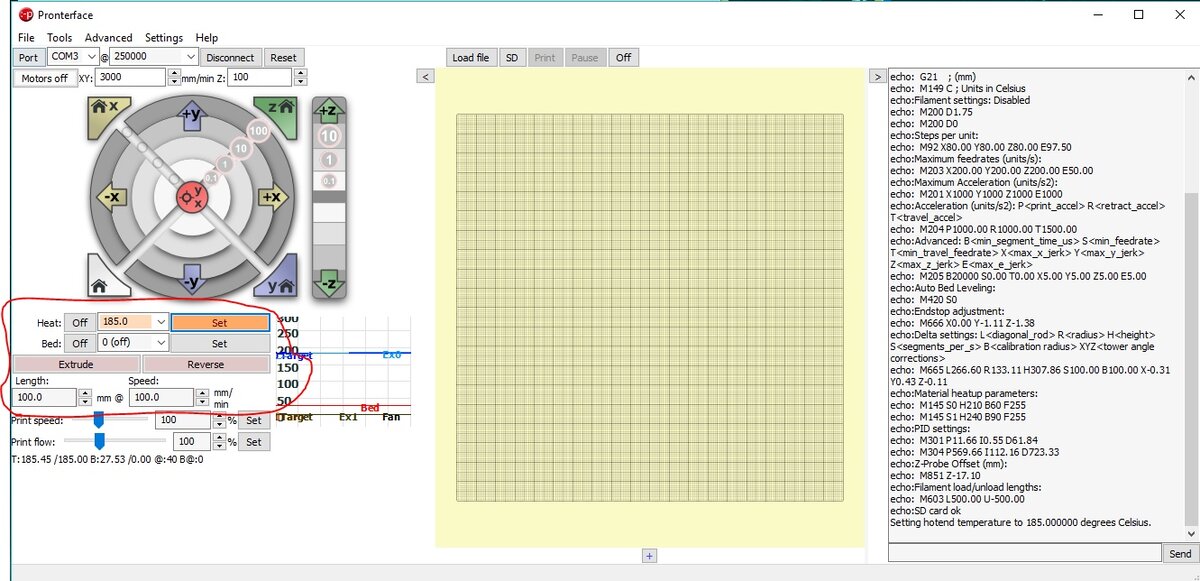
6) Ставим длину подачи 100мм, и нажимаем Extrude, нить филамента вылезет из фидера, должно быть 10 см,обрезаем под корень и измеряем линейкой или штангенциркулем.
В прошивке стоит подача 100 шагов, значит 100*ожидаемую длину/измеренною длину = нужное кол. шагов
P.S: Eсли выдавить больше 100 то будет точнее цифра, например если есть точная линейка на 30 см, то советую использовать длину 30.
Теперь вносим в принтер через pronterface вводим команду M92 E97.5 потом M500 для сохранения.
Либо заходим в меню принтера Control->Motion->Steps/mm-> Esteps/mm выбираем и накручиваем ваше значение.
Перепроверяем длину с новым значением шагов, при необходимости калибруемся. Нажмите Disconnect перед выходом из Pronterface.
Потом нужно откалибровать поток (Flow):
1) Скачиваем куб 20х20 и печатаем в 1 стенку, 0 слоёв крышки и 0 слоев дна скорость 40 мм/с, не в режиме вазы.
2) Самым точным штангелем(лучше микрометр) измеряем толщину стенки, должно получится 0.4, если другое то:
считаем так - 100 * ожидаемую толщину / измеренную толщину = процент потока для куры
например у меня получилось 100*0,4/0,455=87,91% вводим в куру для потока 87,92 (округлил в большую) и распечатываем кубик с новым значением потока.
3) Перепроверить распечатав куб с новым значением потока, при необходимости калибруемся
Теперь калибруем Diag Rod:
Скачиваем файлы в прикрепленном, открываем эксель, там инструкция на русском и таблица куда вводить измеренные данные.
Файлы для скачивания -
Настройте печать : Печатаем 2 стенки, заполнение 0%, слой 0.2, для точности лучше поставить скорость 40 мм/с, без поддержек, для очистки сопла, я использую юбку (skirt).
Печатаем деталь не ABS т.к. у него усадка ~ 1%, лучше PLA
Поток (Flow) откалиброванный ваше значение это важно, иначе слои будут сильно менять геометрию.
После печати измеряем остывшую деталь, не снимая со стола.
Вносим полученные данные.
Перепроверяем распечатав калибровочную штуку с новым значением Diag Rod, при необходимости повторяем расчеты и снова меняем значение Diag Rod, я делал 2 раза, не забудьте поменять D0 на предыдущее число.
Наслаждаемся точными размерами напечатанных деталей.
Адаптированно с https://www.thingiverse.com/thing:1274733