Приветствую всех и каждого! :) Извиняюсь за дерзкое название. Я уверен, что вы профессионально умеете держать паяльник в руках. Давайте всего лишь вспомним основные моменты :)

Одна из насущных проблем любого технолога - сохранение материальных ценностей и максимальное снижение их расхода для повышения экономической эффективности.
В статье рассматриваю только профессиональные инструменты, так как важна повторяемость надежности и предсказуемость выхода жал из строя.
Для отправной точки расчета надежности я взял типовые значения начала истощения жала - 10.000 касаний. При этом жало может прослужить и 100.000 касаний и даже 150.000.
Стандартное ежедневное количество касаний 1 жала на 1 рабочем месте составляет диапазон 1000-3000 касаний в зависимости от профессионализма монтажника, сложности печатной платы и ее топологии.
Таким образом я примерно могу видеть теоретический срок годности жала(наконечника) и этот срок может быть очень маленьким, что повлечет частую замену жал, если я не буду думать о материалах и методах, которыми монтажники пользуются для пайки.
О чем идёт речь:
- флюсы.
- сплав припоя.
- температура жала.
- форма жала.
Каждый из этих пунктов легко может снизить срок жизни любого жала, а дешевого жала снизить на порядок быстрее. Теперь расскажу более подробно о каждом из пунктов.
- Флюсы. Не секрет, что чем активнее флюс, тем больше он влияет на жало паяльника. Поэтому необходимо по максимуму уходить от активных флюсов с окончаниями M0, M1, H0, H1. Конечно по возможности. Не стоит прямолинейно рубить и если требует проект, то на какой то период можно паять с вредом для жал.
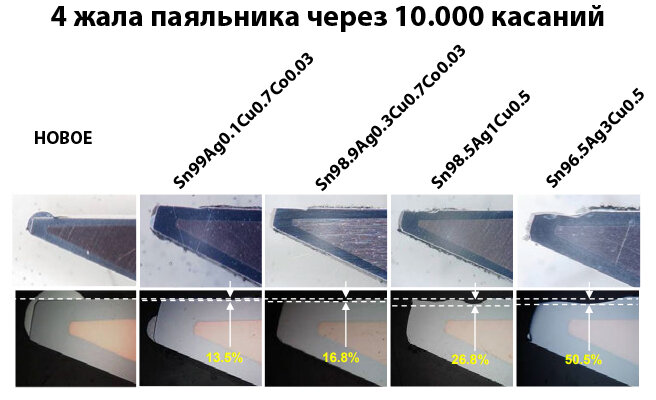
- Сплавы припоев. Последние несколько лет международного опыта показали, что чем больше в сплаве серебра, тем быстрее истощается наконечник жала (эрозия). То есть чем меньше серебра, тем лучше. Да, мы немного потеряем в текучести припоя и это нужно понимать. Также выяснилось, что минимальная добавка кобальта в сплав также существенно помогает снизить эрозию жала паяльника. На примере бессвинцовых припоев эрозия выглядит следующим образом.
- Температура жал паяльников всегда была у многих камнем преткновения. Помним ключевые параметры:
а) Для свинцовых сплавов стандартом считается 320 градусов Цельсия.
б) Для Бессвинцовых сплавов стандартом считается 350 градусов Цельсия.
в) Учитывая теплоёмкость паяемого соединения можем поднять/опустить температуру на 30 градусов Цельсия.
г) Не нужно сильно давить на соединение во время касания и шкрябать жалом по соединению.
д) Для предотвращения порчи маски печатной платы рекомендуется держать жало на соединении не более 3х секунд.
е) Дымящийся флюс или загрязнение на печатной плате заставит вас чаще очищать жало, тем самым ускоряя его износ. Старайтесь использовать качественные припои с флюсом и качественный отдельный флюс. For different important situations you can use that Soldering flux with perfect quality.
- Форма жала. Безусловно это очень важно, потому что от этого напрямую зависит теплоёмкость жала и возможность уменьшения температуры на нём. И ещё один большой плюс - можно выбрать необходимую для ваших задач форму жала в каталоге производителя, что обеспечит и комфорт и скорость и качество пайки.
Спасибо, надеюсь помог Вам вспомнить азы. Вы также посмотреть моё более детальное видео на эту тему:
Поставьте лайк статье и подпишитесь на мой Дзен и Youtube.
Почитайте и другие мои статьи!