Всем привет, с вами команда 3DFiber. Сегодня изучим функцию слайсера Cura, Ironing - в переводе с английского «разглаживание».
Каждый новый слой сопло 3D-принтера поднимается на заданную высоту. Как вам известно высоту слоя мы выбираем из требований качества готового изделия и диаметра сопла. Так вот, высота слоя всегда меньше диаметра сопла, что необходимо для хорошей межслойной адгезии. Если принять во внимание, что высота слоя при этом 0,1-0,2 мм, а диаметр выдавливаемого прутка для сопла 0,4 мм составляет от 0,42 до 0,48 мм, что связано с так называемым концевым эффектом, становится ясно, что нить филамента после наплавления на предыдущий слой представляет собой уже не круг, а прямоугольник или овал. Приводит это к тому, что соседние линии вместе стыка друг с другом образует неровности и шероховатости на поверхности готового изделия. Избежать этого неприятного эффекта поможет функция разглаживания верхнего слоя именуемая Ironing. Работает она следующим образом.
На верхнем слое сопло практически полностью перестаёт подавать материал и вместо этого действует, как горячий утюг, то есть расплавляет и разглаживает поверхность изделия.
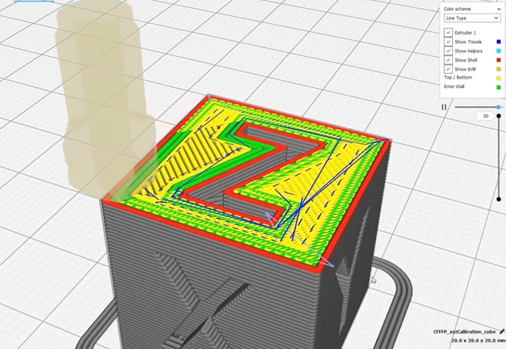
Вследствие чего верхний слой изделия должен получиться гладким. Естественно, что эта функция может работать только на моделях с плоским верхним слоем. Чтобы активировать эту функцию мы должны перейти в настройки и в разделе «стенки» включить все функции со словом Ironing. Давайте разберемся какой параметр на что влияет.
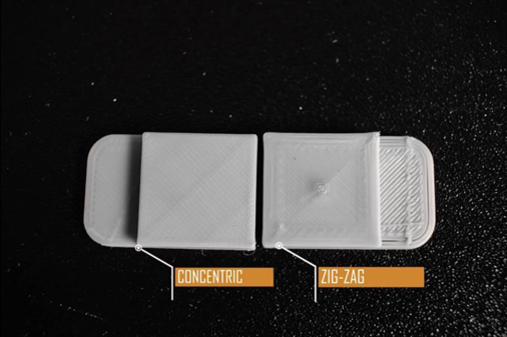
Ironing pattem – тип сглаживания, зигзагообразный или концентрический. Выбирайте, что вам больше нравиться. Существенной разницы между данными типами сглаживания нет.
Ironing line spacing – функция расстояния между проходами сопла. Стандартное значение 0,1 мм обеспечивает наилучшее качество поверхности, но в небольшой ущерб времени. Оптимальное значение для сопла 0,4 мм – это 0,3 мм. При нем качество не ухудшается по сравнению с 0,1 мм, но при этом мы немного экономим время.
Ironing flow – поток. Стандартное значение 20%. При холостом ходе сопла экструдер все же подает немного материала, чтобы заполнить пустоты. Если полностью выключить подачу материала, то это приведет к появлению зазоров между проходами сопла. Если увеличить значение подачи до 30-50%, то наблюдается перелив пластика и образуются наплывы на верхнем слое.
Ironing inset – отступ. Данная функция нужна для того, чтобы не размазать границы верхнего слоя за пределы периметра изделия. Рекомендуемое значение в один диаметр сопла.
Ironing speed – скорость разглаживания. При большой скорости материал будет не успевать плавиться, и вы не увидите улучшения качества верхнего слоя, поэтому рекомендуем установить данное значение в пределах 15-25 мм/сек.
В заключении хотим сказать, если вы хотите добиться хорошего качества верхнего слоя обязательно включайте функцию Ironing. Надеемся данная информация была полезной. Спасибо за внимание, до скорой встречи.