Порошковая краска - это мелкодисперсный порошок, в состав которого входят: пигмент определяющий цвет; полимерные гранулы, отвердитель, добавки регулирующие растекание и создающие структуру. Применяются для окрашивания металлических изделий, некоторых видов пластмасс, древесины и стекла.
Нанесение порошковых красок не возможно без специализированной оборудованной линии. Они бывают тупикового и открытого типа; с ручным, полуавтоматическим и автоматическим перемещением изделий на подвесе; с подготовкой поверхности струйным методом подготовки (водными растворами), окунанием в ванну, подготовкой поверхности органическими веществами; полностью укомплектованные линии. На рисунке 1 приведена схема компоновка малогабаритного участка для нанесения порошковой краски на металлические изделия.
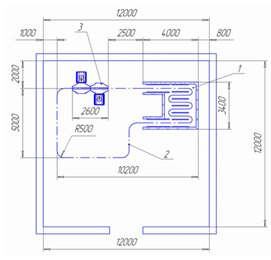
1 – печь полимеризации; 2 – конвейер; 3 – окрасочная камера с системой рецеркуляции воздуха;
Рисунок 1. Компоновка малогабаритного участка порошковой краски
Технологический процесс порошковой окраски основан на электростатическом и трибостатическом методе напыления, погружением во взвешенный слой электризованного порошка и газопламенное напыление.
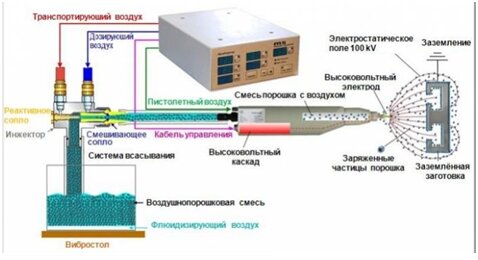
Рисунок 2. Схема нанесения цветного состава по электростатическому принципу
Самый универсальный и простой является электростатический метод (рисунок 2) [5]. Обуславливается следующими факторами: высокой эффективностью зарядки практически всех частиц порошковой краски, качественной производительностью при окрашивании больших поверхностей, относительно низкой чувствительностью к влажности воздуха окружающей среды, подходит для нанесения различных покрытий (антик, глянец, металлик, мауар и структура).
Минусы данного метода следующие: если между пистолетом-распылителем и деталью возникает сильное электростатическое поле, появляется проблема прокраски мелких изделий и места глубоких выемок, это приводит к обратной ионизации (эффект клетки Фарадея) и ухудшению качества полимерной порошковой покраски изделия. Данная проблема решается трибостатическим методом напыления. За счет данных методов, гранулы порошка притягиваются и прикрепляться к элементам изделия. При этом порошок распыляется тонким слоем на поверхность детали. После чего деталь помещается в печь полимеризации, где выдерживается при температуре 180...215° (в зависимости от объема печи и количества изделий температура варьируется) в течение 10...20 минут. В таких условиях порошок подвергается расплавлению и образует сплошной слой краски.
Для экономии порошка желательно использование окрасочной камеры, которая помимо всего прочего может быть оснащена системой рекуперации (рисунок 3), что позволит сохранить до 20% порошка и использовать его повторно.
Рисунок 3. Специальная окрасочная камера и схема системы рекуперации порошка
Плюсы порошковых покрытий в следующем. Данные краски позволяют наносит один равномерный слой для окрашиваемых поверхностей, варьируемый от 35 до 250 мкм. Благодаря высокой адгезии краски с окрашиваемым изделием, на поверхности создаётся не просто тонкая плёнка, как в случае с простыми красками, а полноценное покрытие, связанное на молекулярном уровне. Этап намагничивания и полимеризации просто внедряют частицы краски в структуру металла. Окрашенная поверхность способна выдерживать различные механические удары и перепады температуры окружающей среды в пределах от -50 до +130°. Повредить механическим путём порошковое покрытие практически невозможно, так как краска становится одним целым с изделием, при деформации последнего, она тоже принимает его форму и конфигурацию. Порошковому покрытию нестрашна не только влага, но и постоянный контакт с водой. Именно благодаря этому качеству, такой краской часто окрашивают автомобили или отдельные их детали, которые нуждаются в особой защите, например располагающиеся на днище. Порошковое покрытие имеет меньшую пористость по сравнению с обычными красками, поэтому обладает большей антикоррозийной устойчивостью. Гарантийный срок на покрытие большинство производителей дает до 20 лет. Исключается использование растворителей и отвердителей. Потёки краски на поверхности – ещё одна существенная трудность, особенно если нет соответствующего опыта в малярном деле, но у порошковой краски эта трудность отсутствует. Даже если слой лёг неравномерно, в процессе полимеризации краска растечётся по поверхности и сама примет необходимое положение. Удобство в хранение. Отсутствие легкогорючих растворителей в составе порошковой краски практически полностью исключает вероятность возникновения пожара. Процесс покраски металлических изделий порошковой краской является экологически чистым и является безопасным в производственном процессе, а так же выгоднее с экономической точки, так как краска используется с помощью рецепкулязии до 90% от общего объема повторно. Очень часто, окрашивая изделия сложной формы, можно столкнуться с проблемой непрокрасов в труднодоступных местах, куда краскопульт просто не достаёт. У порошковой краски такие недостатки отсутствуют, так как в процессе полимеризации, краска самостоятельно растекается по изделию и проникает во все полузакрытые места. Устойчивые полимеры в составе порошковых красителей не реагируют на воздействие ультрафиолетовых лучей, а следовательно, покрытие не выгорает на солнце и не теряет свой внешний вид со временем.
Минусы порошковой краски следующие. Осуществлять процесс нанесения можно только в специальном оборудованном помещении с использованием сложного и дорогого оборудования и со строгим соблюдением всех пунктов технологического процесса, иначе покрытие получится некачественным и придётся все начинать сначала. Данное условие не позволяет использовать вышеописанный метод покраски мелким и средним компаниям. Подготовка поверхности под порошковую окраску должна проходить с особой тщательностью, так как если на поверхности останутся какие-либо недочёты, все они проявятся впоследствии и нарушат адгезию краски с самим изделием. Возможны сложности при нанесении краски на нетермостойкие поверхности; минимальная толщина слоя краски ограничена и составляет 35 мкм. В случае некачественного нанесения порошка "непрокрасы" поверхности можно устранить только выполнив весь процесс подготовки и окраски изделия заново. Из-за высокой плотности и адгезии краски с поверхностью, удалить старое и надоевшее покрытие будет очень сложно, и это даже несмотря на то, что существует специальная смывка для порошковой краски, которая, конечно, облегчит работу, но не на много.
На сегодняшний день порошковый метод окраски встречается практически во всех видах по производству: спортивного и хозяйственного инвентаря, бытовой и специализированной техники; офисной и домашней мебели, автомобильного, железнодорожного и авиационного транспорта.
Большими темпами идет развитие применения порошковых красок в автомобильной отрасли. По статистике с 2012 года по 2019 год доля порошковой покраски с каждым годом увеличивается на 8%. Количество производителей порошковой краски, а также компаний, предлагающих электростатическое нанесение порошка с каждым годом становиться больше. Непрерывно совершенствуются технологии производства, что позволяют добиться высочайшего качества покраски деталей автомобилей.
Применение порошковых красок в автомобилестроении долгое время сдерживалось отсутствием требуемых по качеству материалов и трудностями, связанными с ремонтной окраской, переходом с одного цвета покрытия на другой и т.д. Сейчас многие из перечисленных трудностей преодолены, и порошковые краски заняли достойное место в этой отрасли. Об этом говорят данные их потребления в автомобильной промышленности: в Западной Европе в 1990 г. они составили 12%, а по прогнозу в ближайшие 30 лет эта цифра должна увеличиться до 35% от общего сбыта порошковых красок.
Широкое развитие приобрела окраска порошковыми материалами различных деталей автобусов (поручни, дверные ручки и т.д.) легковых и грузовых автомобилей (колесные диски, бампера, силовые и декоративные элементы).
Электростатический метод нанесения порошка на металлические изделия применяются как на зарубежных так и на отечественных автозаводах.
Для окрашивания дисков колес на Волжском автомобильном заводе работают линии для нанесения порошковых красок, производительностью 1000 шт/час. Данное окрашивание производится с помощью двух видов краски: эпоксидной краской П-ЭП-45 серого цвета и П-ЭП-134 с металлическим блеском.
Другой объект применения порошковых материалов на этом заводе пружины амортизаторов. Их окрашивают краской П-ЭП-45 по описанной выше технологии (также имеется опыт окраски рильсаном).
Применение на Волжском автозаводе порошковых красок взамен жидких (для окраски колес ранее использовалась полиуретановая эмаль УР-1154) позволило улучшить санитарно-гигиенические условия труда и качество покрытий, повысить производительность при окраске, довести коэффициент использования лакокрасочного материала до 98%, устранить загрязнение окружающей среды.
Так же нанесение порошковой краски электростатическим методом описывает американская фирма Muchner. Она внедрила технологию нанесения покрытий из порошковых материалов на колеса легковых автомобилей после хромирования. После чего производительность линии при работе в две смены повысилась до 2,9 млн. колес в год.
Но и другие отечественные автомобильные заводы не стоят на месте. Положительный опыт нанесения порошковых красок на автомобильные изделия имеется и широко используется для отделки поручней, кронштейнов, трубчатых каркасов сидений и других деталей автобусов на Павловском, Ликинском и Курганском автобусных заводах. Покрытия наносят в аппаратах кипящего слоя, используют поливинилбутиральные краски [3].
На автозаводах им. Ленинского комсомола (г. Москва) и Горьковском ранее проводились производственные испытания порошковых эпоксидных, полиэфирных и полиакрилатных красок отечественного изготовления с целью определения возможности их применения для наружной отделки автомобилей.
На Горьковском автозаводе также проводились испытания матовой эпоксидной краски П-ЭП-135, разработанной в ЛТИ им. Ленсовета. Краску наносили на дверные ручки способом электростатического распыления и отверждали при 180 °С в течение 30 мин. Испытания показали, что покрытия из порошковой краски способны заменить применяемые сейчас гальванические покрытия; ручки с полимерным покрытием могут быть использованы для комплектования кабин грузовых автомобилей.
Описан опыт применения порошковых красок в автомобилестроении за рубежом. Красками окрашивают многие детали автомобилей: бамперы, шасси, диски колес, рессоры, буфера, подвески, фары, клапанные коробки, переключатели, полки, оконные панели, блоки двигателей, стабилизаторы поперечной устойчивости, пружины амортизаторов, стеклоочистители, части сидений, внутренние металлические детали.
Заслуживает внимания процесс нанесения покрытий из порошковой эпоксидной краски на шасси грузовых автомобилей (длина 6,7 м), организованный на заводе фирмы Pre Star (Англия).
Технология нанесения порошковых красок совершенствуется на протяжении более полувека, и не смотря на все достижения и открытия находятся недостатки. Совершенствование данной технологии актуально и на сегодняшний день, так как он является самым экологическим и экономически выгодным методом. В зависимости от типа компоновки рабочего места и применяемого оборудования методы нанесения порошковой краски могут использоваться как в условиях массового и серийного производства, так и при мелкосерийном и единичном производстве изделий.