Одна из ключевых проблем производства башен и корпусов для танков – это появление трещин, особенно в тех местах, где были сварены детали. Дело было в повышенной твердости брони 8С, когда возле сварного шва появляются трещины или надрывы. Естественно, все это ухудшало стойкость брони к ударам.
В чем была проблема и как ее решили
После продолжительного изучения стало известно, что один из самых важных компонентов в броне танка оказался углерод. В том случае, если содержание углерода будет больше 0,25%, твердость зоны закала в области сварного шва будет выше, что становилось причиной образования трещин.
Однако сделать так, чтобы углерода было меньше, было сложно, а из-за условий военного времени это вообще было почти невозможно. Самые передовые на тот момент технологии и способы смогли поднять содержание углерода лишь до 0,28.
Но все же решить проблему удалось - для этого необходимо было предварительно нагреть детали до температуры в 150-200 градусов, а после этого дать им медленно остыть после сваривания до необходимых 100 градусов в течение получаса.
Для выполнения этой задачи в Броневом институте создали специализированные индукторы, которые обеспечили локальные нагрев деталей в области или сварного шва, или газовой резки. Именно так и удалось решить проблему образования трещин в тех местах, где проходили сварные швы на деталях танков.
Автоматическая сварка и ее начало
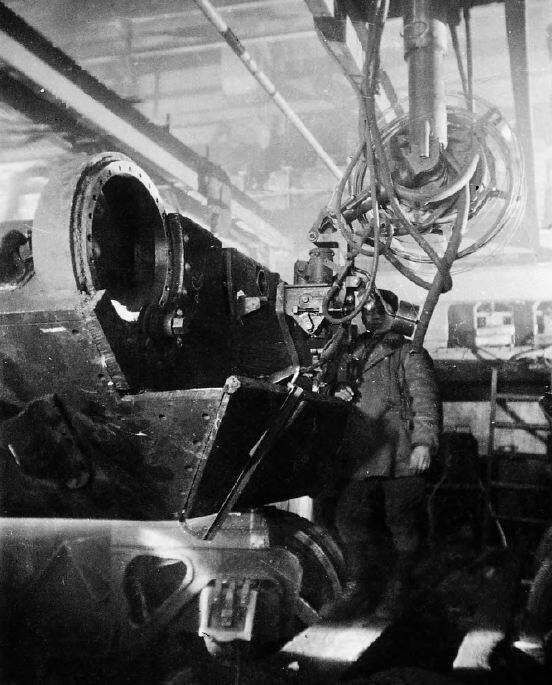
В 1941 году на нескольких заводах появились автоматы для автоматической сварки, и результаты оказались впечатлительными. У сварщика для того, чтобы сварить сектор одного погона у башни танка Т-34, уходило около 5 часов, а автоматическая сварка справлялась с этим за 40 минут.
Конечно, автоматическая сварка не была идеальной, ведь, во-первых, ручная сварка все же была очень велика количественно, и, во-вторых технология, раз уж она новая, не работала гладко.
Что по вашему мнению могло быть без подобных технологий?
Интересен данный формат? Подписывайся на канал)