"Ласточки" не так давно появились на российских железных дорогах, но уже успели завоевать любовь и уважение пассажиров. Где они производятся и как собираются мы узнаем прямо сейчас.
"Родителем" "Ласточек" является компания «Уральские локомотивы». Завод по производству электропоездов находится в городе Верхняя Пышма, что под Екатеринбургом.
Предприятие встречает классическим видом – огромный инженерный корпус и двухэтажная проходная. Внутри чисто и уютно. Производство можно условно поделить на две больших зоны. Первая – цех локомотивов, который достался заводу в наследство от советского УЗЖМ. Здесь строят электровозы 2ЭС10 «Гранит», 2ЭС6 «Синара» и 2ЭС7. Вторая зона - цех по сборке «Ласточек» - навороченный производственный кластер, где миром правят роботы.
В цехе просторно и светло. Огромные площади, две трансбордерные зоны. А ещё столовая с пальмами. Всегда можно перекусить, наблюдая как коллеги старательно рождают новые поезда.

Рабочих почти не видно. Большая часть производства автоматизирована. Роботы задают тон процессам и невозмутимо жужжат по разным концам цеха. Чтобы понять, как это всё устроено и откуда рождаются «Ласточки», рассмотрим весь цикл производства от первого сварочного поста до готового электропоезда.
Начинается "Ласточка" со сварки элементов кузова. Профиль разного сечения собирают в кузовные панели.


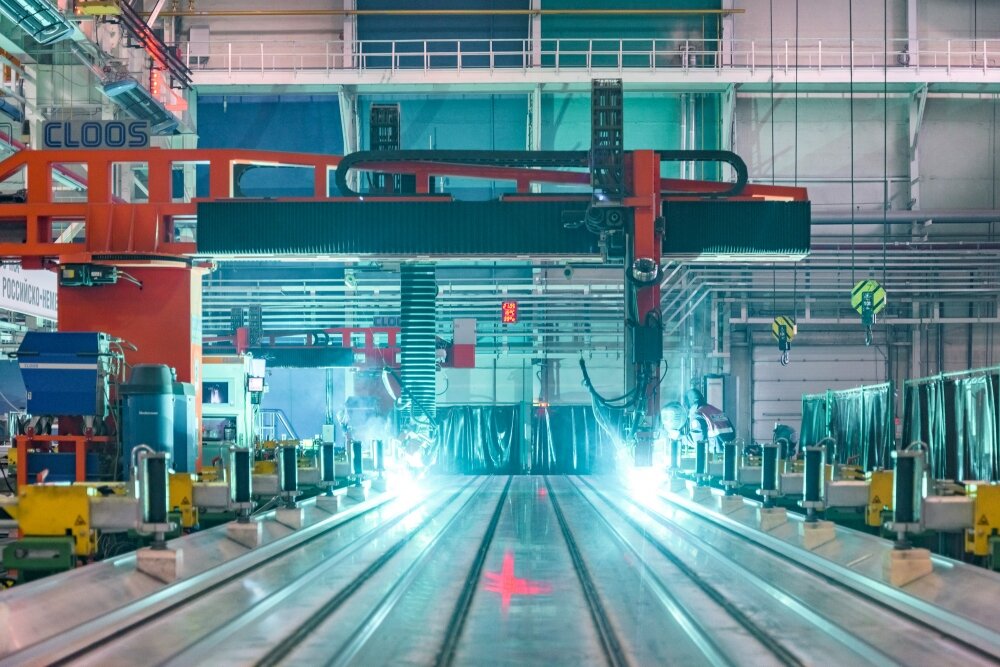
Сварка швов - дело ответственное. И весьма скучное. Поэтому работа доверена роботу, который, насвистывая электрической дугой, не спеша «сшивает» между собой листы алюминия. Процесс контролируется одним оператором.
"Уральские локомотивы» - единственное предприятие в стране, производящее поезда из алюминия. Поэтому «Ласточки» такие лёгкие и динамичные. Экструдированный профиль для будущих вагонов везут сюда из Китая.
На следующем этапе происходит формирование контуров будущего вагона. Боковины кузова помещают в камеру-трансформер, которая словно саркофаг поглощает в себя многотонный лист алюминия для дальнейшей обработки.
Внутри камеры очередной робот обмеряет контуры прямоугольной заготовки и придаёт боковине кузова законченный вид. После этого панели отдалённо начинают напоминать будущий поезд.
В цеху царит порядок. Во всю стену нарисован большой портрет птицы ласточки.
Стапели для сборки вагонов. На этом участке кузовные панели формируются в «коробку» и в дело снова вступает сварочный робот.
Роботы могут всё, но не совсем. После проходки основных швов мастера-сварщики дополнительно проваривают кузов изнутри.
Кузов готов к перемещению на следующий этап, где с помощью специальных датчиков, установленных под вагоном, проверяется геометрия изделия и качество сварки.
Здесь же вагон шлифуется и подготавливается к окраске. Сейчас вся конструкция весит 10 тонн, что почти в два раза легче аналогичного кузова из стали.
По текущему контракту завод поставит для ОАО «РЖД» 1200 вагонов «Ласточек».
А тем временем вагон уезжает в покрасочную камеру. Всего таких камер в цехе шесть. Каждая отвечает за свой этап покрытия.
Первым делом кузов заливают грунтовкой. Красного цвета – наш грунт, российского производства. По качеству не уступает жёлтому зарубежному. Импортозамещение в действии. Стоит отметить, что локализация производства постоянно повышается и на текущий момент составляет уже почти 80 процентов.
Все этапы окраски выполняются вручную. Интересный момент: нанесение краски выполняют девушки, а шлифовальные работы доверены мужчинам.
Пока наш вагон отдыхает после лакокрасочного «душа», заглянем на участок, где установлены вертикальные обрабатывающие центры. Эти умные станки по волшебному нажатию кнопки совершают чудеса и самостоятельно вытачивают из алюминия необходимые элементы будущих поездов.
Аппарат гидроабразивной резки неспешно разрезает лист металла словно ножом по маслу.
Работники отдела контроля качества не дремлют. Каждый элемент будущего поезда проходит строгую проверку. Не хватило деталей? Не беда! Ребята с заготовительного участка готовы прийти на помощь и всегда найдут нужную запчасть. Всё разложено «по полочкам». Потерять невозможно.
Наша будущая «Ласточка» покрашена и отполирована. Самое время начать собирать салон. Для этого вагон откатывают на следующий участок, где рабочие установят стеклопакеты.
Кстати, до сборки в единый поезд, вагоны не способны самостоятельно перемещаться внутри цеха. В этом им помогают два трансбордера – специальные подвижные устройства, внутри которых будущие поезда доставляются между сборочными постами. Кузов на технологических тележках загоняют вовнутрь и доставляют на нужный участок.
Процесс постройки одного вагона «Ласточки» занимает четыре месяца. При этом, каждые два дня из сборочного цеха выходит новый вагон. За месяц из цехов завод выезжает три готовых «Ласточки» в пятивагонной составности.
Вокруг вагона оживление: за дело берутся рабочие, которые вскоре сделают из металлической коробки комфортабельный поезд. На фото - установка узла межвагонного перехода. «Ласточка», в отличии от большинства российских электропоездов, не имеет привычных тамбуров и переход является герметичным элементом салона поезда.
Чтобы пассажирам было тепло зимой и прохладно летом, кузов изнутри укутывают в толстый слой теплоизоляции.
“Ласточки” уходят с завода в формате единого поезда, не позволяющего изменять составность в условиях депо. Пятивагонная схема немцев доработана в условиях завода и позволяет выпускать поезда в семи- и десятивагонном исполнении.
Для повышения комфорта пассажиров в конструкции используется беззазорное сцепное устройство. Благодаря ему «Ласточка» трогается с места и останавливается очень плавно.
Для удобства монтажа подвагонного оборудования, кузов поднимают на высоту, при которой мастерам комфортно проводить установочные работы.
Сборка продолжается. Салон постепенно приобретает знакомые черты. Устанавливаются панели салонной обшивки и модули обслуживания.
Когда-то немцы из «Сименса» сказали, что нам будет не по силам самостоятельно изготовить головные маски. Наивные. Теперь маски штампуют в соседнем Челябинске. Получилось не хуже, чем «там, у них».
"Забугорная" сцепка Шарфенберга. В отличии от наших СА-3, обеспечивает сцеп без люфта, повышая плавность хода.
А для нештатных ситуаций можно накинуть переходник и подцепить электропоезд к любому локомотиву. Такой же переходник используется на маршрутах «Ласточек” с тепловозной тягой.
За безопасность машиниста и пассажиров отвечает силовой краш-модуль, который в случае столкновения поглотит энергию удара. Единственный элемент кузова «Ласточки”, сделанный из стали.
Постепенно приближаемся к финальным позициям сборки. Скоро нашу “Ласточку” поставят на тележки и отправят на испытания.
Тележки для электропоездов собирают в соседнем цехе и доставляются на сборочную позицию в готовом виде.
Не уверен, что поезда любят купаться. Но придётся. После постановки на рельсы каждый вагон отправляется в специальную камеру, где устраивают холодный душ для проверки герметичности кузова.
Заключительный этап сборки - соединение вагонов в единый состав. Здесь же электропоезд получает фирменный брендинг, наносятся информационные надписи.
После этого “Ласточка” отправляется до Нижнего Тагила на ходовые испытания, где в экстремальных режимах тестируются все системы поезда. После возвращения на завод, электропоезд проходит приёмку заказчиком и направляется в депо приписки.
Спасибо за внимание! Ставьте "лайк", если статья понравилась или пишите комментарии!