Сварка трением берет свое начало в 1956 году, в Советском Союзе. С 60-х годов она начала развиваться в других странах и впоследствии получила широкое признание. Сварка трением представляет собой разновидность сварки давлением, при которой нагрев металла происходит путем трения одной из соединяемых частей изделия. Окончательное соединение происходит в конце процесса, когда применяется проковочное усилие. Этот вид сварки используется в авиастроении, автомобилестроении.
Сварка металла трением
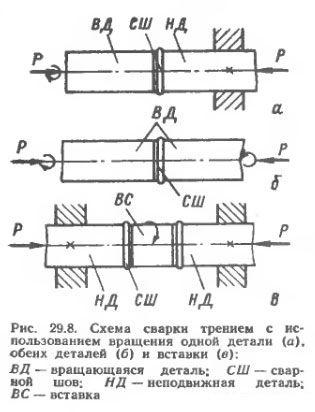
- прочное закрепление деталей, при котором одна из них подвижная, а другая нет;
- разогрев металла механическим путем до пластичного состояния, плавления;
- процесс разрушения окислов, жировых пленок, мешающих прочности сварного шва;
- кромки горячего металла устанавливают металлические связи на атомном уровне;
- прекращение вращательных движений, давления, режим застывания деталей.
В 1990-е годы был разработан метод сварки трением металлов с перемешиванием. Этим способом варятся стыковые швы листового цветного металла: алюминия, титана, их сплавов, а также стали. Также свариваются все сплавы с температурой плавления до 18000С, можно соединять разнородные металлы. Для этого используют инструмент в форме стержня с наконечником, который углубляется в свариваемую деталь и проходит по всей необходимой длине свариваемой детали. Инструмент вращается с очень большой скоростью, происходит сильное трение, вызывающее нагрев металла до пластичного состояния. Происходит перемешивание расплавленной массы с вращающимся инструментом и его вытеснение в свободное пространство позади инструмента. В результате такого процесса устанавливаются металлические связи и происходит соединение металлов. По окончании работы инструмент выводят за пределы заготовки. Ключевые критерии сварки трением металлов с перемешиванием:
- скорость сварки;
- частота вращательных движений;
- сила прижимания инструмента, его перемещение, с учетом свариваемого металла, его толщины;
- размеры такого инструмента и угол его наклона.
Достоинства такой сварки:
- не нужна большая мощность;
- локальная зона разогрева, точность разогрева;
- быстрота сварки;
- точность соединения;
- отсутствие брызг.
Сварка трением оборудование