Сверление многослойных полимерных композитов, армированных титаном, с помощью алмазных кольцевых сверл МОНАЛИТ не образует дефектов и "разлохмачивания"

На заводе МВЗ им. М.Л. Миля на протяжении многих лет решалась задача по качественному сверлению полимерных композитных материалов (ПКМ).
Одним из проблемных этапов изготовления лопасти является сверление отверстий в комлевой части лопасти. Их изготавливают из легких и прочных многослойных композитов - стеклопластиков и углепластиков.
Использование спиральных свёрл создает проблемы: композиты расслаиваются, волокна наматываются на сверло, в толще композита образуются дефекты, со временем приводящие к поломке.
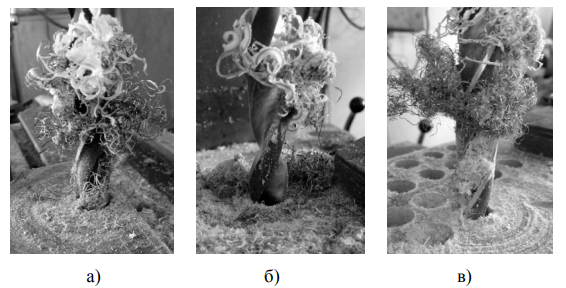
Характер образования стружки при сверлении:
а) стандартным сверлом, б) СДЗ тип 1, в) СДЗ тип 2 (V=7,5 м/мин, S=0,2 мм/об)
Источник: Экспериментальное исследование качества отверстий в слоистом композите стеклопластик-титан, полученных на операциях сверления. Е.Г. Чигринец, В.В. Сибирский, С.Н. Шевцов. - Инженерный вестник Дона, №3 (2015).
Задача была поставлена специалистами, исследующими в инициативном порядке проблему сверления ПКМ, конструкторского бюро Московского вертолетного завода им. М.Л.Миля (холдинг «Вертолеты России») с целью повышения надежности лопастей вертолетов в целом.
Эта задача оказалась нам знакома – в нашем арсенале была разработка (см. рассылку от 5/09/2018 - Уникальный инструмент для уникального клапана сердца из углеситалла), где также пришлось бороться с "разлохмачиванием" композитных материалов.
В результате длительных экспериментов наши разработчики создали кольцевое сверло, которое образует чистое ровное отверстие без дефектов.
Первые образцы инструмента отправлены на завод для испытаний.
Выводы после пробных испытаний сверла МОНАЛИТ:
1. Значительно уменьшено образование витой и пылевидной стружки, которая служит очагом перегрева связующей смолы композита
2. Повышена производительность сверления в 2-2,5 раза относительно инструмента со стандартной геометрией
3. Заметно улучшены значения круглости отверстия, и, следовательно, уменьшен риск возникновения люфта, приводящего к снижению надежности конструкции во время эксплуатации.
Проблема
К тому же, эти сверла образуют большое количество пылевидной стружки, которая является одной из причин перегрева эпоксидного связующего. Перегрев связующего приводит к его обеднению и снижению прочности и надежности конструкции.
На фото представлены снимки стружкообразования с разными типами заточки инструмента.
Характер образования стружки при сверлении: а) стандартным сверлом, б) СДЗ тип 1, в) СДЗ тип 2 (V=7,5 м/мин, S=0,2 мм/об)
- толщина обрабатываемой части детали H = 50 мм,
- ширина свободного пространства a = 20 мм.
В полученных таким образом деталях выполняется обработка отверстий, необходимых для крепления лопастей.
Маршрут обработки включает операцию сверления, две-три операции рассверливания, операции зенкерования и развертывания. На операции сверления возникает ряд проблем, к наиболее существенным из которых относятся:
- отвод стружки и ее пакетирование;
- противоречие между эффективными режимами для обработки слоев из титановой фольги и слоев из препрегов, склеенных эпоксидным связующим;
- усадка отверстий;
- повышенный износ режущих кромок сверла.
В результате получается:
a) низкая производительность обработки отверстий;
b) большой риск возникновения брака из-за неустранимых дефектов.
Характерным дефектом при сверлении отверстий в деталях из ВСПК является расслоение
Решение
Нам приходилось решать похожую задачу, когда создавали алмазный инструмент для обработки деталей клапана сердца из углеситалла.
В результате длительных экспериментов наши разработчики создали кольцевое сверло, которое образует чистое ровное отверстие без дефектов.
Варианты конструкции кольцевого сверла проверялись на плите из 35-40 слоев однонаправленного препрега с армированием 0/±45/90 - композита толщиной 30 мм.
При сверлении глубоких отверстий (глубиной 10 и более диаметров) важно не только охлаждение, но и удаление стружки. Давление подаваемой смазочно-охлаждающей жидкости (СОЖ) вымывает стружку из зоны резания, что позволяет избежать её пакетирования или повторного резания.
Если использование СОЖ нежелательно, то приходится осуществлять сверление с периодическими выводами сверла для удаления стружки и естественного охлаждения.
Была выработана техника сверления: примерно по 5 сек с охлаждением СОЖ и периодическим полным выводом сверла из отверстия на 1,5-2 сек для вымывания стружки, шлама - примерно, через каждые 0,5-1 мм углубления.
Удаление керна производится при прохождении глубины, равной высоте рабочей части сверла.
При горизонтальном сверлении, когда стружка вымывается из отверстия, периодичность подачи сверла можно исключить и настроить станок с ЧПУ на подачу сверла со скоростью 1 мм за 5 сек, или 10 мм/мин.
Экспериментально были подобраны следующие характеристики кольцевого сверла для диаметра 25,8 мм:
- алмазный порошок АС32, 160/125
- добавки порообразователя М925
- обороты 760-790 в минуту.
Результаты
Пробные испытания прошли успешно, ожидаем результаты внедрения. Надеемся рассказать о них.
Первые выводы следующие:
1. Значительно уменьшено образование витой и пылевидной стружки, которая служит очагом перегрева связующей смолы композита (видео)
2. Повышена производительность сверления в 2-2,5 раза относительно инструмента со стандартной геометрией
3. Заметно улучшены значения круглости отверстия, и, следовательно, уменьшен риск возникновения люфта, приводящего к снижению надежности конструкции во время эксплуатации.