Остаточные напряжения образуются после различных процессов, например после литья, сварки, прокатки, термообработки, а также после механической обработки (точения, фрезерования, шлифования и др.).
Факторы, влияющие на остаточные напряжения рассмотрены в этой статье.
В процессе шлифования решающее влияние на образование остаточных напряжений оказывает тепловой фактор.
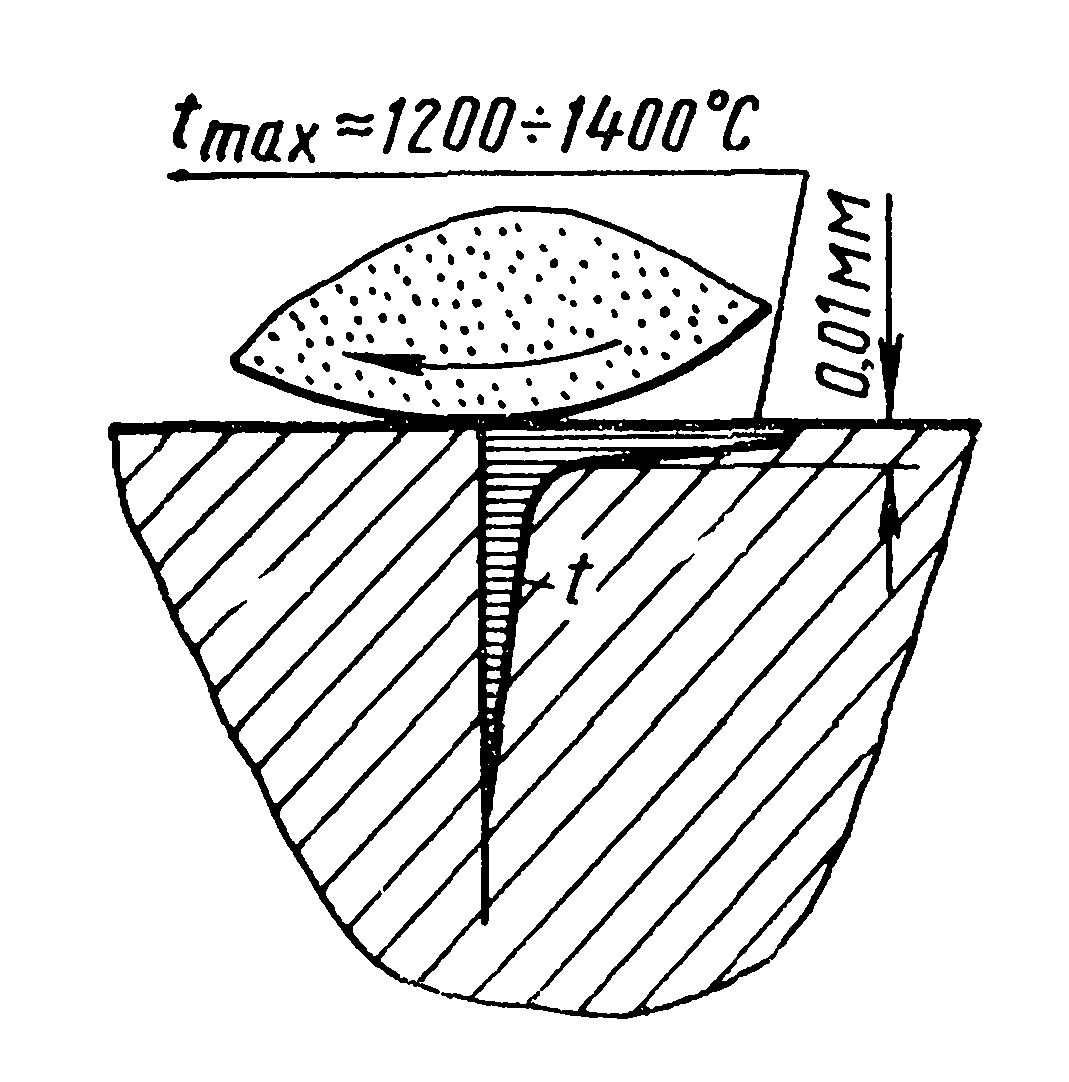
На рисунке показано примерное распределение температуры при шлифовании. В поверхностном слое в процессе шлифования сталей возникают сжимающие температурные напряжения. Указанные напряжения превосходят предел текучести материала и вызывают пластическую деформацию сжатия. После окончания процесса шлифования и установления нормальной температуры эта деформация сохраняется, что приводит к растяжению поверхностного слоя со стороны внутренних слоев, т. е. к образованию в нем растягивающих остаточных напряжений.
Следует отметить, что для ряда марок сталей, особенно высоколегированных, при охлаждении образуется поверхностный мартенситный слой (белый слой толщиной 0,01- 0,3 мм). Для некоторых материалов, например, жаропрочных сплавов, превращения в поверхностном слое почти не наблюдаются.
Как уже отмечалось, мартенситное превращение происходит при увеличении объема, что может компенсировать уменьшение объема при пластической деформации сжатия. Указанное обстоятельство может привести к образованию остаточных напряжений сжатия. Однако в практических случаях влияние температурных деформаций сказывается больше, и после шлифования в поверхностном слое наблюдаются растягивающие остаточные напряжения.
Силовая пластическая деформация, связанная с усилием резания, при шлифовании имеет второстепенное значение.
Для снятия остаточных напряжений в жаропрочных сплавах применяется специальный отжиг.
В последнее время, особенно для жаропрочных сплавов, при окончательной обработке электрополированием все шире применяется электроэрозионная и электрогидравлическая обработка. В лопатках газовых турбин, изготовленных указанным способом, остаточные напряжения оказались незначительными.
Отметим, что в основе широко распространённых конструкций с предварительно напряженным железобетоном лежит идея создания сжимающих остаточных напряжений в бетоне, что повышает несущую способность конструкции.
Обычно наибольшие остаточные напряжения лежат в поверхностных слоях, где напряженное состояние близко к двухосному. Тогда можно считать, что наибольшие остаточные напряжения:
σост< 1,15 σТ
Во многих случаях для увеличения надежности и долговечности детали необходимо уменьшить остаточные напряжения в ней. Тогда данное условие может служить одним из обоснований для широко распространенной технологической операции для снятия остаточных напряжений - операции отжига (равномерный нагрев и выдержка при повышенной температуре).
Выбор температуры отжига или отпуска для снятия остаточных напряжений по пределу текучести является условным, так как не учитывается происходящий в материале процесс ползучести.
Более правильно считать, что величина остаточных напряжений ограничивается пределом ползучести (за время выдержки τ)
σост< 1,15 σ 0,2/τ
В этом равенстве предел ползучести σ0,2/τ представляет собой напряжение, вызывающее остаточную деформацию 0,2% за время τ (при заданной температуре выдержки).
Величина предела ползучести уменьшается при увеличении температуры и времени выдержки, причем увеличение температуры сказывается более резко.