На сегодняшний день прессование профиля широко используется в строительстве сооружений, а особенно, в таких конструкциях, как: двери, окна, перегородки, вентилируемые и светопрозрачные фасады.
1. Экструзия алюминия
Процесс прессования или экструзии может применяться как к алюминиевому профилю, так и к бронзе, латуни, нержавеющей стали или титану. Хотя именно экструзия алюминия получила широкое распространение благодаря низкой температуре плавления (около 500ºС).
1.1. Алюминий и сталь
Процесс экструзии делает возможным производство алюминиевого профиля шириной от 10 до 800 мм благодаря неограниченному диапазону всевозможных форм поперечного сечения. Стоимость инструментов для изготовления нового прессованного профиля из алюминия гораздо дешевле, чем для изготовления катаного стального профиля. Более того, время простоя экструзионного пресса при замене матрицы значительно меньше, чем время, которое уходит на замену валков прокатного стана при производстве стального профиля.
Поэтому наш завод изготавливает прессованные алюминиевые профили по чертежам заказчика в целях выполнения определенных задач в конструкции или изделии. Одной из главных особенностей процесса экструзии наших профилей является то, что они могут иметь очень тонкие элементы – полки и стенки, по сравнению с общими габаритными размерами.
1.2. Метод прямого прессования
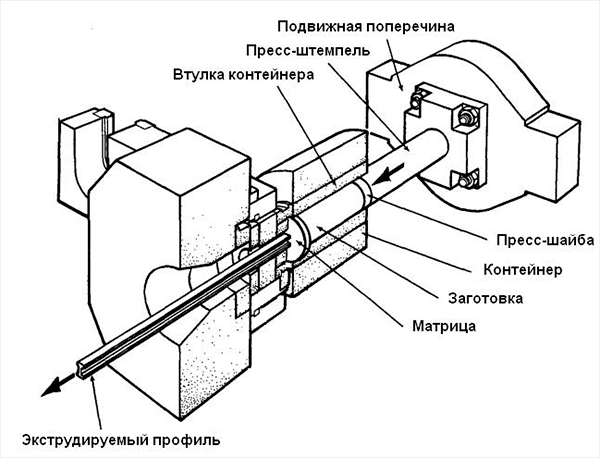
С помощью специальных полунепрерывных литейных машин мы изготавливаем алюминиевые профили методом прямой экструзии (прессования). Из алюминиевого расплава отливаются длинные цилиндрические слитки («столбы»), которые режутся на короткие цилиндрические заготовки перед ее непосредственной загрузкой в пресс (на рисунке ниже).
Нагретая заготовка, отправленная в подогретый контейнер пресса, выжимается гидравлическим поршнем в задний торец и выдавливает металл через отверстия матрицы, который в виде профиля двигается дальше по приемному и выходному столам пресса. Внутренняя конструкция матрицы и форма ее отверстия определяют форму профиля.
2. Термическая обработка алюминиевых профилей
Наши алюминиевые профили изготавливаются из термически упрочняемых алюминиевых сплавов, которые нагреваются до температуры под закалку с быстрым охлаждением и упрочнением старением.
2.1. Закалка на прессе
Закалка профиля на прессе, непосредственно на приемном и выходном столе, происходит с помощью охлаждения его вентиляторами, ускоренными потоками воздуха, водовоздушной смесью или водой, в зависимости от толщины профиля.
2.2. Закалка с помощью отдельного нагрева
Закалка для толстых профилей из высоколегированных алюминиевых сплавов требует очень большой скорости охлаждения и строго контролируемой температуры закалки. Данные профили после порезки на мерные длины снова подвергаются нагреву до температуры полного растворения упрочняющих частиц. Такая закалка производится в специальных закалочных баках, наполненных водой.
2.3 Упрочнение старением
Заключительной стадией термической обработки алюминиевых профилей является их выдержка несколько часов при температуре 170-200ºС. Эта операция искусственного старения производится сразу после операции правки растяжением.
Также после закалки профили могут подвергаться естественному старению, при условии их выдержки при комнатной температуре в течении определенного периода времени, вплоть до нескольких месяцев. При естественном старении пластические характеристики профиля значительно увеличиваются.
Благодаря механизму старения значительно возрастает прочность алюминиевого сплава, что положительно влияет на конечную продукцию.
3. Правка профилей
Алюминиевый профиль имеет тенденцию к короблению, которое может произойти уже на выходе из пресса, а охлаждение во время закалки еще больше усугубляет проблему. Существует два основных вида коробления профиля:
- общий прогиб и скручивание по всей длине профиля;
- искажение поперечного сечения.
Общий прогиб и скручивание убираются с помощью растяжения на растяжной машине в линии пресса при остаточной деформации от 1 до 3%. А искажение поперечного сечения, характерное для тонкостенных профилей, убирается прессованием и снижением скорости охлаждения при закалке.
4. Экструзия алюминиевых профилей
Один экструзионный пресс может иметь огромное количество экструзионных матриц, которые изготавливаются из теплостойкой инструментальной стали. Изготовление матрицы для прессования алюминия – это сложный и трудоемкий процесс.
4.1. Сплошные профили
С помощью типичной сплошной экструзионной матрицы (на рисунке нижу) прессуются сплошные профили – профили, не имеющие полостей. Размеры отверстий (прорези) такой матрицы задают толщину профиля.
4.1.1. Рабочие пояски матриц
«Толстые» участки профиля пытаются выйти из матрицы быстрее, чем «тонкие» участки. В связи с этим конструктор матрицы замедляет течение алюминия в «толстых» участках с помощью увеличения длины рабочего пояска. Однако, практически никогда профили не выходят из матрицы полностью прямолинейными, все равно нужно проводить их правку растяжением.
4.1.2. Скругление углов
Для улучшения условий работы и увеличения срока службы матрицы, необходимо скруглять все углы профиля радиусом не менее 0,3 мм. В матрицах не применяются острые углы, так как они повышают риск излома и делают ограниченной скорость прессования профилей.
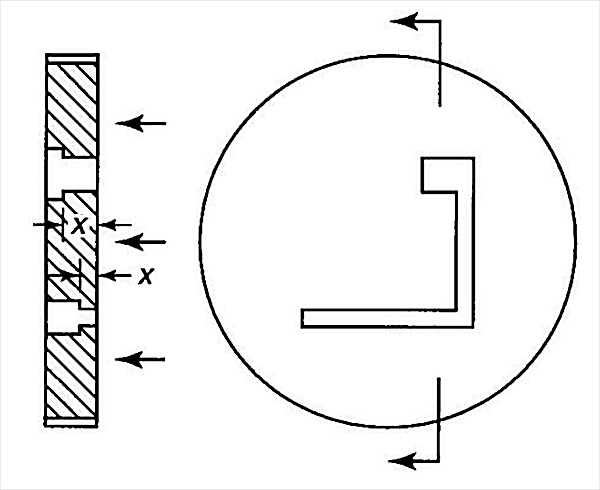
4.1.3. «Язык» в сплошной матрице
Есть алюминиевые профили, которые включают элементы, называемые «языками» (рис. 3), и при высоком давлении, действующем на площадку матрицы X, есть большая вероятность того, что она сломается по линии Y. Для таких элементов применяется специальный коэффициент а, который вычисляется по формуле:
- а = d/c — для простой прорези, на рисунке ниже под (а)
- а = А/с2 — для более сложной формы «языка», на рисунке нижу под (б)
Где А – площадь участка Х. При благоприятных условиях максимальная величина коэффициента а должна быть не более 3,0. Если коэффициент а превышает критическую величину для конкретного сплава, то профиль прессуют как полузамкнутый на матрице «портхол» или на мостиковой матрице.
4.2. Полые профили
С помощью комбинированной экструзионной матрицы (на рисунке ниже) прессуются полые профили – профили, имеющие одну или несколько полостей. Данные матрицы состоят из двух частей: самой матрицы и рассекателя с оправкой. Обычно применяются матрицы «портхол» и мостиковые матрицы, которые отличаются конструкцией рассекателя.
Внутренняя поверхность алюминиевого профиля формируется оправкой, а наружная поверхность – отверстием матрицы. Полая матрица может стоить дороже сплошной, но скорость прессования через полые матрицы несколько ниже, чем через сплошные.
4.3. Полузамкнутые профили
Матрицы «портхол» или мостиковые матрицы применяются для прессования полузамкнутых профилей, которые не удастся получить на сплошных матрицах. В данном случае оправка комбинированной матрицы будет формировать заштрихованную область (на рисунке ниже).
4.4. Сварные продольные швы
При прессовании полузамкнутого или полого профиля пластичный алюминий течет несколькими потоками через рассекатель, которые потом снова соединяются перед выходом из матрицы. Из-за этого получаемый полый профиль содержит сварные швы (рис. 6).
Их практически не видно, но конструктор знает о них, так как они представляют угрозу для прочности профиля по всей его длине.
4.5. Шовные и бесшовные трубы
Для производства полых профилей без сварных швов применяется прессование с внутренней оправкой (рис. 7). Для такой технологии требуется специальный прошивной пресс, поэтому обычно она применяется только для бесшовных труб. Так как для бесшовных труб присутствие сварных швов является неприемлемым.
Трубы, которые прессуют на комбинированных матрицах, имеют продольные сварные швы, но их практически невозможно обнаружить.